") 結合Abaqus軟件對鋰離子動力電池制造過程的擠壓式涂布工序進行研究
結合Abaqus軟件對鋰離子動力電池制造過程的擠壓式涂布工序進行研究
本文主要對鋰離子動力電池制造過程的擠壓式涂布工序進行簡單介紹,并結合Abaqus軟件對其涂布工藝進行研究。
一,基本介紹篇
一、擠壓式涂布類型
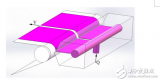
關于擠壓涂布我理解為通過流體通過擠壓經(jīng)過有特殊流道的涂布頭涂覆在運動的基材上。整個系統(tǒng)如下圖所示(圖片來自于Quinones D M, Carvalho M D S. EFFECT OF DIE LIP CONFIGURATION ON THE OPERATING WINDOW OF SLOT COATING PROCESS[J]. Abcm.org.br, 2006.)。
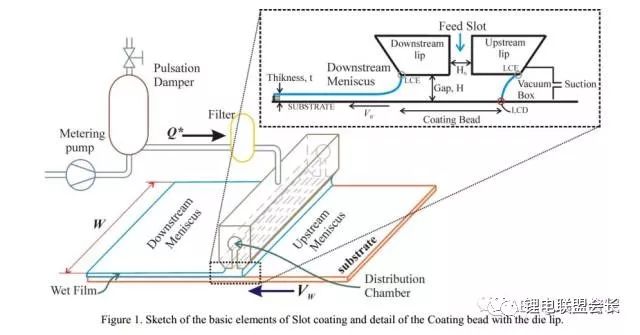
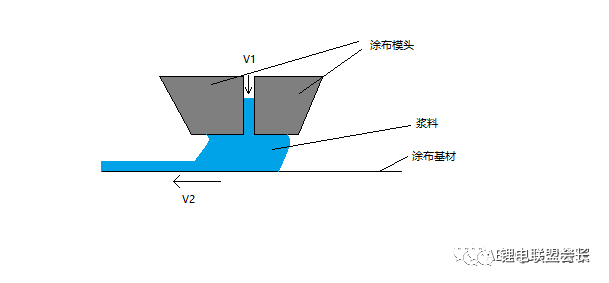
根據(jù)涂布頭與基材距離及形成的涂布頭與基材之間的流體形態(tài)分為狹縫式擠壓涂布(Slot Coating)和擠壓 式涂布(Extrusion Coating),如下圖所示。兩者的區(qū)別主要在于流體有無潤濕唇口,前者潤濕唇口,后者沒有。鋰離子動力電池的涂布工藝采用的是狹縫式擠壓涂布(Solt Coating)。
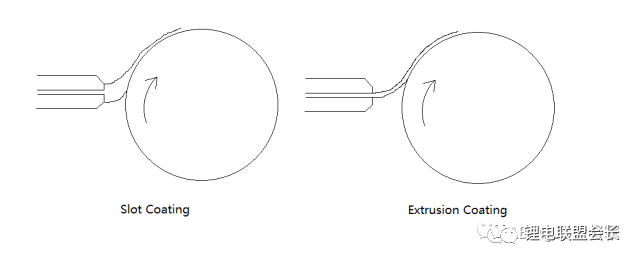
兩者的區(qū)別主要在于流體有無潤濕唇口,前者潤濕唇口,后者沒有。鋰離子動力電池的涂布工藝采用的是狹縫式擠壓涂布(Solt Coating),涂布系統(tǒng)。
二、狹縫式擠壓涂布原理介紹
狹縫式擠壓涂布的流動分布二維示意圖如下:圖片來自于Prof. Marcio 的一篇文章《Fundamentals of Slot Coating Process》
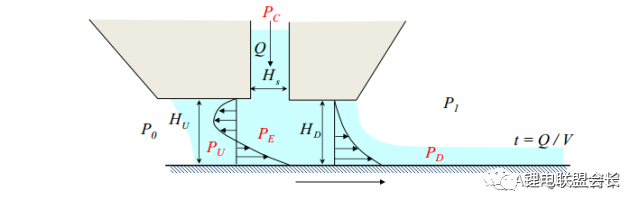
決定涂布質量的因素主要包括:涂布頭與基帶的間隙、流量、基材速度、涂布頭結構、流體特性等。
根據(jù)平行板間艾庫特流(可參閱上海交通大學工程力學教學基地查找流體力學教學資源進行深入了解)與Prof. Marcio 的潤滑近似模型,可得厚度 t 公式如下:
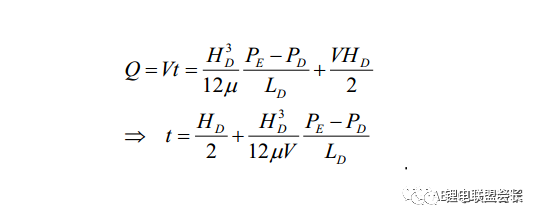
