") 連接器的失效模式和改善對策
連接器的失效模式和改善對策
近五年來中國汽車市場發(fā)生了重大的變化,新能源汽車的占比逐漸提高,2022 年新能源汽車市場份額超過25%。新能源汽車的電氣功能越多,對應的線束插接件越多,線束插接件的故障逐漸成為影響功能實現(xiàn)的一個重要因素。線束插接件的常見失效模式有插接件端子退針、歪針、擴孔,插接件虛接等多種模式,插接件以上失效模式也不能完全被EOL 設備或功能檢查所攔截,存在逃逸至客戶的風險,所以需要針對各種失效模式從設計、運輸、對配、出廠檢查多環(huán)節(jié)去尋找改善方案。
01 緒 論
新能源汽車線束分為高壓線束和低壓線束,高壓線束負責將電池存儲的電能傳輸至各個高壓部件,空調(diào)壓縮機、驅(qū)動電機以及PTC模塊等。低壓線束是整車線束的最主要的部分,主要是將低壓供電傳遞至各個ECU和用電器,傳輸CAN、LIN 信號、視頻線信號等。整車線束中高壓線束相對較短,是連接高壓部件之間的線束,長度幾十米,低壓線束長度遠遠大于高壓線長度,例如某款新能源汽車的低壓線束長度超過18km。由于低壓線束是連接各個用電器之間的紐帶,所以線束與用電器之間、線束與線束之間的插接件非常多,線束插接件的對配次數(shù)越多,潛在的失效越多。
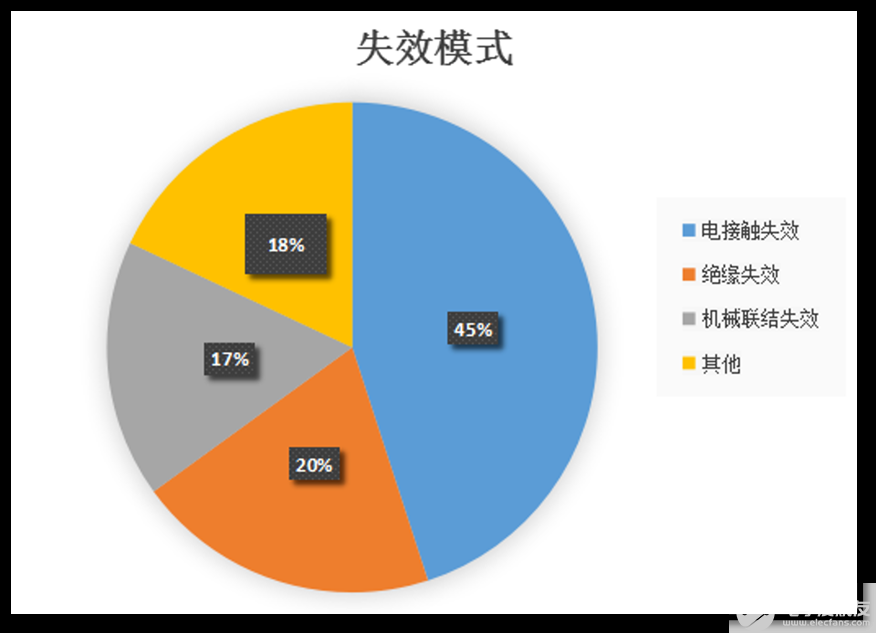
以某款SUV 車型為例,整車上存在超過1000 個線束插接件,每天裝配車間都會反饋線束插接后退針、歪針問題,后續(xù)檢驗車間也有反饋插接不良造成的電器功能問題。總體上看主要分為退針、歪針和虛接的故障模式。
02 常見失效模式及改善對策
本文針對退針、歪針的失效,總結(jié)了以下產(chǎn)生原因并針對不同失效討論了對應改善對策。
2.1物流包裝
物流包裝在線束插接問題中的影響往往被忽略,但也是其中一個重要因素。對于線束廠商要增加過程防護,從線束與端子壓接完成到產(chǎn)品的電檢工裝測試臺增加端子的防護工裝,消除端子在零件廠商過程發(fā)生歪斜。零件出廠的物流包裝要對較大型號插接件重點防護,這些插接件一般開口較大,如果ECU 或者線束在插接件沒有增加防護,存在異常情況將插接件內(nèi)部的端子撞歪,帶來插歪的風險。物流環(huán)節(jié)過程很難杜絕一切異常,并無法做到整個環(huán)節(jié)的追溯,所以需要在物流包裝源頭上增加措施。改善措施:針對插接件開口較大的ECU 增加防護罩或珍珠棉對接口進行防護,對線束產(chǎn)品增加膠帶,纏繞插接件接口,對內(nèi)部端子起到防護作用。
2.2匹配設計
2.2.1公母端尺寸匹配設計余量不合理
一般線束插接件端在設計選型時都會考慮公母端為同一家配套產(chǎn)品,公母端護套都是成熟的標準件,從插接導向槽到完全對配的整個過程匹配很好,插歪風險很低。目前存在線束和用電器對配的情況,用電器端的護套都是廠家根據(jù)插接件圖紙尺寸逆向開發(fā)生產(chǎn)的。關(guān)鍵尺寸的設計需要充分考慮導向結(jié)構(gòu)的尺寸,既要能保證合理導向的作用,也要規(guī)避難對配的情況。
例如開音量調(diào)節(jié)開關(guān), 線束母端為MOLEX 標準件,開關(guān)為供應商注塑件,公母端導向尺寸配合相差超過0.5mm,加上開關(guān)屬于盲插插接件,人機工程差,員工無法保證平直對配,造成端子歪斜插入維修孔,如果公端硬碰母端塑殼造成退針,兩者失效模式都會產(chǎn)生開關(guān)功能失效。
改善措施:對開關(guān)Z 向尺寸進行修模,內(nèi)部導向筋條增加0.2mm,改善了退針和歪針的風險。
2.2.2線束扭轉(zhuǎn)帶來的歪針風險未識別
