") 電動汽車高壓線束的銅鋁連接
電動汽車高壓線束的銅鋁連接
電纜是電動汽車高壓連接器線束中成本占比較大的零部件,通常使用的導(dǎo)體材料主要是銅及銅合金。銅具有較好的電氣性能和力學(xué)性能,是電傳導(dǎo)的理想材料。隨著電動汽車充電電流向400A或者更高的方向發(fā)展,如果繼續(xù)使用銅作為電纜導(dǎo)體,需使用95mm2或更大規(guī)格的電纜,這將增加線束和整車的質(zhì)量,不利于降低能耗、提高續(xù)航里程的發(fā)展策略。因此,為了能夠提高車輛的續(xù)航里程,降低能耗,高壓線束需做輕量化設(shè)計。鋁及鋁合金導(dǎo)體具有良好的導(dǎo)電性和低密度的特點(diǎn),是汽車線束輕量化的良導(dǎo)體之一。但鋁導(dǎo)體由于自身物理屬性的原因,在導(dǎo)電率、力學(xué)性能以及蠕變性能上與銅導(dǎo)體存在一定的差距,尤其是銅鋁連接由于熱膨脹系數(shù)相差較大,在充放電過程中的冷熱沖擊容易在連接界面處形成間隙或孔洞,導(dǎo)致電阻增加,溫升升高。另外,由于銅鋁存在電位差,容易形成電化學(xué)腐蝕。因此,要想銅鋁連接能夠較穩(wěn)定、安全地應(yīng)用,在力學(xué)性能和電化學(xué)腐蝕方面要有好的解決方案。
01 銅鋁連接存在的問題
傳統(tǒng)的高壓線束主要是銅電纜組成,銅電纜導(dǎo)體兩端連接的是銅端子或銅排,可以較容易獲得可靠的連接,不存在電化學(xué)腐蝕的問題。
在充電功率向大功率充電發(fā)展的背景下,現(xiàn)行的充電技術(shù)標(biāo)準(zhǔn)《GB/T20234.1—2015》允許的最大充電電流是250A,而正在制定和更新的標(biāo)準(zhǔn),已把充電的電流上調(diào)至400A、600A,甚至1000A以上。在車輛端不增加冷卻措施的情況下,電流增加時,根據(jù)焦耳定律(Q=I2Rt),需降低導(dǎo)體電阻才能使車輛不出現(xiàn)熱失效等問題。降低電阻的有效措施是增加導(dǎo)體截面積,一般情況下,120mm2銅電纜的最大載流是500A,要想獲得更高的載流能力,電纜的截面積要比120mm2更大,如此大的尺寸會導(dǎo)致線束質(zhì)量超重、彎曲半徑過大等問題。因此,鋁排或鋁棒等輕量化的導(dǎo)體將迎來應(yīng)用的契機(jī)。
鋁排由于其矩形形狀的特征,相同截面積的條件下具有更大的散熱面積和較好的導(dǎo)電能力,在線束布置時,矩形的形狀有利于平面的敷設(shè),占用更小的空間,同時鋁排自身的結(jié)構(gòu)剛性使其在安裝時可以使用更少的線束固定卡扣而獲得好的線束布置性能。