可知涂布厚度與涂布頭與基帶的間隙、流體粘度、基材速度、涂布頭唇口尺寸、流體及外部壓力有關。由公式可知,涂布頭與基帶的間隙為機械配合、流體粘度跟來料漿料有關、基材速度為電機控制、涂布頭唇口尺寸由涂布頭決定,以上因素比較容易保證一致,影響涂布質量厚度均勻性就突出表現(xiàn)在流體及外部壓力,外部壓力一般為室內常壓,則涂布頭唇口內及出口處的壓力均勻性就顯得異常重要。涂布頭唇口內及出口壓力分布均勻性與供料系統(tǒng)穩(wěn)定性和涂布頭結構有很大的關系。
二、擠壓式涂布頭結構介紹
涂布頭結構其實比較簡單,主要包括上模、下模、墊片三部分。下膜有特殊的型腔(例如梯度式、衣架式、單腔式和雙腔式等),上模相對比較簡單,墊片位于上下模之間可根據(jù)不同的涂布形式進行選擇(例如斑馬線、全涂等)。下圖為三菱的一款涂布頭模具。
二,漿料特性篇
一、漿料構成
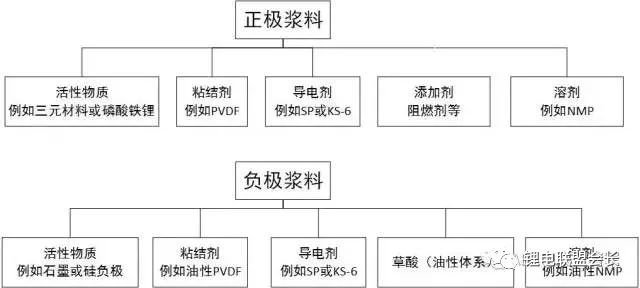
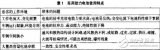
鋰離子動力電池漿料基本上由活性物質、導電劑、粘結劑、溶劑構成,一般構成如下圖所示。
二、漿料特性
漿料作為涂布工序的來料,其特性直接影響涂布質量。通過漿料構成我們可以知道漿料屬于固液兩相流體。生產(chǎn)上對漿料質量控制點主要有粘度、固含量、密度、細度和PH值。漿料的均勻一致性對于涂布工藝環(huán)節(jié)至關重要,檢驗漿料均勻一致性可通過檢測不同區(qū)域漿料的質量控制點獲取。
由于漿料粘度受溫度、攪拌速度、沉降時間等有關,根據(jù)牛頓流體與非牛頓流體定義,我們把漿料歸為非牛頓流體。漿料在攪拌相對均勻后,隨著攪拌時間的增加,漿料粘度逐漸降低,最后趨于一個穩(wěn)定值。根據(jù)相關文獻,鋰離子電池漿料在配比、均質狀態(tài)下,存在隨著剪切率增加粘度減小的顯現(xiàn),即剪切稀釋現(xiàn)象。綜上,我們將鋰離子電池漿料歸結為有剪切稀釋現(xiàn)象的非牛頓流體。由于漿料根據(jù)材料不同、配比不同、勻漿情況不同,在不同條件下,漿料的流體特性存在著變化,本文只針對普遍和相對均一條件下的漿料流體特性進行介紹。
密度ρ:鋰電池漿料密度一般在1400~2000kg/m3
粘度μ:鋰電池漿料根據(jù)不同工藝條件粘度一般控制在1~10Pa·s
