") 鋁帶鍵合點(diǎn)根部損傷研究
鋁帶鍵合點(diǎn)根部損傷研究
潘明東 朱悅 楊陽 徐一飛 陳益新
(長電科技宿遷股份公司)
摘要:
鋁帶鍵合作為粗鋁線鍵合的延伸和發(fā)展,鍵合焊點(diǎn)根部損傷影響了該工藝的發(fā)展和推廣,該文簡述了鋁帶鍵合工藝過程,分析了導(dǎo)致鋁帶鍵合點(diǎn)根部損傷的制程因素:不同型號鋁帶劈刀端面設(shè)計對鍵合點(diǎn)根部損傷的影響;鋁帶劈刀端面沾污積鋁會導(dǎo)致鍵合點(diǎn)根部損傷加劇;導(dǎo)線管高度過高會導(dǎo)致第一焊點(diǎn)鍵合點(diǎn)根部機(jī)械損傷;引線框架管腳壓合狀態(tài)調(diào)試不當(dāng)會直接導(dǎo)致鋁帶根部斷裂;鍵合參數(shù)設(shè)置不當(dāng)會對鍵合點(diǎn)根部過應(yīng)力損傷。
0 引言
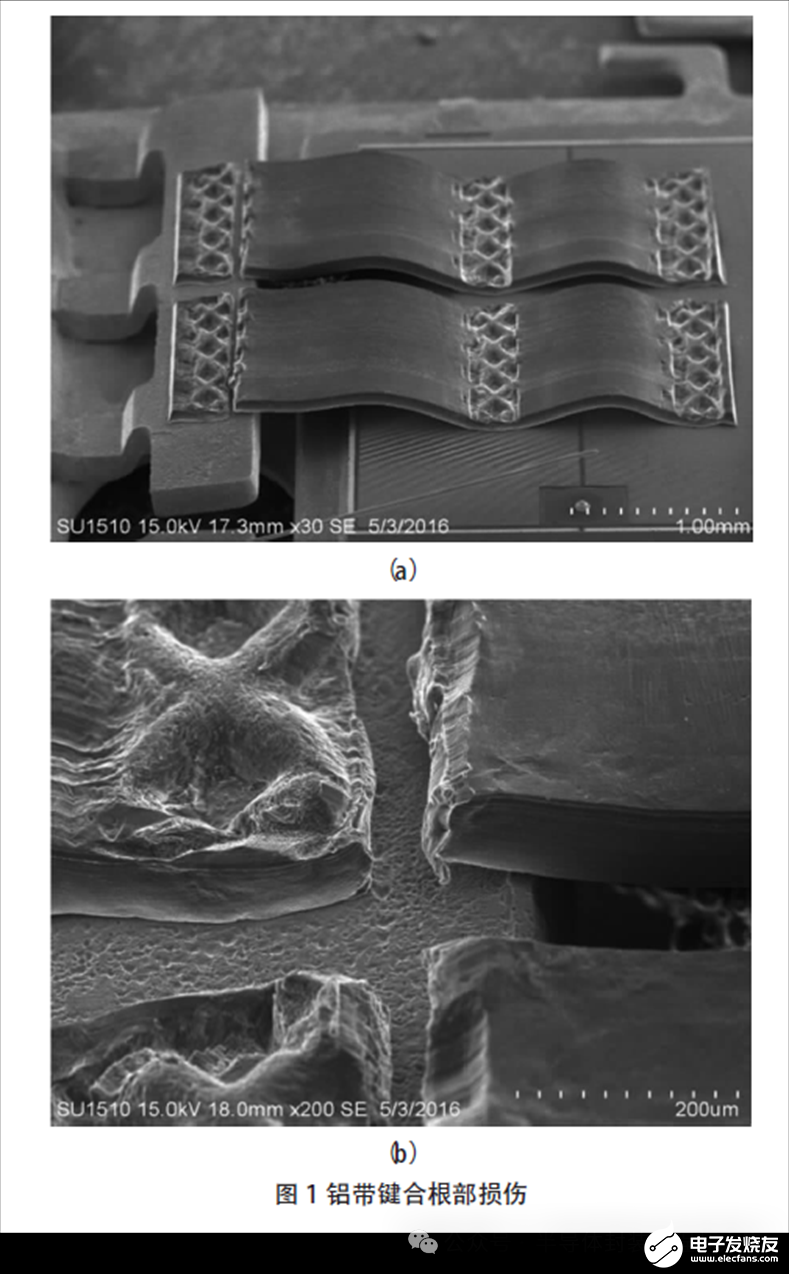
近些年鋁帶來作為一種新型的焊接材料,因?yàn)榫哂懈鼉?yōu)良的導(dǎo)電性能、極小的接觸電阻、較高熱疲勞能力等特性,在功率器件中逐漸取代傳統(tǒng)的粗鋁絲鍵合,特別隨著小型化和集成化的發(fā)展,已經(jīng)在小型貼片封裝SOP 和PDFN 中批量性地發(fā)展起來[1]。但在大規(guī)模推廣應(yīng)用階段發(fā)現(xiàn)鋁帶鍵合根部極易發(fā)生斷裂和損傷,如圖1 所示,并影響產(chǎn)品最終的電性測試。