根據(jù)鋁導(dǎo)體自身的材料屬性,與銅端子連接時,在力學(xué)性能、電氣性能、耐腐蝕性能等方面存在一些固有的問題,如下文所述。為了解決或減弱由于銅鋁材質(zhì)自身特質(zhì)差異帶來的性能降低,需研究鋁合金材料、連接方式和表面處理對銅鋁連接的力學(xué)性能和電氣性能的影響。
02 銅鋁連接方案
2.1 鋁合金材料的選擇
銅和鋁的物理參數(shù)在力學(xué)性能和電氣性能上有明顯差異。表1為銅和鋁的物理參數(shù),從表中可以看出,鋁的強(qiáng)度低于銅,但其熱膨脹系數(shù)是銅的1.35倍。熱膨脹系數(shù)的差異是銅鋁連接是否可靠的一項挑戰(zhàn)。具體選擇何種系列的鋁合金需要根據(jù)連接的方案進(jìn)行選擇。例如,要求可焊性比較好的可選擇1系鋁合金,要求強(qiáng)度較高且抗蠕變性好的可以選擇6系或8系鋁合金。
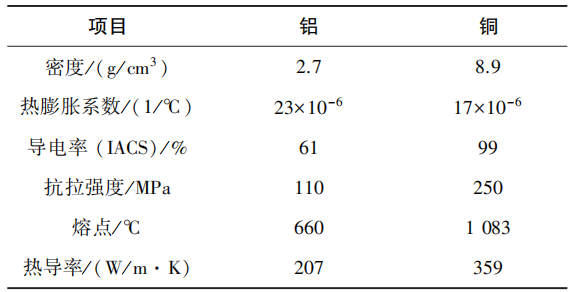
表1銅鋁物理參數(shù)
通常情況下,可以作為導(dǎo)體的鋁合金主要有1系、6系和8系系列,其中1系主要牌號為1350/1050,6系鋁合金的主要牌號為6101,8系鋁合金的主要牌號是8030/8176。不同鋁合金的主要差異如下:
1)1系鋁合金主要特點(diǎn)是含鋁99.00%以上,導(dǎo)電率約61%,耐腐蝕性能好,焊接性能好,其缺點(diǎn)是質(zhì)地較軟,強(qiáng)度較低,連接強(qiáng)度不高;
2)6系鋁合金主要特點(diǎn)是以鎂和硅為主要強(qiáng)化相,具有較好的力學(xué)性能和導(dǎo)電性能,適合螺栓連接,一般其導(dǎo)電率約55%IACS;
3)8系鋁合金主要特點(diǎn)是會在合金體系中添加一些稀土或微量元素,起到強(qiáng)化作用,具有較高的機(jī)械強(qiáng)度,其抗蠕變性能基本可以與銅合金媲美,如圖1所示。鋁合金導(dǎo)體的合金成分加入,大大地提高了其導(dǎo)電性能和連接性能,在電流過載時,合金成分發(fā)揮持續(xù)的連接作用,使鋁合金導(dǎo)體抗蠕變性能增加。
2.2 銅鋁連接的方式
銅端子或銅排與鋁導(dǎo)體線束的連接可靠性需要考慮抗蠕變、應(yīng)力松弛等力學(xué)性能,同時也需要考慮鋁表面氧化膜帶來的電氣連接問題。通常,銅鋁連接的方式主要有閃光對接焊、釬焊、攪拌摩擦焊以及螺栓連接,其中閃光對接焊、釬焊、攪拌摩擦焊等焊接連接可以有效避開鋁表面氧化膜的問題,而螺栓連接則需要慎重考慮鋁表面氧化膜帶來的挑戰(zhàn)。
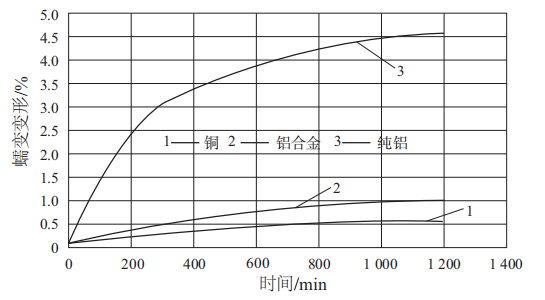
圖1 銅鋁抗蠕變性能
銅和鋁的焊接需要考慮以下幾點(diǎn)問題。
