 基于西門子plc的多工步組合機床自動化控制系統設計
基于西門子plc的多工步組合機床自動化控制系統設計
制造業反應一個國家的生產力,在發達國家的國民經濟中占有重要份額,是發達國家與發展中國家的重要區別。制造業主要包括:產品設計、制造、采購、倉儲運輸、批發經營和零售。在產品制造的企業中,主要是為機械和設備的組裝和安裝產品。在我國制造業擁有幾大優勢:我國人口眾多,因此勞動力的成本比較低,但是勞動力素質相對比較高;我國的消費市場很大,形成規模經濟比較快,為開發產品奠定了基礎;制造業在我國已經取得不小的成就,是國民經濟發展的基礎;我國制造業生產集中的地區其相關資源豐富,加上適當的市場導向等都非常適合制造業的發展。
工業電氣制造業是利用計算機、控制理論、儀器儀表等檢測、管理和控制生產過程,提高質量、安全性和實現增產。組合機床是一種高效自動化專用技術裝備,它能提高機械生產的高質量、高效和產量而成為關鍵裝備,因而被廣泛應用于眾多領域。組合機床和自動線的技術性能和自動化水平,工業部門產品的質量、生產效率和生產組織結構起到決定性作用,對提高企業產品的競爭力也是關鍵。本文的多工步機床是對零件加工前分七步進行,利用快速、慢速電動機實現快慢進退,結合了PLC控制和液壓機械傳動的一個機床設備。PLC系統主要分為硬件和軟件兩部分。PLC技術改造后的多工步機床和自動控制系統結合非常符合多工步機床自動生產的特性,能夠滿足機床自動控制的各種需要,提高加工零件的水平。
1 多工步組合機床
1.1 組合機床概況
一臺組合機床主要由滑臺、鉆削頭、夾具、多軸箱、動力箱、立柱、立柱底座、中間底座、側底座以及輔助部件等組成。其中除了夾具和多軸箱是需要按加工對象設計的專用部件,其余都是通用部件,而專用部件的絕大部分也都采用的是通用零件。
進行加工時,電動機驅動動力箱和多軸箱使刀具旋轉主體運動,同時通過滑臺帶動進行直線進給運動。按照通用部件的大小和結構、配置形式等不同,組合機床可分為大型和小型組合機床。通常將滑臺臺面寬度超過250mm的定為大型組合機床,寬度小于250ram的為小型組合機床。根據配置形式,分為三類單工位組合機床、多工位組合機床和轉塔式組合機床。
本設計的多工步機床的機械加工過程由七個工步進行切削組成:鉆孔、車平面、鉆深孔、車外圓及鉆孔、粗絞雙節孔及倒角、精絞雙節孔和絞錐孔。各工步的動作分解如圖1所示。

1.2 PLC介紹
PLC(可編程控制器)是利用計算機技術的工業控制設備,面向工控企業。它的接口很方便,語言簡單容易被技術人員所接受。梯形圖語言的符號和表達方式非常接近于繼電器電路圖,只需要很少的PLC的開關量控制指令就能輕松實現和繼電器電路一樣的功能。對計算機和電子電路不熟悉的人實現控制也很方便。現代的PLC具有運算、數據傳送、轉換、查表和位操作等功能,實現數據的采集、處理和分析。這些數據參考比較存儲器中的存儲值,完成控制操作,也能傳送給別的智能裝置,或打印制表。數據處理主要用在大型控制系統或者過程控制系統,比如食品工業、造紙和冶金等。
PLC控制技術在很多領域的屬于世界上最高的電氣控制技術,但其在組合機床上還不太完善,還需要不斷發展。組合機床擁有高精度,高技術,高效率的加工技術,這是決定機床的加工企業生死存亡的一個關鍵,要想根本上改變機床的加工技術,最重要的目標就是電氣控制系統的設計,現在不少廠家都已經開始關注電氣控制系統,加大對其合理設計和優化改造的力度。
PLC主要的特點:
1)可靠性高,抗干擾能力強;
2)配套齊全,功能完善,適用性強;
3)易學易用,深受歡迎;
4)系統的設計,建造工作量小,維護方便,容易改造;
5)體積小,重量輕,能耗低。
雖然可編程序控制器本身的抗干擾能力比較好,但在整個系統的設計、應用和維護中,抗干擾能力仍然是保證系統能夠可靠運行的關鍵。在生產實踐中常會發生PLC因為干擾而無法正常工作。因為在自動化系統中的PLC基本都處在惡劣電磁環境中,其強電電路和強電設備干擾非常大,要提高其可靠性,一是要求生產廠家提高PLC的抗干擾能力;同時在工程設計、安裝和維護中高度重視,多方配合才能真正有效地增強系統的抗干擾能力。
2 硬件設計
2.1 PLC的選擇
S7-200系列是西門子PLC產品之一,在西門子的工控領域中有著重要的地位。S7—200系列PLC具有價格低廉,體積輕巧,軟硬件功能強大,系統配置方便等優點,因此它一推向市場就受到普遍關注。S7—200系列的產品兼容性較高,因此本文就采用S7—200PLC。
本文選擇CPU226作為主機單元,CPU226系列功能模塊較多,還有人機界面,功能齊全,用它控制系統的硬件電路需要6輸入/5輸出共計10個數字量I/0點,它具有24點開關量輸入16點開關量輸出,它只需要1個基板。如表1所示為PLC的具體硬件配置表。