在以上基礎上,我們已經(jīng)知道涂布頭的結構,由于本文主要關心涂布模頭內流場狀態(tài),本文只建立流道液體模型。
用戶可通過第三方3D軟件進行建模,然后導出stp或者x_t通用格式,然后通過import Assembly,將漿料流體的幾何模型導入。
1)建立幾何模型
創(chuàng)建With CFD Model,然后點擊File→Import→Aseembly,選擇導出的stpx_t文件,(本文導入選擇Assembly而沒有選擇Part,因為在直接導入Part時,會出現(xiàn)導入殼體現(xiàn)象。)建立模型如下:
軸測圖
側視圖
2)創(chuàng)建材料屬性
由于本文建立模型,使用的為mm,及單位統(tǒng)一為mm制。
漿料密度1.7e-9 tone/mm3,粘度為1500cps,即1.5e-6MPa·s。將以上材料屬性賦給幾何模型。
3)創(chuàng)建裝配體
雖然以裝配體導入的幾何模型,但是系統(tǒng)識別為部件,需要切換到Assembly Model建立裝配體。
4)劃分網(wǎng)格
本文可通過分割工具,對模型進行分割,采用結構化網(wǎng)格、掃略網(wǎng)格和自下而上網(wǎng)格劃分對幾何進行六面體Hex網(wǎng)格劃分,本文為節(jié)約網(wǎng)格劃分時間和計算時間,本文使用四面體Tet流體單元FC3D4。通過邊線布種控制網(wǎng)格密度,網(wǎng)格劃分結果如下:
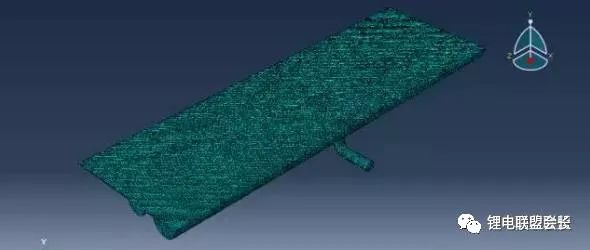
網(wǎng)格劃分結果
5)創(chuàng)建流體分析步
進入Step Module,創(chuàng)建流動分析步,Time Period:1,Initial time increment:0.001,Tubulence Model:None。此處的時間增量的選擇跟網(wǎng)格劃分質量、載荷大小有關。考慮漿料粘度大,擠壓縫窄,速度小,選擇不使用雷諾模型。
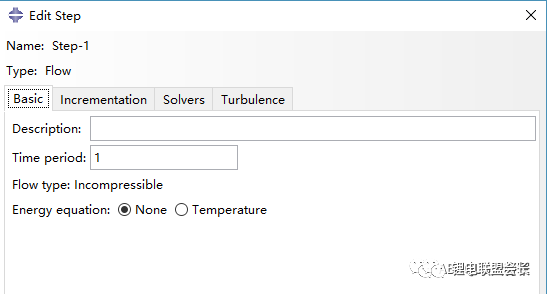
編輯分析步對話框
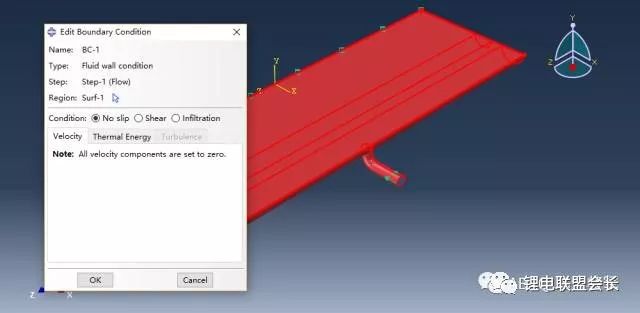
6)創(chuàng)建邊界條件及載荷
邊界條件及載荷主要有三個,具體操作可參考前面文章《ABAQUS/CFD基簡單知識與案例》。
①入口速度邊界條件,速度為0.5mm/s
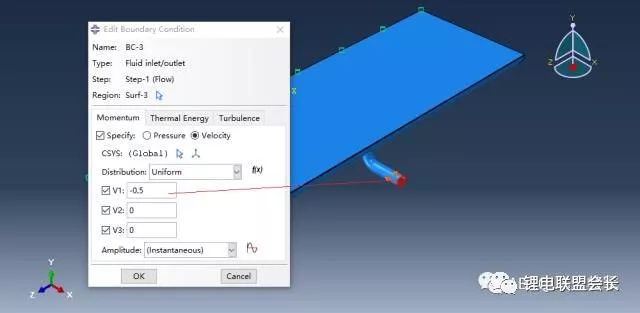