因?yàn)殇X帶鍵合點(diǎn)根部是鋁帶整段線弧中受過機(jī)械外力擠壓摩擦且厚度最薄的區(qū)域,使用Dage4000 對鋁帶產(chǎn)品線弧部分進(jìn)行推力測試,80%產(chǎn)品斷裂區(qū)域均位于鋁帶鍵合點(diǎn)根部,所以鋁帶鍵合點(diǎn)根部是整個產(chǎn)品機(jī)械強(qiáng)度最弱的地方。對鋁帶鍵合點(diǎn)根部損傷產(chǎn)品進(jìn)行電性測試,異常產(chǎn)品的Rdson 電性參數(shù)均超出規(guī)范;因此如何增強(qiáng)鋁帶鍵合點(diǎn)根部機(jī)械強(qiáng)度并避免鋁帶鍵合點(diǎn)根部損傷,已經(jīng)成為制約鋁帶鍵合工藝發(fā)展和推廣的主要難題。本文分析了鋁帶鍵合工藝原理和過程,確認(rèn)了導(dǎo)致鋁帶鍵合點(diǎn)根部損傷的主要原因,并提出相應(yīng)的解決措施。
1 鋁帶鍵合工藝介紹
作為粗鋁線鍵合的發(fā)展和延伸,鋁帶鍵合同樣屬于引線鍵合工藝的一種,是在常溫下通過超聲鍵合接將芯片焊接區(qū)與引線框架管腳焊接區(qū)域使用鋁帶連接起來的工藝技術(shù)。
從材質(zhì)角度分析,鋁帶材料組成和機(jī)械特性與粗鋁線幾乎一致,均采用純度99.99%摻雜少量鎂、硅等微量元素的高純鋁線。
從線徑角度劃分,因?yàn)殇X帶的矩形截面取代了鋁線的圓形截面,按鋁帶的厚度和寬度確認(rèn)其線徑,鋁帶寬度指標(biāo)有20mil、30mil、40mil、60mil 和80mil 等,鋁帶厚度指標(biāo)有4mil、6mil、8mil 和10mil 等。