1)銅鋁的熱膨脹系數(shù)和導(dǎo)熱性不一樣,焊接時受熱時的膨脹量不一樣,如果緩慢加熱,時間過長會使膨脹的差異更大,因此,在焊接時需注意控制焊接面的受熱情況及焊接時間。
2)異種金屬材料復(fù)合焊接獲得的焊接接頭脆性較大,根據(jù)圖2的銅鋁二元相圖可知,銅鋁融化焊接的過程中容易生成脆性相。這是因為在連接處易生成銅、鋁間化合物,其主要成分為鋁化銅,即在銅鋁焊縫處有脆性化合物生成,易導(dǎo)致焊接頭的強(qiáng)度降低。
3)銅鋁的熔點(diǎn)相差較大,相差約400℃,焊接時容易出現(xiàn)鋁已熔化但銅未焊透,需要調(diào)試出適當(dāng)?shù)墓に嚒?/p>
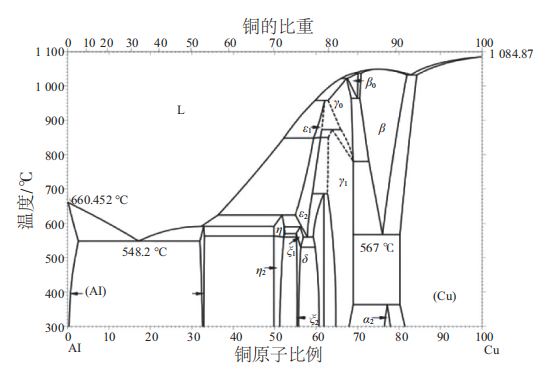
圖2 銅鋁二元相圖
銅鋁連接的另一種常用連接方式是螺栓連接,鋁排選用6101作為銅鋁連接的導(dǎo)體,則可選擇螺栓連接或焊接連接的連接方式。當(dāng)選用螺栓連接時需設(shè)計防松的螺栓連接結(jié)構(gòu),防止銅鋁連接由于冷熱沖擊帶來的熱脹冷縮,導(dǎo)致連接界面產(chǎn)生間隙或孔洞,發(fā)生應(yīng)力松弛。對于螺栓連接的轉(zhuǎn)矩設(shè)定需要通過一系列的測試或計算,得到合適的接觸應(yīng)力和接觸電阻,其判定條件可以按照接觸電阻變化與接觸應(yīng)力變化比值<-0.1μΩ/MPa來確定。此時對應(yīng)的轉(zhuǎn)矩即為合適的轉(zhuǎn)矩,其計算公式如式(1)所示。

式中:mv為電阻與應(yīng)力變化比值,其<-0.1μΩ/MPa時被認(rèn)為是穩(wěn)定接觸的;?Rv為接觸電阻變化值;?σm為接觸應(yīng)力變化值。
圖3所示為錫和銅、錫和錫連接時的負(fù)載曲線,虛線是斜率為-0.1的漸近線,當(dāng)虛線與實線相切時,表示此時的應(yīng)力和電阻是比較合適的,應(yīng)力需不小于此值。因此,螺栓連接的轉(zhuǎn)矩需要通過實驗得到驗證后才能設(shè)定為可靠值。例如M6的螺栓,其材料、墊片、接觸面積不同,需設(shè)置為不同的轉(zhuǎn)矩以獲得穩(wěn)定連接性能。一般國標(biāo)M6的螺栓轉(zhuǎn)矩可設(shè)置為8.5N·m。
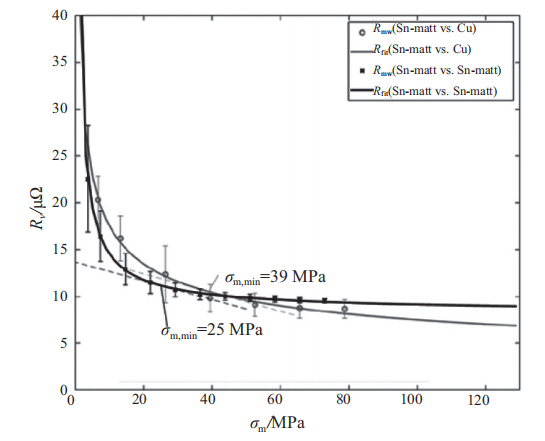
圖3 不同金屬間的螺栓負(fù)載曲線
銅鋁連接的幾種連接方式各有優(yōu)缺點(diǎn),是否能夠與電動汽車銅端子和鋁排的可靠連接相匹配,需要對連接后的力學(xué)性能和電氣性能進(jìn)行測試和評估。
03 實驗驗證
3.1 銅鋁排焊接性能測試
1)銅鋁排焊接連接接頭試驗材料和方法