某氣囊線束插接件在設計選型時存在線束扭轉(zhuǎn)導致插接件護套內(nèi)端子明顯歪斜的隱患。當前設計上線束端子在護套內(nèi)部限位不足,導線上的扭轉(zhuǎn)將旋轉(zhuǎn)角度傳遞至護套內(nèi)部端子,端子就會出現(xiàn)偏移不居中的現(xiàn)象,最大偏移1mm,母端插接件的插孔壁厚0.5mm,一旦歪斜查過0.5mm 很容易造成插歪。
改善措施:臨時在線束上增加波紋管護套,消除裝配過程環(huán)節(jié)扭轉(zhuǎn)線束的風險。永久措施替換新的插接件結(jié)構(gòu),內(nèi)部限位更好,即使線束有扭轉(zhuǎn),內(nèi)部端子也不會有偏移。
2.3端子保持力
端子保持力的大小取決于插接件內(nèi)部限位端子掛臺的結(jié)構(gòu)的穩(wěn)健程度。線束端子在插接件內(nèi)部由限位掛臺固定,如果掛臺結(jié)構(gòu)薄弱,端子的保持力就偏小。當端子輕微歪斜對接時,公端會插接到母端護套導向結(jié)構(gòu)或者母端端子金屬上,整體插接力會偏大,端子保持力不足就會產(chǎn)生退針的現(xiàn)象。另一種情況是線束端子在裝配時沒有完全導入的限位掛臺內(nèi),端子保持力幾乎為0,對配后就會出現(xiàn)退針的現(xiàn)象。線束廠商裝配是有要求端子插入后回拉,但是均為人工裝配,人員波動,技能熟練度會影響回拉的檢查。出廠的電檢臺一般是觸點檢測導通,保持力無法檢測,所以主機廠也會發(fā)現(xiàn)類似端子未裝配到位造成的退針案例。下圖為線束母端未裝配至護套掛臺的案例。
改善措施:產(chǎn)生環(huán)節(jié)主要在線束廠商裝配過程,需要從人員技能培訓,人員穩(wěn)定性入手,減少頻繁新人上崗操作的機會。
2.4裝配工藝
2.4.1裝配工藝布局不合理
一般插接件的裝配要求有平直對配的要求,但是部分區(qū)域由于工藝布置原因,造成員工很難做到。例如某車型A 柱區(qū)域的線束插接件工藝上要求先固定主線束和頂棚線束卡扣,再對配插接件,兩個插接件對配時受制A 柱空間影響,平直對配的要求存在無法執(zhí)行到位的情況,并且插接對配時阻力較大有,容易出現(xiàn)退針的故障。
改善措施:優(yōu)化工藝裝配順序,先對配頂棚線束和車身線束,對配時線束自由狀態(tài)存在較大的操作空間,可以按照設計要求,按壓塑殼鎖止機構(gòu)裝配,然后再固定插接件的鈑金卡,這樣既減小了對配的阻力,又改善了平直對配的作業(yè)環(huán)境,有效解決緊靠A柱鈑金造成的插接問題。工藝環(huán)節(jié)要梳理現(xiàn)場實際操作的人機工程、工藝布局等是否合理,并給予改善。
2.4.2裝配工藝無自檢標準要求
插接失效后需要最早的發(fā)現(xiàn),員工對配結(jié)束后就需要有意識的判斷本次裝配是否合格。當前指導員工作業(yè)的標準只有要求平直對配,回拉檢查是否虛接,對配合格的判斷有缺失。工藝上對所有插接件進行梳理,結(jié)合崗位環(huán)境噪音,將可以明確通過插接合格“咔噠”音作為判斷的標準寫入作業(yè)指導書。
例如下圖是某車型直流充電系統(tǒng)的一個低壓控制回路插接件,母端護套有被公端插接的痕跡,判斷由于公端有歪斜強行對配將公端對配至母端維修孔內(nèi)造成的問題。實測歪斜對配阻力38N,正常對配20N 以內(nèi)。
改善措施:對配完成有明確咔噠音的,寫入作業(yè)指導書;對于歪斜插接阻力差異明顯的,在作業(yè)指導書中寫入阻力大的后果,固化的內(nèi)容對員工重新培訓。
2.5不合理的電檢工裝造成退針
線束廠商的電檢一般都是伸縮針形式對插接件導通測試,不會對端子造成損傷。但存在一些外包零件,例如保險杠總成是前保供應商將線束固定在前保上,并完成導通檢測。前保廠商對線束電檢臺的選型考慮上未識別電檢臺與線束對配后可能造成端子歪針的風險,PFMEA 中未能充分識別造成歪針潛在因素和對策,一旦電檢設