從輔助材料分析,鋁帶鍵合焊接所用劈刀與鋁線鍵合材質(zhì)相同,均為碳化鎢鋼,但劈刀端面是矩形,端面由不同圖案的凸點(diǎn)構(gòu)成,根據(jù)線徑的不同同樣需要設(shè)計不同性質(zhì)的鋁帶劈刀,其他配套的輔助工具,如導(dǎo)線管(wire guide),穿線管(tube)以及切斷粗鋁線的特制切刀(cutter)等與鋁線工藝鍵合一致,僅形狀略有差異。
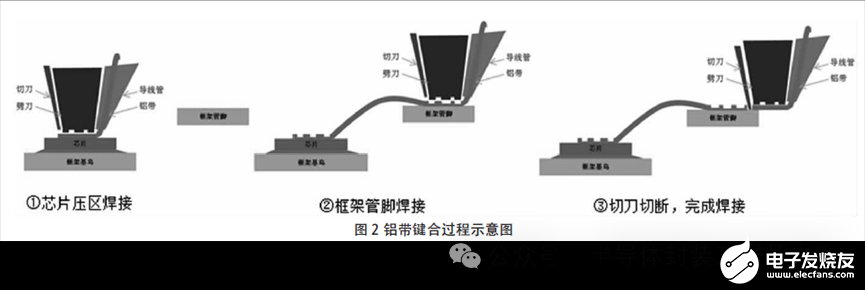
鋁帶鍵合焊接過程如下:
(1)設(shè)備圖像系統(tǒng)識別芯片焊接區(qū)域,焊頭降至芯片焊接區(qū)域上方,超聲焊接完成第一焊點(diǎn)鍵合;
(2)焊頭帶動鋁帶移動至框架管腳焊接區(qū)域上方,超聲焊接完成第二焊點(diǎn)鍵合;
(3)焊頭帶動向后移動,切刀落下切斷鋁帶,完成產(chǎn)品焊接過程。
鋁帶鍵合過程示意圖如圖2 所示。
2 失效過程原因分析
2.1 劈刀端面設(shè)計差異
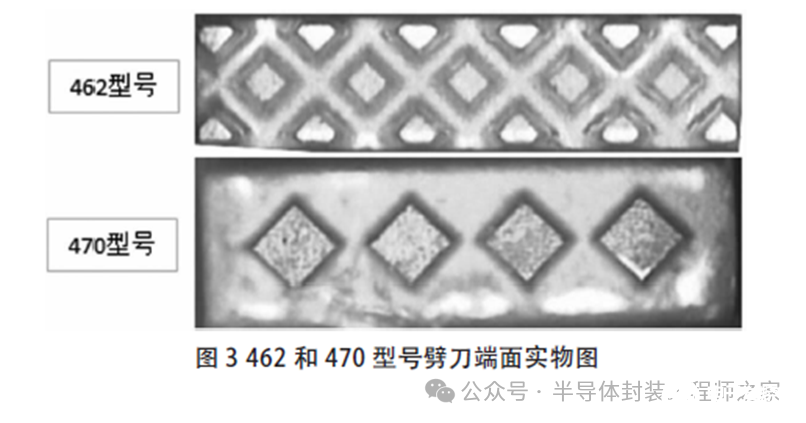
根據(jù)鋁帶鍵合劈刀端面凸點(diǎn)設(shè)計不同,窄間距的462 系列和寬間距的470 系列如圖3 所示,其中窄間距的462系列鋁帶劈刀采用密集凸點(diǎn)端面設(shè)計,與470 劈刀相比可以在更小的焊接平面上帶來更高的焊接強(qiáng)度,但兩側(cè)端面凸起同樣會導(dǎo)致鋁帶鍵合焊接點(diǎn)根部機(jī)械強(qiáng)度降低。
2.2 劈刀端面粘鋁沾污
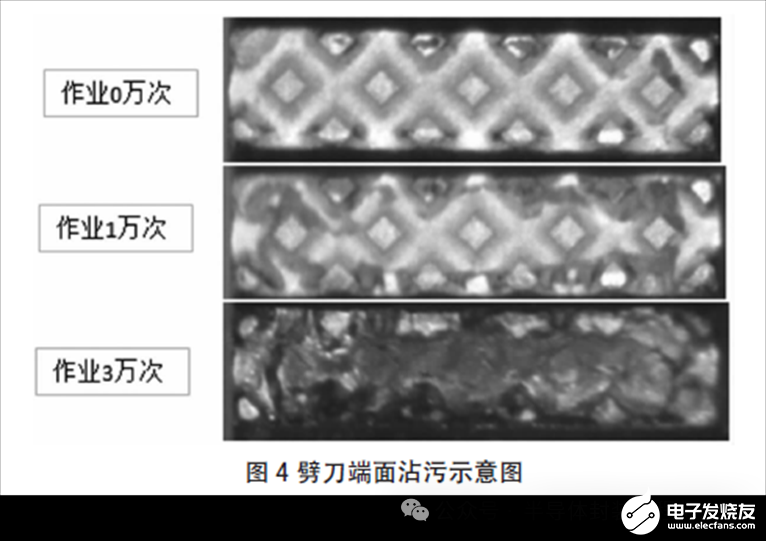