選擇銅排和鋁排作為研究對象,銅排材料選擇T2紫銅,鋁排選擇1350鋁合金,采用閃光對接焊、銀釬焊、攪拌摩擦焊、超聲波焊接的方式進(jìn)行焊接連接,其中閃光對接焊和攪拌摩擦焊采用對接連接的方式,銀釬焊和超聲波焊接采用搭接焊接,焊接形式如圖4所示。銅的尺寸為4.5mm×45mm×500mm,鋁排的尺寸為4.5mm×45mm×500mm。
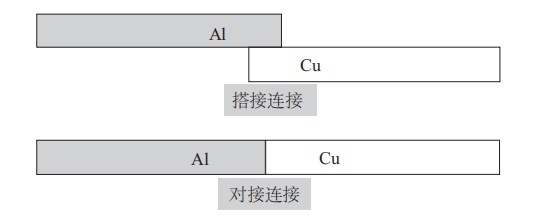
圖4 銅鋁連接方式
對焊接后的樣件進(jìn)行力學(xué)性能和電氣性能測試,力學(xué)性能測試主要測試接頭的180°方向的拉脫力,電氣性能主要測試連接電阻和380A條件下的溫升,其中搭接焊接的兩種焊接連接需額外測試90°防線的剝離力。
2)銅鋁排焊接連接接頭實驗結(jié)果
4種銅鋁排焊接接頭測試結(jié)果如表2所示。通過對比180°方向的拉脫力可知,閃光對接焊和攪拌摩擦焊的結(jié)合強(qiáng)度較好,連接電阻較低,在380A的額定電流下,通載2h后,接頭位置的溫升比較接近,分別為36K和34K。銀釬焊和超聲波焊接的180°方向拉脫力略小,且90°方向剝離力較小,不符合使用要求,銀釬焊的接觸電阻和溫升較高,載流能力弱。
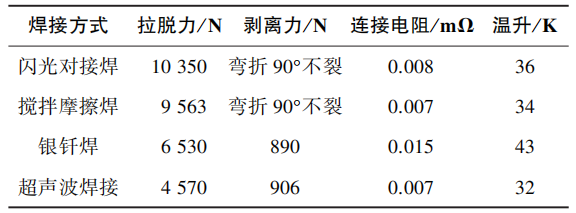
表2 4.5mm×45mm銅鋁排焊接性能對比
3.2 銅鋁螺栓連接接頭性能測試
鋁排的材料選擇6101鋁合金,銅排的材料為T2紫銅,鋁排材料尺寸為4.5mm×45mm,銅排材料尺寸為3.5mm×35mm,用M6的螺栓將各樣品以8.5N·m的轉(zhuǎn)矩進(jìn)行連接,進(jìn)行鹽霧前后的電氣性能測試。樣品種類1為鋁排未電鍍,樣品種類2為鋁排電鍍銀,樣品種類3為銅排未電鍍,樣品種類4為銅排表面鍍銀。鹽霧條件為96h中性鹽霧,溫升測試電流為380A,溫升測試結(jié)果如表3所示。
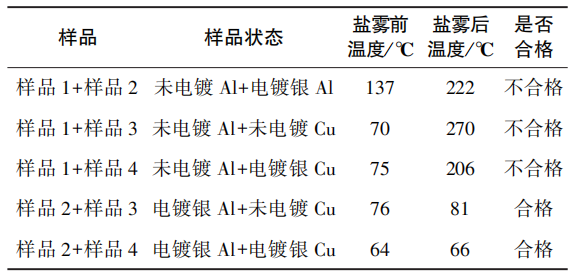
表3 銅鋁鹽霧前后的溫升
04 實驗分析
4.1 銅鋁焊接接頭試驗分析
通過對4種焊接方式的測試結(jié)果可知,閃光對接焊由于是將鋁排和銅排以化學(xué)融合的方式形成了比較牢靠的連接接頭,在接頭界面處形成了Cu/Al混合物,具有較好的力學(xué)性能和電氣性能,拉伸強(qiáng)度是4種焊接方式中最高的,焊接電阻較低,且溫升相對較小,適合于銅和鋁的焊接連接。高壓線束對技術(shù)清潔度要求較高,通常是要在滿足VDA19中CG2以上的環(huán)境中生產(chǎn),由于閃光對接焊在生產(chǎn)過程中對環(huán)境不友好,尺寸控制難度較大,故非必要情況下不推薦此連接方式。
