 激光塑料焊接系統在PPS材料上的應用
激光塑料焊接系統在PPS材料上的應用
激光焊接是常見的塑料焊接方法,可應用在聚苯硫醚(PPS)材料上。而聚苯硫醚(Polyphenylene Sulfide,簡稱PPS)是一種高性能工程塑料,具有卓越的耐熱性、化學穩定性、機械強度、高強度和高剛性、自阻燃性、良好的電絕緣性等,被廣泛應用于電子、汽車、航空航天、化工和電力等領域。
它的優異性能使得PPS成為許多高要求應用的理想選擇。
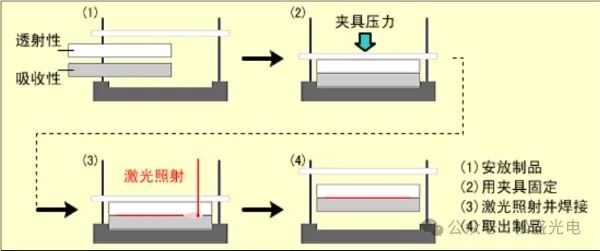
激光焊接是利用激光能量來焊接兩個成型品的一種技術。其要點在于"透射激光的材料"與"吸收激光的材料"兩者的組合。俯射的激光徑直穿過上側的"透射激光的材料",然后被下側的"吸收激光的材料"吸收。這樣一來,成型品之間產生的熱量使樹脂熔化,從而把兩個成型品焊接在一起。
松盛光電激光塑料焊接系統由多軸伺服模組,實時溫度反饋系統,CCD同軸定位系統以及半導體激光器所構成;松盛光電通過多年焊接工藝摸索,自主開發的智能型焊接軟件,支持導入多種格式文件。獨創PID在線溫度調節反饋系統,能有效地控制恒溫焊接,確保焊接良品率與精密度。其裝置由激光照射裝置和制品固定用的夾具構成。工藝包含如下4個階段:
激光焊接的優點
01由于沒有振動或超聲波等物理的影響,因此可應用于精密部件;
02由于是非接觸焊接,因此不會使表面產生熱影響、傷痕或變形;
03是不會產生粉塵或飛邊等不良現象的一種潔凈工作法
04可利用最佳加工條件來獲得很高的接合強度和密閉性
05通過縮小激光束可最大限度地減少因熱而引起的影響
其缺點是在可用材料方面存在限制(必須通過透射性和吸收性材料的組合來使用)。
焊接條件
激光焊接的設定條件包括下面兩點:
(1) 激光功率
(2) 掃描速度
激光輸出功率是使樹脂熔化的熱源。掃描速度是激光束的移動速度。如果要考慮生產率,則加快掃描速度并縮短處理時間就會相應地提高輸出功率。但如果功率過高,吸收性材料一側就會過度分解,從而引起變形。所以,應通過基于實際制品的驗證來尋找制品最穩定的焊接性能點。
同時,就材料而言,下面兩點也很重要:
(3) 透射性材料的光線透射率
(4) 透射性材料的厚度
材料的焊接情況取決于到達吸收性材料的激光束的能量。因此透射性材料一側的厚度和光線透射率會有很大影響。光線透射率越高對焊接就越有利。同樣,越薄也越有利。
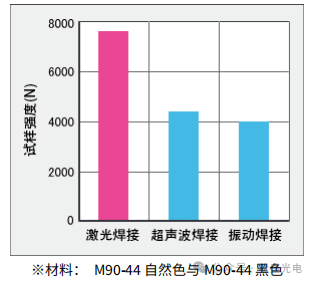
與振動焊接和超聲波焊接相比,激光焊接的強度更高。
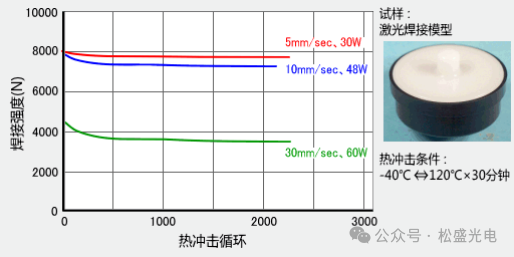
焊接部分的耐久性
激光焊接的耐久性非常好。即使在熱沖擊 (-40℃?120℃×30分鐘) 2000次循環后,在內壓0.6Mpa下也沒有出現氣密泄漏和焊接強度下降現象。下例是在把掃描速度提高到30mm/秒時所做的試驗。此時焊接強度已經下降了幾乎一半,但耐久性仍未出現問題。
焊接前應根據PPS所制產品強度、氣密性要求、焊接部件、制品形狀、焊接后的外觀、所用設備等因素來選擇適當的焊接法。在設計階段也應預想到各種焊接因素并認真做好部件和制品的設計工作。
總之,激光塑料焊接作為現代焊接技術的代表,為PPS材料焊接方面的應用提供了高質量、高效率的接合解決方案。同時只有采用精選的焊接方法才能使焊接達到強度高、氣密性好、外觀良好而又均勻的要求。
-
PPS
+關注
關注
0文章
27瀏覽量
10538 -
材料
+關注
關注
3文章
1195瀏覽量
27235 -
激光焊接
+關注
關注
2文章
478瀏覽量
21011 -
焊接系統
+關注
關注
0文章
21瀏覽量
3972
原文標題:激光塑料焊接在PPS材料上的應用技術
文章出處:【微信號:SSlaser666,微信公眾號:松盛光電】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦


鐳拓詳解塑料激光焊接機在汽車車燈塑料焊接上的應用










 工商網監
工商網監
評論