鋁帶在鋼制劈刀的固定下與焊接區(qū)域金屬層摩擦、形變完成焊接過程,傳輸過程中劈刀端面同樣會與鋁帶摩擦并產(chǎn)生相對運(yùn)動,因此隨著焊接次數(shù)的增加,如圖4 所示鋁帶劈刀端面的磨損和鋁屑會越積越多,大量的鋁屑累積在劈刀端面,不僅會造成焊接強(qiáng)度損失,端面凸點(diǎn)面積增大同樣會加劇鋁帶焊點(diǎn)根部損傷。
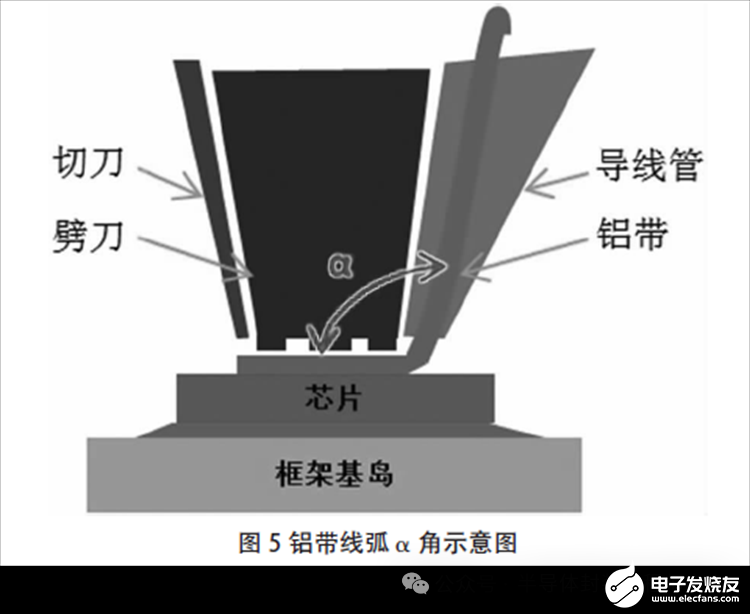
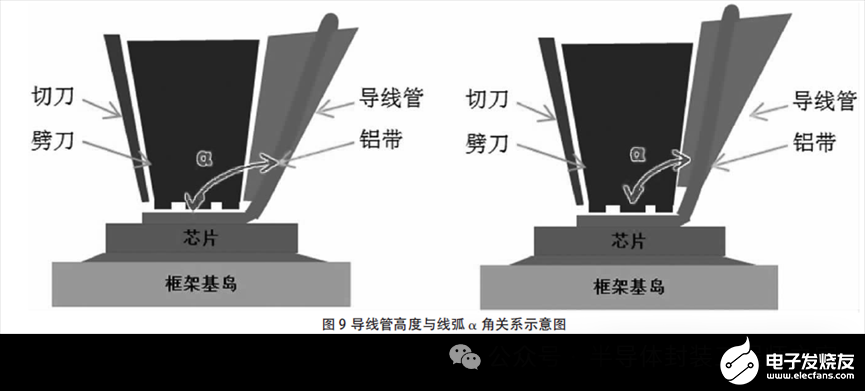
2.3 焊接時線弧夾角過大
鋁帶焊接的過程示意圖如5 所示,鋁帶第一焊點(diǎn)焊接過程中鋁條帶被導(dǎo)線管固定住方向和角度,鍵合點(diǎn)與線弧產(chǎn)生折角α,其受力點(diǎn)為鋁帶鍵合點(diǎn)根部;所以鋁鍵合點(diǎn)與線弧間的折角α同樣會影響鍵合點(diǎn)根部的機(jī)械強(qiáng)度,折角α 角度越大鍵合點(diǎn)根部的機(jī)械強(qiáng)度損傷越小。
2.4 壓合狀態(tài)不良
鋁帶鍵合采用的是常溫超聲壓合焊接,對壓合狀態(tài)要求極高,而與傳統(tǒng)的TO 系列分立器件不同,貼片式PDFN 和SOP 系列封裝使用的框架更具有高密度、高精度和低厚度的特點(diǎn),Lead frame 的厚度僅有0.25mm,作業(yè)難度極高。
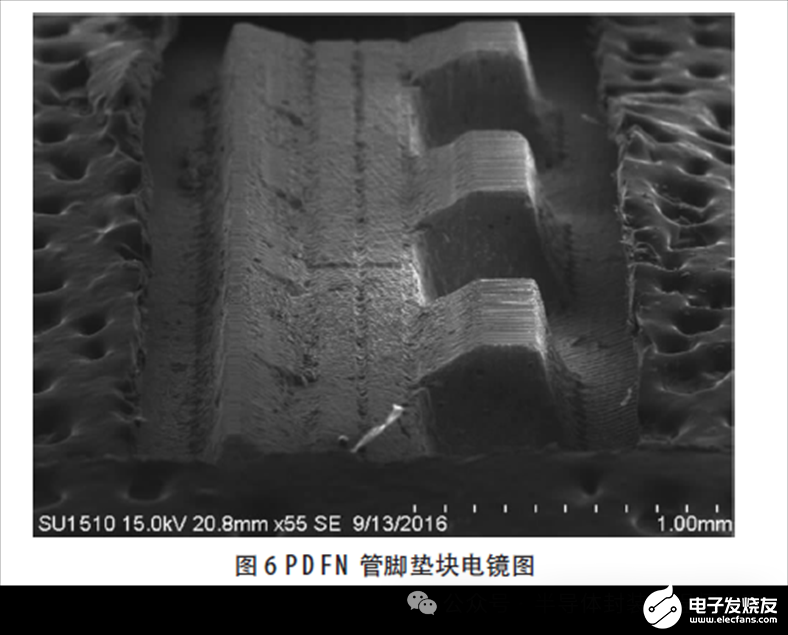
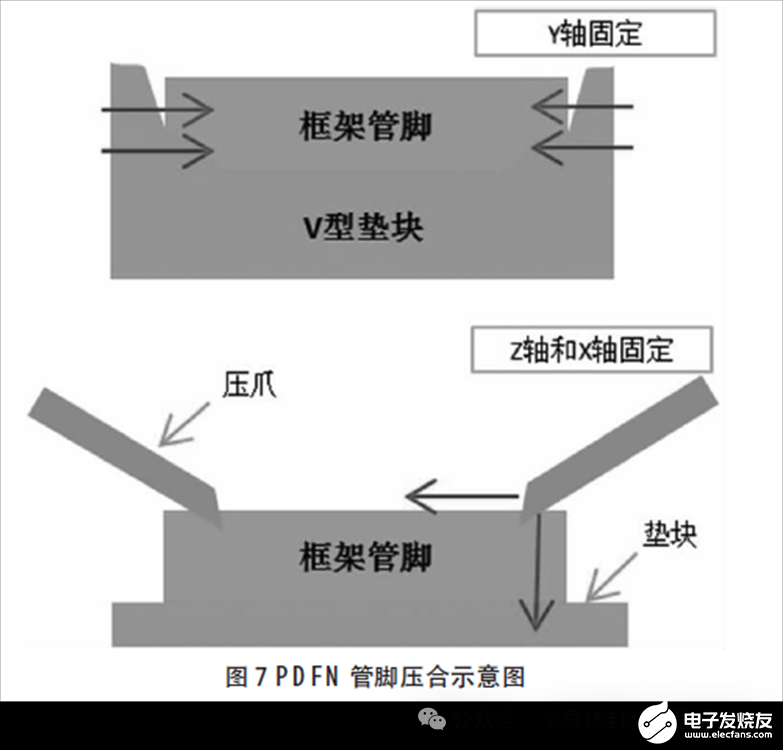
以PDFN 框架管腳壓合為例,設(shè)計師采用的是倒梯型墊塊的設(shè)計方案如圖6 所示,V 型墊塊卡住框架管腳最重要的Y方向的位移,管腳兩側(cè)配備壓爪機(jī)械壓合固定X 和Z 軸的位移,如圖7 所示框架管腳平面的6 個方向均被牢牢鎖定,可以保證在不損傷超薄框架的情況下完成超聲焊接。
