 渦流檢測技術比其它無損檢測技術有哪些優勢?
渦流檢測技術比其它無損檢測技術有哪些優勢?
利用電磁感應原理,通過檢測被檢測工件內感生渦流的變化來無損地評定導電材料及其工件的某些性能,或發現缺陷的無損檢測方法稱為無損檢測。在工業生產中,渦流檢測是控制各種金屬材料及少數非金屬(如石墨、碳纖維復合材料等)及其產品品質的主要手段之一。與其他無損檢測方法比較,渦流檢測更容易實現自動化,特別是對管,棒和線材等型材有著很高的檢測效果。
渦流檢測
渦流是將導體放入變化的磁場中時,由于在變化的磁場周圍存在著渦旋的感生電場,感生電場作用在導體內的自由電荷上,使電荷運動,形成渦流。
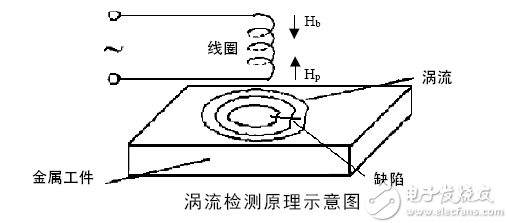
渦流檢測Eddy current Testing(縮寫 ET)。已知法拉第電磁感應定律,在檢測線圈上接通交流電,產生垂直于工件的交變磁場。檢測線圈靠近被檢工件時,該工件表面感應出渦流同時產生與原磁場方向相反的磁場,部分抵消原磁場,導致檢測線圈電阻和電感變化。若金屬工件存在缺陷,將改變渦流場的強度及分布,使線圈阻抗發生變化,檢測該變化可判斷有無缺陷。
隨著微電子學和計算機技術的發展及各種信號處理技術的采用,渦流檢測換能器、渦流檢測信號處理技術及渦流檢測儀器等方面出現長足發展。
渦流檢測的特點
一、優點
1、檢測時,線圈不需要接觸工件,也無需耦合介質,所以檢測速度快。
2、對工件表面或近表面的缺陷,有很高的檢出靈敏度,且在一定的范圍內具有良好的線性指示,可用作質量管理與控制。
3、可在高溫狀態、工件的狹窄區域、深孔壁(包括管壁)進行檢測。
4、能測量金屬覆蓋層或非金屬涂層的厚度。
5、可檢驗能感生渦流的非金屬材料,如石墨等。
6、檢測信號為電信號,可進行數字化處理,便于存儲、再現及進行數據比較和處理。
二、缺點
1、對象必須是導電材料,只適用于檢測金屬表面缺陷。
2、檢測深度與檢測靈敏度是相互矛盾的,對一種材料進行ET時,須根據材質、表面狀態、檢驗標準作綜合考慮,然后在確定檢測方案與技術參數。
3、采用穿過式線圈進行ET時,對缺陷所處圓周上的具體位置無法判定。
4、旋轉探頭式ET可定位,但檢測速度慢。
渦流檢測的信號處理技術
需要提高檢測信號的信噪比和抗干擾能力,實現信號的識別、分析和診斷,以得出最佳的信號特征和檢測結果。
1、信號特征量提取
常用的特征量提取方法有傅里葉描述法、主分量分析法和小波變換法。
傅里葉描述法是提取特征值的常用方法。其優點是,不受探頭速度影響,且可由該描述法重構阻抗圖,采樣點數目越多,重構曲線更逼近原曲線。但該方法只對曲線形狀敏感,對渦流檢測儀的零點和增益不敏感,且不隨曲線旋轉、平移、尺寸變換及起始點選擇變化而變化。
用測試信號自相關矩陣的本征值和本征矢量來描繪信號特征的方法稱為主分量分析法,該方法對于相似缺陷的分辨力較強。
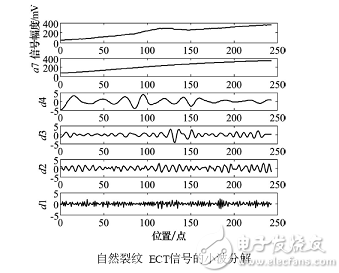
小波變換是一種先進的信號時頻分析方法。將小波變換中多分辨分析應用到渦流檢測信號分析中,對不同小波系數處理后,再重構。這種經小波變換處理后的信號,其信噪比會得到很大的提高。
2、信號分析
(1)人工神經網絡
人工神經網絡的輸入矢量是信號的特征參量,對信號特征參量的正確選擇與提取是采用神經網絡智能判別成功的關鍵。組合神經網絡模型,采用分級判別法使網絡輸入變量維數由N2降到N,網絡結構大為簡化,訓練速度很快,具有較高的缺陷識別率和實用價值。
神經網絡可實現缺陷分類,具有識別準確度高的優點,對不完全、不夠清晰的數據同樣有效。
(2)信息融合技術
信息融合是對來自不同信息源檢測、關聯、相關、估計和綜合等多級處理,得到被測對象的統一最佳估計。
渦流掃描圖像的融合,將圖像分解為多子帶圖像,并在轉換區內采用融合算法實現圖像融合。Ka Bartels等采用信噪比最優方法合并渦流信號,并用空間頻率補償方法使合并前高頻信號變得模糊而低頻信號變得清晰。Z Liu等利用最大值準則選擇不同信號的離散小波變換系數,選取待融合系數的最大絕對值作為合并轉換系數。因此融合信號可基于這些系數,利用逆小波變換來重構。小波變換可按不同比例有效提取顯著特征。在融合信號過程中,所有信號的有用特征都被保存下來,因此內部和表面缺陷信息得到增強。