備端的檢具出現(xiàn)問題后會造成批量的線束端子歪斜退針問題。下圖是某車型前保供應商因為檢具母端存在異物未及時點檢維修,線束經(jīng)過與電檢測試設備對配后出現(xiàn)批量前保線束退針的案例。
改善措施:對電測設備改造,需要滿足以下條件:一是公端子治具必須佩戴防歪格柵,以保障歪斜的端子無法導通;二是電測探針使用螺紋臺階針,可有效的預防電測過程端子被頂出去,三是根據(jù)尺寸鏈計算出端子在護套內(nèi)移動量,從而制作探針,并建立探針日常維護保養(yǎng)計劃。
2.6人員操作
2.6.1裝配人員
插接件連接一般是沒有工裝輔具保證裝配到位的,所以對員工技能熟練度有較高要求,如不做管理就會出現(xiàn)虛插、暴力操作退針、歪針等問題。裝配人員在上崗前要做好完整的應知、應會以及實操培訓。
插接件的應知:插接件的種類包括拉拔試插接件、二次鎖止插接件、高壓插接件等認知;插接件基本應會:對各類插接件操作要領(lǐng)應會,同時根據(jù)要領(lǐng)可完成獨立操作;插接件感知訓練:通過線下接插件的實操訓練能掌握區(qū)分各類接插件在插接過程中正常接插和異常插接不同的感知并能準確判斷異常。
2.6.2返修人員
車輛下線之后由于出現(xiàn)功能問題,返修人員需要對導線通斷或者總線網(wǎng)絡中采集報文數(shù)據(jù),需要從接插件處測量,如果測量工具不合理比如使用萬用表表筆直接懟線束母端或者暴力操作就會出現(xiàn)懟壞護套造成退針,懟大母端造成擴孔。
改善措施:班組的晨會對歪斜對配、暴力操作等行為進行后果教育,增強質(zhì)量意識;車間設立定期培訓機制,開展道場培訓,對插接件正常裝配的插入力和聲音進行培訓,模擬端子歪斜及退針場景培訓員工對異常插接阻力的識別,提高員工技能;工廠建立合理的獎懲機制鼓勵員工異常舉手,增加自互檢的方式,在裝配或互檢崗位及早發(fā)現(xiàn)問題。另外管理層需要在人員穩(wěn)定性方面提出方案,通過減少人員波動,使用熟練工降低人的因素造成插接不良問題。
03 結(jié) 語
線束插接件故障是普遍存在的一個問題,影響因素涉及物流包裝設計、物流翻包、產(chǎn)品設計、工藝布局和人員操作等多個方面。現(xiàn)階段解決插接件歪針、退針的問題不能僅靠人員操作上的提前檢查,手感檢查的方式,還需要從零件端子的垂直度保證是否可靠,產(chǎn)品設計是否穩(wěn)健,工藝布局、人機工程是否合理,零部件和主機廠人工操作熟練度是否達標等環(huán)節(jié)考慮。其次主機廠也要在EOL 檢驗中研究退針、歪針造成間歇性故障的攔截方案,通過EOL 設備程序優(yōu)化,實現(xiàn)插接件造成的短路開路歷史故障碼的識別,提高插接件故障攔截成功率,降低逃逸至客戶的概率。最后要研究新技術(shù)的應用替代線束插接件,產(chǎn)品設計向模塊化、集中化的域控制發(fā)展,模塊內(nèi)部使用多層PCB、FPC 等技術(shù)方案減少線束插接的數(shù)量。
-
新能源汽車
+關(guān)注
關(guān)注
141文章
10407瀏覽量
99252 -
連接器
+關(guān)注
關(guān)注
98文章
14310瀏覽量
136157 -
線束
+關(guān)注
關(guān)注
7文章
971瀏覽量
25940
原文標題:連接器常見失效模式及原因分析
文章出處:【微信號:線束專家,微信公眾號:線束專家】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦

電連接器及其組件(線束)的常見失效模式
連接器退化機理是什么?哪些因數(shù)會導致連接器失效?
連接器連接失效的原因有哪些
汽車連接器主要失效模式介紹
一文探究竟,工業(yè)連接器失效的原因

連接器最主要的失效模式是什么?








 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論