②出口壓力邊界條件,0MPa
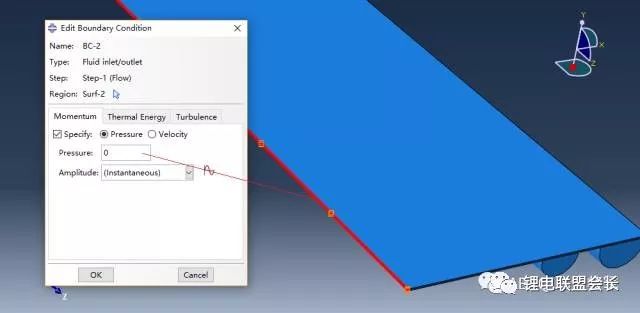
③流體避免邊界條件,無滑動(出去入口和出口)
7)創(chuàng)建任務,并提交。
此步驟與之前案例分析步驟一樣,提交任務后,可進行任務運行監(jiān)測。完成后,點擊Result,自動導入運行結果后,進入Visualization Module。
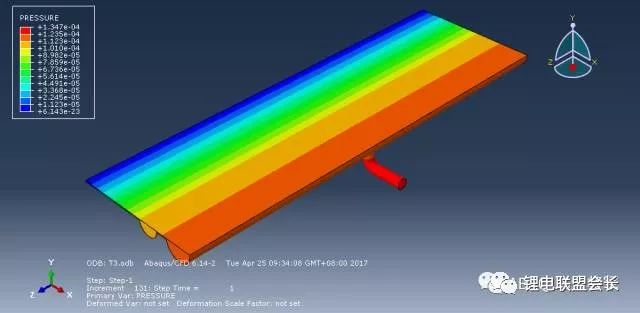
8)后處理
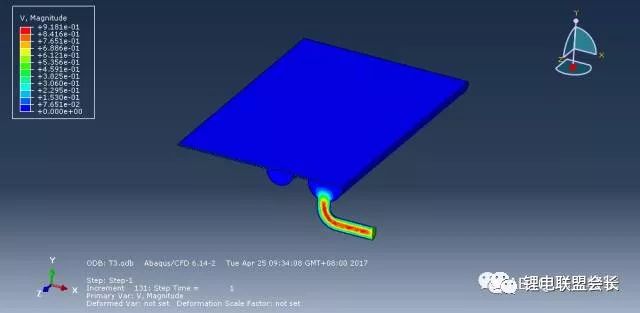
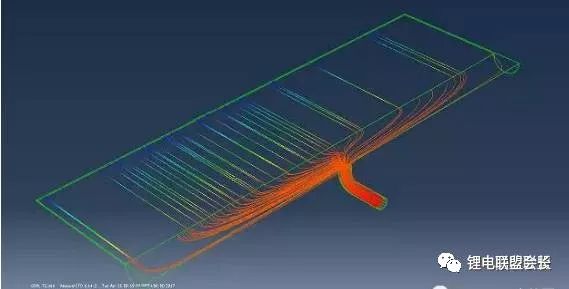
通過后處理功能可查看涂布頭內流場的壓力分布
速度分布
通過Stream工具 ,創(chuàng)建壓力或速度流線顯示效果圖,
,創(chuàng)建壓力或速度流線顯示效果圖,
如下為壓力流線顯示圖。
三,涂布外流場仿真分析篇
本節(jié)主要是通過ABAQUS / Explicit的CEL算法對涂布外流場進行仿真分析,獲取涂布起始到穩(wěn)定的過程。用戶可根據(jù)教程查看給料速度、基材速度、涂布粘度等對涂布厚度的影響。
一、狹縫式擠壓涂布模型
關于狹縫擠壓涂布厚度的理論分析,用戶可查看本公眾號之前的文章《鋰離子動力電池擠壓式涂布研究(1)——基本介紹篇》、聽風扯淡公眾號下的文章《解析鋰離子電池極片狹縫式擠壓涂布流場熱性》、文獻“Quinones D M, Carvalho M D S. EFFECT OF DIE LIP CONFIGURATION ON THE OPERATING WINDOW OF SLOT COATING PROCESS[J]. Abcm.org.br, 2006.”、文獻“狹縫涂布理論建模與數(shù)值模擬”,以及擴展文獻。狹縫式擠壓涂布外二維示意圖如下:
二、Abaqus算法選擇
Abaqus能夠進行流體分析的方法主要有CEL(Coupled Eulerian-Lagrangian)歐拉耦合算法、CFD(Computational Fluid Dynamics)計算流體力學和SPH(Smooth Particale Hydrodynamics)光滑粒子流體動力學。關于三者的使用范圍及對比,用戶可百度搜索查看“Comparison of CEL, CFD, and SPH in Abaqus”一文。