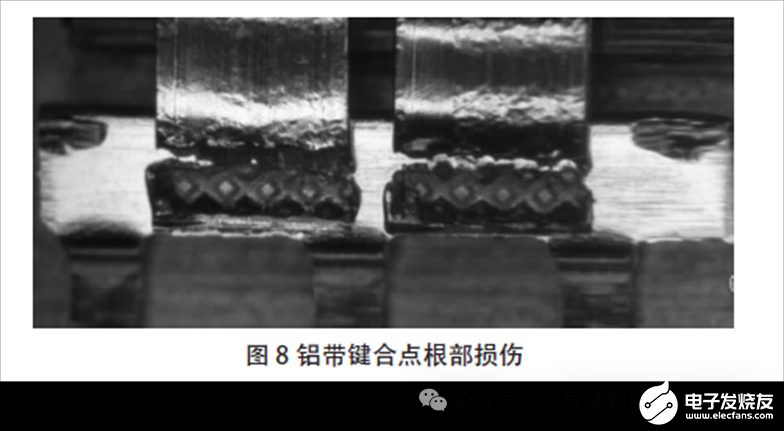
經(jīng)驗(yàn)證框架管腳固定不牢會導(dǎo)致焊接點(diǎn)強(qiáng)度偏低,框架管腳焊接區(qū)域傾斜且與焊頭非垂直時,會導(dǎo)致鋁帶焊點(diǎn)根部斷裂如圖8 所示。
2.5 焊接參數(shù)過焊接
為了保證鍵合點(diǎn)的焊接強(qiáng)度,最直接的方式就是增加鋁帶鍵合過程中的焊接參數(shù)功率、壓力和時間,忽略了焊接參數(shù)增加帶來的鍵合點(diǎn)深度降低和劈刀積鋁速度加快等問題,這些都會導(dǎo)致鋁帶鍵合點(diǎn)根部機(jī)械強(qiáng)度的加劇損傷。
3 制程過程控制
3.1 劈刀選型及管控
鋁線劈刀端面沾污積鋁問題目前業(yè)內(nèi)還無法完全解決,目前通過卡控單次上機(jī)壽命和總壽命對鋁帶劈刀安排循環(huán)使用,可以保證劈刀端面在積鋁和磨損嚴(yán)重之前被更換;
針對劈刀選型問題,在芯片表面焊接面積足夠的情況下,產(chǎn)品設(shè)計人員優(yōu)先選用470 系列劈刀,可以有效從設(shè)計端降低鋁帶根部損傷的風(fēng)險, 如果必須采用462型號劈刀,可以在批量性的清洗壽命驗(yàn)證試驗(yàn)后,同比降低該型號劈刀的單次上機(jī)使用壽命和總壽命,借此來保證鋁帶鍵合產(chǎn)品的質(zhì)量。
3.2 工夾具調(diào)試要求