2.2 PLC的I/0分配和外部接線圖
2.3 主電路
機床的主動力是M1主軸電動機,主軸電動機拖動主軸連同工件進行旋轉;慢速電動機M2、快速電動機M3拖動大拖板,帶動工作臺縱向進給運動。當啟動M2運轉時,工作臺作進行縱向工進運動(或工退);當啟動M3時,工作臺進行縱向快速進給(或后退)。車床回轉工作臺的各種動作,由快慢速電動機M2和M3切換,還可以由電磁閥YV2控制離合器實現,當M2運轉時,電磁閥吸合,工作臺工進(或工退);若M3啟動,電磁閥釋放,車床快速進給(或后退)。系統的主電路的組成包括三個電動機、四個接觸器、一個電磁閥和開關。其中主軸電動機M1受KMl控制,M2和M3受到KM2、KM3、ⅪⅥ4控制。KM2正轉相當于前進,KM3反轉則是后退。電磁閥受Ⅺ訂4控制。YV2接通工進,YV2斷開和Ⅺ訂4共同快進。圖3為系統的主電路圖。

3 軟件設計
3.1 開發平臺
本文的軟件平臺為STEP7 Micro/WIN32。這是基于Windows的一款應用軟件,是西門子專門為S7-200 PLC開發的編程軟件,它只需要普通的個人計算機,可以在線或是離線開發程序,也能實現在線操作PLC,同時還能在線監控程序的各項執行狀態。STEP7 MicroAVIN32軟件對PC的配置要求比較低:操作系統Windows95版本以上,IBM486以上兼容機,內存8MB以上,VGA顯示器,50MB以上硬盤空間,光驅,鼠標,PC/PPI電纜。
3.2 編程語言
PLC的編程語言類似于一般的計算機語言,特點非常明顯,它區別于高級語言和匯編語言,既要方便編寫,又易于調試。本文的編程語言選擇梯形圖LAD,它通過梯形符號的連接來表達PLC指令和前后順序,所反映的邏輯關系形象、直觀。
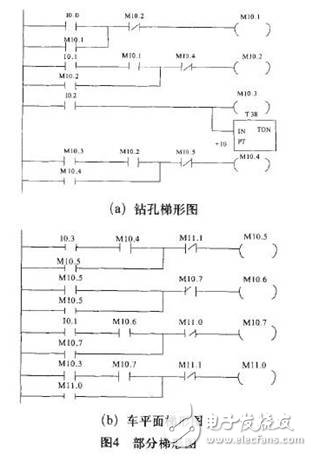
它有兩種連接:母線和內部橫豎線。橫豎線把梯形圖符號連成指令組,指令組一般從裝載指令開始,有時再加上輸入指令,完成建立邏輯條件,最后是輸出類指令,實現輸出控制。編程人員只要具備繼電接觸器控制的基礎,就能很快掌握梯形圖LAD的使用。PLC梯形圖在符號和表達方式上和繼電器控制系統有所區別。梯形圖有個關鍵概念是“能流”,從左向右流向線圈,說明線圈被激勵。若無則未被激勵。“能流”通過ON的常開接點和OFF的常閉接點從左流向右。“能流”無論如何都不會自右向左。圖4為本次設計的部分梯形圖。
4 系統組態
組態王軟件是款工業監控軟件,它集合了設計、現場操作和資源管理成為一體,將企業的各種系統、應用、信息匯總,實現最優化管理。它的操作系統基于Microsoft Windows XP/NT/2000,用戶在網絡的所有層次任何位置都隨時獲取實時信息。它增強控制能力、提高生產效和產品質量、降低成本。
組態王結構由三部分構成:工程管理器、工程瀏覽器及運行系統。
1)工程管理器:創建新工程和管理已有工程,添加、搜索、備份、恢復和導入導出數據詞典。
2)工程瀏覽器:工程設計工具,創建監控畫面、監控設備及動畫鏈接、相關變量、命令語言及設定系統配置等。
3)運行系統:獲取通訊數據從采集設備中,按照設計顯示動態畫面,實現人和控制設備的交互。
5 結論
本文針對多工步制造業組合機床的設計,采用可編程控制PLC來實現機床的自動化控制,很好地滿足了系統的要求。硬件上采用S7.200PLC和CPU226作為主機單元,設計了系統的主電路、七個工步的工裝以及PLC主機單元的I/O分配,軟件設計方面選擇了形象、直觀的梯形圖,編寫簡單、調試方便,并給出了部分梯形圖。整個設計大大簡化了控制線路,自動化程度高、可靠性高、操作簡單和靈活方便,值得推廣使用。
-
plc
+關注
關注
5008文章
13167瀏覽量
462195 -
西門子
+關注
關注
94文章
3009瀏覽量
115665
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論