由于銀釬焊是在銅鋁連接界面處添加有銀銅合金的釬料,焊接時由于銀的熔點(diǎn)低于銅而先熔化,在施加壓力的條件下,使銅鋁焊接在一起,但銀的熔點(diǎn)又高于鋁,從而使銅鋁在受熱和壓力時變形不平衡,導(dǎo)致接頭在拉伸和剝離時強(qiáng)度不足。由測試結(jié)果可知,銀釬焊的剝離力和連接電阻是3種連接方式中最差的一種,高壓線束中不建議使用此連接方式進(jìn)行銅鋁連接。
攪拌摩擦焊是一種固相連接方式。在攪拌摩擦焊過程中,一個柱形帶特殊軸肩和針凸的攪拌頭旋轉(zhuǎn)著插入被焊工件,攪拌頭和被焊材料之間的摩擦產(chǎn)生了摩擦熱,使材料熱塑化。當(dāng)攪拌工具沿著待焊界面向前移動時,熱塑化的材料由攪拌頭的前部向后部轉(zhuǎn)移,并且在攪拌工具機(jī)械鍛造的作用下,實現(xiàn)工件間的固相連接。通過測試結(jié)果可知,攪拌摩擦焊的拉伸性能和連接電阻較好,是4種連接方式中相對較可靠的方式之一,且制作工藝簡單,能夠適用1系、6系和8系的鋁合金焊接,具有高效、穩(wěn)定生產(chǎn)的特點(diǎn),是不錯的銅鋁連接方式。
超聲波焊接是通過振幅器的高頻振動和焊頭的壓力使被焊接件結(jié)合在一起的,此連接方式較成熟地應(yīng)用于導(dǎo)線與端子的連接中,能夠獲得較低的電阻和較高的結(jié)合力。通過測試結(jié)果可知,連接電阻和溫升相對較低,但連接強(qiáng)度較低。主要原因是在銅端子和鋁排的連接中,當(dāng)銅鋁排的厚度相對較小時,設(shè)備焊接能量足夠,超聲波焊接是可靠的,但對于鋁排規(guī)格較大時,受焊接設(shè)備能量的影響,焊接不透徹,連接強(qiáng)度較低。
綜上所述,4種焊接連接方式中,適合于高壓線束的方式主要是攪拌摩擦焊,此焊接方式工藝穩(wěn)定可靠,且對環(huán)境比較友好。
4.2 銅鋁螺栓連接接頭試驗分析
由于鋁合金導(dǎo)體表面存在致密的氧化層,氧化膜的導(dǎo)電率比較差,需要相應(yīng)的結(jié)構(gòu)來刺破,提高端接的導(dǎo)電率。如果采用螺栓連接的方式,需要設(shè)計特殊結(jié)構(gòu)和合適的轉(zhuǎn)矩來保證連接的可靠性。依據(jù)以往的經(jīng)驗數(shù)據(jù),M6的螺栓需要使用8.5N.m的轉(zhuǎn)矩來獲得較好的力學(xué)連接和電氣連接。根據(jù)表3數(shù)據(jù)顯示,當(dāng)鋁表面未做電鍍處理時,其與任何狀態(tài)的銅和鋁連接都處于不可靠狀態(tài),鹽霧后的溫升急劇增加,使產(chǎn)品處于不安全狀態(tài)。鋁表面鍍銀后,與裸銅和鍍銀銅的連接時,鹽霧前后的溫升是合格的。