參考圖9 所示,影響鋁帶焊接時鍵合點(diǎn)與線弧間的折角α 角度大小,第一焊點(diǎn)對應(yīng)的是導(dǎo)向管的調(diào)節(jié)高度,第二焊點(diǎn)對應(yīng)的是產(chǎn)品的弧度和弧高;因此定義導(dǎo)線管調(diào)節(jié)高度上限和產(chǎn)品弧高上限,即可保證鋁帶鍵合焊接點(diǎn)的根部機(jī)械強(qiáng)度。
3.3 壓合狀態(tài)及框架精度管控
貼片式PDFN 和SOP 系列封裝使用的薄型框架需要進(jìn)行更高的精度管控,影響框架管腳區(qū)域尺寸列入檢驗(yàn)標(biāo)準(zhǔn)圖紙,并統(tǒng)計確認(rèn)不同批次的框架。
產(chǎn)品導(dǎo)入調(diào)試時,設(shè)備工程人員嚴(yán)格按照壓合標(biāo)準(zhǔn)進(jìn)行驗(yàn)證,校準(zhǔn)并測量壓爪、墊塊、框架和芯片的相對間距,保證均處于安全間距范圍之內(nèi)。
產(chǎn)品調(diào)試完成后,設(shè)備工程人員檢驗(yàn)框架的壓合狀態(tài),框架管腳壓痕印記形狀和位置進(jìn)行檢查,壓合印記要求呈清晰線狀壓痕,且同一行的產(chǎn)品壓爪印記位置相同;
產(chǎn)品驗(yàn)收和量產(chǎn)階段,操作人員固定時間或固定數(shù)量進(jìn)行抽檢確認(rèn),并在制程變更時,送樣進(jìn)行破壞性檢測,由QC 監(jiān)控鋁帶弧度的推力數(shù)據(jù)是否超出SPEC。
3.4 鍵合參數(shù)DOE 驗(yàn)證
鋁帶鍵合焊接參數(shù)對產(chǎn)品的質(zhì)量起到至關(guān)重要的作用,量產(chǎn)過程中通常會采用DOE 試驗(yàn)的方法確定最佳焊接參數(shù)窗口,具體方案如下:
(1)材料及設(shè)備準(zhǔn)備:采用OE 原廠的7200 設(shè)備和462 型號劈刀,鋁線選用SPM 40*4 鋁帶;
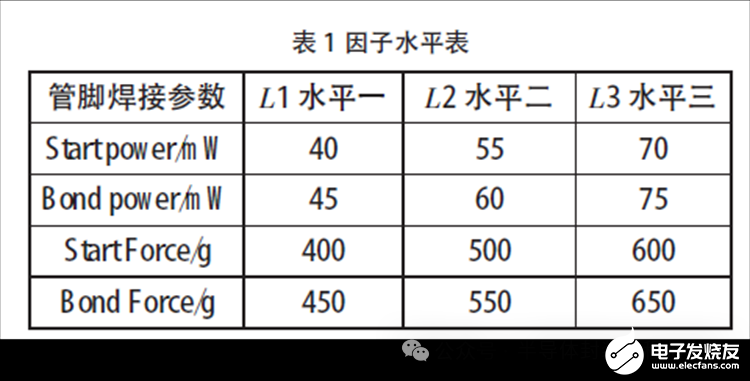
(2)試驗(yàn)因子選擇:經(jīng)驗(yàn)證StartPower/Bond Power/StartForce/Bond Force 品的質(zhì)量起到至關(guān)重要的作用,參數(shù)過小接近下限會導(dǎo)致焊接強(qiáng)度過低甚至虛假焊接,參數(shù)過大接近上限時,會導(dǎo)致劈刀積鋁速度過快和鍵合點(diǎn)根部機(jī)械強(qiáng)度減低;芯片和管腳的焊接參數(shù)需要區(qū)分管控,因不同型號芯片鋁層厚度不一,芯片焊接參數(shù)DOE 試驗(yàn)時需考慮鋁層脫落、一焊點(diǎn)不沾和壓區(qū)彈坑等問題[2],本文僅以框架管腳的焊接參數(shù)進(jìn)行驗(yàn)證,因子水平表如表1 所示,保證無焊接失效和鍵合點(diǎn)根部損傷等問題。
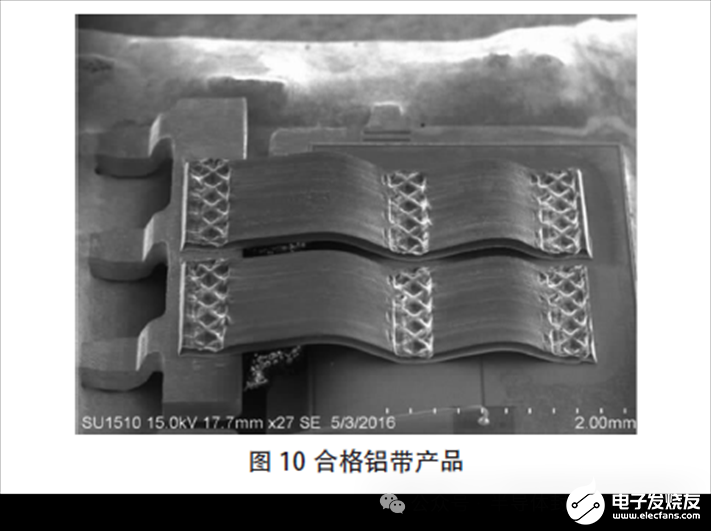
(3)響應(yīng)變量確認(rèn):綜合上文所述,采用Dage4000對產(chǎn)品進(jìn)行鍵合點(diǎn)焊接強(qiáng)度測試(Wedge Shear)和弧度推力測試(Wire Shear),綜合比對數(shù)據(jù)的均值、方差和cpk等確認(rèn)最佳參數(shù)窗口。
(4)最終的優(yōu)化參數(shù)窗口如表2 所示,合格產(chǎn)品如圖10 所示。

