 微小無鉛釬焊接頭中金錫化合物的形貌與分布:激光與熱風重熔方法的比較
微小無鉛釬焊接頭中金錫化合物的形貌與分布:激光與熱風重熔方法的比較
在微電子封裝和組裝領域,重熔釬焊技術是實現器件連接的關鍵工藝。隨著技術的發展,激光重熔因其局部加熱和高能量輸入的特點,逐漸成為焊接熱敏感器件的首選方法。金作為一種常用的金屬鍍層材料,在釬焊接頭中與錫反應生成金屬間化合物,這些化合物的形貌和分布對接頭的性能有著重要影響。
1. 激光重熔方法:
1.1 激光重熔原理與特點
激光重熔技術利用高能量密度的激光束對釬料進行局部加熱,使其迅速熔化并與焊盤形成冶金連接。這種方法具有加熱速度快、熱影響區域小、能量輸入集中等特點,特別適合焊接熱敏感器件。
1.2 金錫化合物的形貌與分布
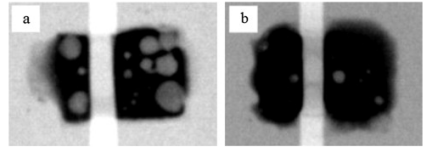
在激光重熔過程中,由于加熱時間短(僅幾毫秒),金鍍層與釬料合金的反應有限。當金鍍層厚度為0.1微米時,金可以被釬料合金完全溶解。然而,當金鍍層厚度增加到3.0和4.0微米時,金不會被完全溶解,而是在界面處與釬料合金中的錫反應生成AuSn4、AuSn2、AuSn化合物和Au2Sn相。這些化合物的形貌多為針狀或樹枝狀,分布在界面附近。

1.3 激光重熔對接頭性能的影響
激光重熔技術由于其快速加熱和冷卻特性,能夠細化焊料組織,提高焊點的機械強度和疲勞壽命。此外,由于金錫化合物主要集中在界面處,且形貌細小,對接頭的性能影響較小。
2. 熱風重熔方法
2.1 熱風重熔原理與特點

熱風重熔技術通過熱風對釬料進行加熱,使其熔化并與焊盤形成冶金連接。這種方法加熱均勻,但加熱時間較長,可能導致熱敏感器件的損傷。
2.2 金錫化合物的形貌與分布
在熱風重熔過程中,由于加熱時間長達70秒,金與錫的反應更為充分和劇烈,金錫化合物完全演變為AuSn4化合物,呈大塊狀或短棒狀分布于整個釬焊接頭。這些大塊狀的AuSn4化合物的存在會嚴重影響接頭的性能,導致接頭可靠性下降。

2.3 熱風重熔對接頭性能的影響
熱風重熔方法由于加熱時間長,可能導致金錫化合物的大塊狀分布,影響接頭的可靠性。此外,焊盤鍍層中的Ni和Cu元素也可能熔入釬料合金中,生成更復雜的金屬間化合物,進一步影響接頭性能。
3. 兩種方法的比較
3.1 金錫化合物形貌與分布的差異
激光重熔方法得到的金錫化合物形貌細小,主要集中在界面處,而熱風重熔方法得到的金錫化合物形貌較大,分布于整個釬焊接頭。
3.2 對接頭性能影響的比較
激光重熔方法由于金錫化合物形貌細小且分布集中,對接頭性能的影響較小,而熱風重熔方法由于金錫化合物形貌較大且分布廣泛,對接頭性能的影響較大。
3.3 激光噴射錫球技術(LJSBB)的優勢
激光噴射錫球技術(LJSBB)作為一種先進的激光重熔技術,具有非接觸式、局部加熱、熱影響區小和靈活且易于實現自動化等特點。此外,LJSBB技術的快速加熱和冷卻特性使得焊料組織細化,極大提高了焊點的機械強度和疲勞壽命。
4. 結論
激光重熔方法因其快速加熱和冷卻特性,能夠細化焊料組織,提高焊點的機械強度和疲勞壽命,而熱風重熔方法則可能導致金錫化合物的大塊狀分布,影響接頭的可靠性。因此,在焊接熱敏感器件時,激光重熔方法更為合適。
5. 激光焊接工作原理
5.1 激光噴射錫球系統組成
激光噴射錫球系統主要由激光發射系統、CCD照相系統、供球系統、氮氣控制系統和焊接工作臺組成。這些組成部分協同工作,實現精確的焊接過程。
5.2 激光噴射錫球技術(LJSBB)的工作原理
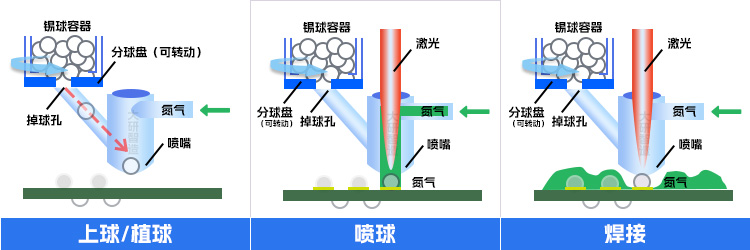
當釬料球從供料系統經導向機構自動滾入到噴嘴處時,噴嘴卡住未融化的釬料球。當高壓氮氣的壓力達到設定閾值時,激光器觸發產生高脈沖能量,瞬間熔化噴嘴處的釬料球。熔化后的釬料在氮氣壓力和自身重力的作用下噴射,釬料接觸到焊盤后潤濕鋪展形成焊點,從而完成焊接過程。




5.3 技術實施的挑戰與解決方案
盡管激光焊錫技術具有顯著優勢,但在實際應用中也面臨著設備成本高、操作復雜性等挑戰。為了克服這些挑戰,大研智造提供了全面的客戶服務和技術支持,確保客戶能夠充分利用激光焊錫機的潛力。
成本效益:通過自主技術創新和優化設計,有效降低了激光焊接設備的采購、運行和維護成本,顯著降低了生產成本,提高了產品市場競爭力。
定制解決方案:提供定制化的激光錫焊解決方案,根據客戶的具體應用場景進行個性化設計,確保焊接技術與客戶需求的完美匹配。
專業技術支持:擁有一支由焊接領域專家組成的技術團隊,為客戶提供全方位的技術支持和服務,確保客戶能夠充分利用激光錫焊技術的潛力。
本文由大研智造撰寫,我們專注于提供智能制造精密焊接領域的最新技術資訊和深度分析。欲了解更多關于激光焊錫機在智能制造精密焊接領域中的應用,或是有特定的技術需求,請通過大研智造官網與我們聯系。歡迎來我司參觀、試機、免費打樣。
審核編輯 黃宇
-
激光
+關注
關注
19文章
3131瀏覽量
64375 -
焊接頭
+關注
關注
0文章
6瀏覽量
1014
發布評論請先 登錄
相關推薦


ESP32-C3-MINI-1手工焊接是使用熱風槍嗎?用無鉛高溫錫膏應該開到多少度呢?
在PCBA加工中有鉛錫膏與無鉛錫膏有什么區別

無鉛錫膏有哪些優缺點?


LED專用中溫無鉛錫膏產品特性








 工商網監
工商網監
評論