未電鍍鋁排與未電鍍銅排連接時,鹽霧前后的溫度差異≥200℃。主要原因是鋁和銅存在電位差,當(dāng)存在鹽溶液介質(zhì)時,銅鋁界面發(fā)生電化學(xué)腐蝕,形成空洞等缺陷,使連接電阻加速增加,隨著電流通載的時間增加,溫度也持續(xù)增加。未電鍍的鋁與電鍍的銅排連接時,雖然銅排有電鍍銀層,但在96h鹽霧后,溫升依然差異接近200℃,說明銅鋁之間依然發(fā)生了較嚴(yán)重的電化學(xué)腐蝕。大部分的存儲、轉(zhuǎn)運(yùn)的環(huán)境是非密閉的,環(huán)境中存在大量的水汽、介質(zhì),銅鋁連接界面在存在電解質(zhì)的情況下,極易形成原電池反應(yīng),發(fā)生電化學(xué)腐蝕,從而導(dǎo)致接觸電阻和溫升急劇增加,使產(chǎn)品失效。因此,對于高壓線束產(chǎn)品,當(dāng)銅鋁連接可能處于非干燥環(huán)境時,建議對銅鋁表面進(jìn)行鍍銀處理,防止電化學(xué)腐蝕發(fā)生,以獲得較可靠的連接性能。
05 結(jié)語
通過對鋁合金和銅導(dǎo)體的連接分析,在鋁排材料選擇、連接方式、表面處理等方面得出如下結(jié)論。
1)通過對比不同焊接方式的力學(xué)性能和電氣性能,推薦選用攪拌摩擦焊作為可靠的連接方式。
2)銅鋁連接選擇螺栓連接時,如果銅鋁連接區(qū)域不能保證處于干燥環(huán)境時,建議對鋁排表面做鍍銀處理,同時需設(shè)計防松結(jié)構(gòu),以防止由于銅鋁熱膨脹系數(shù)差異帶來的應(yīng)力松弛行為,以獲得較穩(wěn)定的電氣連接。
-
電動汽車
+關(guān)注
關(guān)注
156文章
11950瀏覽量
230576 -
電纜
+關(guān)注
關(guān)注
18文章
2698瀏覽量
54690 -
線束
+關(guān)注
關(guān)注
7文章
972瀏覽量
25944
原文標(biāo)題:電動汽車高壓線束的銅鋁連接
文章出處:【微信號:線束專家,微信公眾號:線束專家】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
Aigtek汽車ATX-6256高壓線束測試儀新能源汽車測試
新能源電動汽車高壓線束技術(shù)規(guī)范
高壓線束測試儀在電動汽車中的應(yīng)用
電動汽車的高壓線束焊接技術(shù)

純電動汽車高壓線束成本優(yōu)化
淺談純電動汽車高壓線束及生產(chǎn)工藝
線束測試儀在新能源汽車高壓線束檢測中的應(yīng)用

純電動汽車高壓線束及生產(chǎn)工藝優(yōu)化方案
新能源電動汽車高壓線束為什么要進(jìn)行絕緣檢測?

派歌銳:新能源電動汽車高壓線束線徑設(shè)計考慮因素





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論