4 結(jié)論
鋁帶鍵合點(diǎn)根部機(jī)械強(qiáng)度受劈刀端面狀況、工夾具調(diào)試水平、焊接平面壓合狀態(tài)和焊接參數(shù)等影響較大,為了避免鍵合點(diǎn)根部損傷,需要在劈刀端面設(shè)計、劈刀壽命管控、框架尺寸精度和焊接工藝參數(shù)等方面進(jìn)行加嚴(yán)管控,方可保證鋁帶產(chǎn)品的質(zhì)量。
-
封裝
+關(guān)注
關(guān)注
126文章
7778瀏覽量
142718 -
鍵合
+關(guān)注
關(guān)注
0文章
58瀏覽量
7859
發(fā)布評論請先 登錄
相關(guān)推薦
混合電路內(nèi)引線鍵合可靠性研究
不同狀態(tài)的SiAl絲對鍵合點(diǎn)根部損傷的影響和基礎(chǔ)工作
鍵合線等效電阻的IGBT模塊老化失效研究
銀線二焊鍵合點(diǎn)剝離失效分析
引線鍵合點(diǎn)剪切試驗(yàn)的目的及過程分析
陶瓷基板上自動鍵合各參數(shù)對鍵合形貌的影響研究
?晶圓直接鍵合及室溫鍵合技術(shù)研究進(jìn)展
凸點(diǎn)鍵合技術(shù)的主要特征

金絲引線鍵合的影響因素探究
鍵合銅絲的研究及應(yīng)用現(xiàn)狀

鍵合點(diǎn)剪切力試驗(yàn)步驟和檢查內(nèi)容
金絲鍵合工藝溫度研究:揭秘鍵合質(zhì)量的奧秘!

鋁帶鍵合點(diǎn)根部損傷研究:提升半導(dǎo)體封裝質(zhì)量
晶圓鍵合膠的鍵合與解鍵合方式







 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論