3、渦流逆問題求解
換能器檢測到的信號隱含缺陷位置、形狀、大小及媒質性質等信息,由已知信號反推媒質參數(電導率)或形狀(缺陷),屬于電磁場理論中的逆問題。
為求解渦流逆問題,先要建立缺陷識別的數學模型,有形狀規則的人工缺陷、邊界復雜的自然缺陷、單缺陷和多缺陷等模型;在媒質類型方面,有復合材料和被測件表面磁導率變化等模型。
隨著計算機技術發展,缺陷模型各種數值解法也獲得進展。出現有限元法、矩量法和邊界元法等。
渦流檢測技術的發展和現狀
1824年 加貝 渦流存在
1831年 法拉第 電磁感應現象
1873年 麥克斯韋方程 電磁場理論
1879年 休斯 首次應用判斷不同金屬和合金
1926年 渦流測厚儀
1935年 渦流探傷儀
1942年 自動化檢測
50年代 福斯特 阻抗分析法 理論和實踐的完善
60年代 我國開始研究,主要應用于航天等領域
美國的EM3300和MIZ-20為采用阻抗平面顯示技術典型產品,而TM-128型渦流儀是我國首臺配有微機帶有阻抗平面顯示的渦流探傷儀。
MFE-1三頻渦流儀是我國研制的首臺多頻渦流檢測設備。隨后,國內研制成功多種類型的多頻渦流檢測儀,如EEC-35、EEC-36、EEC-38、EEC-39和ET-355、ET-555、ET-556等。
目前,我國在有限元數值仿真、遠場渦流探頭性能指標分析及檢測系統的研制等方面取得研究成果,推出商品化遠場渦流檢測儀器,其中ET-556H和EEC-39RFT已用于化工煉油設備的鋼質熱交換管和電廠高壓加熱器鋼管的在役探傷。
渦流檢測在各行業高端領域的應用
1、航天、航空
渦流檢測技術已廣泛用于航天、航空領域中金屬構件的檢測。為了確保飛機的飛行安全,必須對相關部件進行定期在役檢測。渦流技術通常用于檢測航空發動機葉片裂紋、螺栓、螺孔內裂紋、飛機的多層結構、起落架、輪轂和鋁蒙皮下等表面和亞表面缺陷,同時用于檢測機翼連接焊縫的缺陷等。檢測中能有效抑制探頭晃動、材質不勻等引起的干擾信號。金屬磁記憶檢測技術可用于上述部件應力集中部位或早期損傷的診斷。
2、電力、石化
渦流檢測技術用于電站(火電廠、核電站)、石油化工(油田、煉油廠、化工廠)等領域的有色及黑色金屬管道(如銅管、鈦管、不銹鋼管、鍋爐四管等)的在役和役前檢測。對管道晶間腐蝕、壁厚減薄和外壁磨損等均能可靠檢出,在檢測中能有效地去除支撐板和管板的干擾信號。此外,渦流法還用于汽輪機大軸中心孔、發動機葉片,抽油竿、鉆竿、螺栓、螺孔等部件的檢測;聲脈沖檢測技術可用于各種金屬或非金屬管道的快速檢測;金屬磁記憶技術用于在役設備鐵磁性零件早期損傷的診斷。
3、冶金、機械
渦流檢測技術用于各種金屬管、棒、線、絲材的在線、離線探傷。在探傷過程中,能同時兼顧長通傷、緩變傷等長缺陷和短小缺陷(如通孔);能夠有效抑制管道在線、離線檢測時的某些干擾信號(如材質不均、晃動等),對金屬管道內外壁缺陷檢測都具有較高的靈敏度;還可用于機械零部件混料分選,滲碳深度和熱處理狀態評價,硬度測量等。
4、核能、軍工
渦流檢測技術用于核燃料棒、鈦管、螺紋管等金屬管道的檢測;用于軍工兵器的炮筒、導彈發射架、炮彈底座、彈殼,戰機的發動機葉片、機翼、起落架和輪轂等的役前和在役檢測;金屬磁記憶技術用于裝甲車、艦艇等金屬結構件的早期診斷;低頻電磁場、漏磁技術用于甲板、儲油罐等鐵磁性材料及焊縫質量控制。
今后渦流檢測技術研發包括:完善換能器設計理論,研制性能更好的渦流檢測換能器;研究缺陷大小形狀位置深度的渦流定位技術和三維成像技術;研究并推廣遠場渦流檢測技術;進一步研究金屬材料表面疲勞裂紋的擴展、開裂、機械加工磨削燒傷及殘余應力渦流檢測技術。應用該項技術進行無損檢測必將得到廣泛應用。
-
無損檢測
+關注
關注
0文章
204瀏覽量
18497
發布評論請先 登錄
相關推薦






 工商網監
工商網監
評論