CEL和CFD均采用流體材料流過固定的網(wǎng)格節(jié)點算法,因為CEL能夠清晰的顯示流體材料自由面的顯示,而Abaqus/CFD不能,固本文選擇Abaqus CEL方法進行。此外Abaqus/CAE后續(xù)版本不在有CFD模塊,CFD模塊融入到了3DEXPERIENCE r2017,相信后邊會完善本身類似FLUENT的VOF模型、能夠在CFD模塊添加流體。
三、Abaqus仿真應用
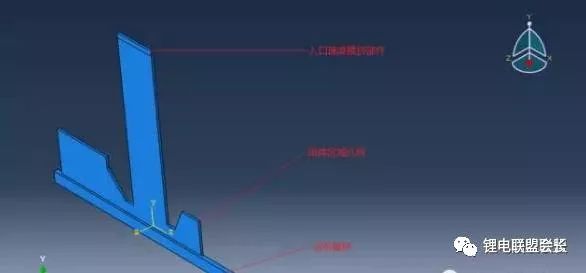
1、建立部件及裝配幾何模型。
建立Exolicit Model。點擊打開Abaqus/CAE,選擇With Standard/Explicit Model。
創(chuàng)建如下Parts:流體區(qū)域幾何部件、入口速度推擠部件、涂布基材部件。因在顯示動力學分析中CEL算法下的流體材料入口無法選擇連續(xù)速度供給條件,本文將入口區(qū)域增加,添加一類似活塞作用的推塊以提供速度入口條件。裝配模型如下:
備注:
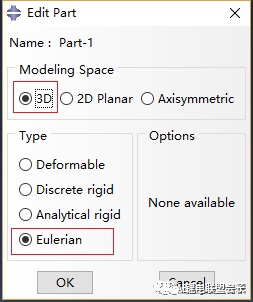
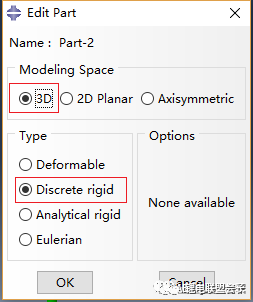
1)因采用CEL算法,需將使用部件設定為Eulerian類型,且必須選擇3D,如下圖所示,
2)為簡化模型為二維,我們建立部件過程將厚度設定為1。其他模型選擇為離散剛體,如下圖
3)在建立裝配過程中,建立的離散剛體實體部件不能直接加入裝配體,需在Part Module下選中剛體部件,通過菜單欄點擊Shape→Shell→From Solid,將其轉換為殼體。
4)創(chuàng)建裝配實體過程中選擇獨立網(wǎng)格形式。
2、建立材料屬性
建立漿料材料屬性為如下三個屬性:密度(Density)、粘度(Viscosity)、eos(equations of state)。在Explicit模型下,需借助狀態(tài)方程Us-Up進行流體動力學的材料的創(chuàng)建,如下圖所示。
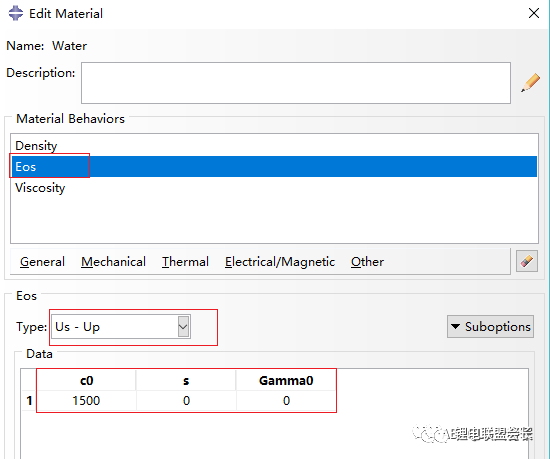
其他狀態(tài)方程使用方法及理論,用戶可查看Abaqus手冊,密度設定為1000,面對設定為5000。建立好材料后建立截面屬性,然后將界面屬性賦給流體區(qū)域幾何部件。
3、創(chuàng)建分析步,及輸出結果設定。
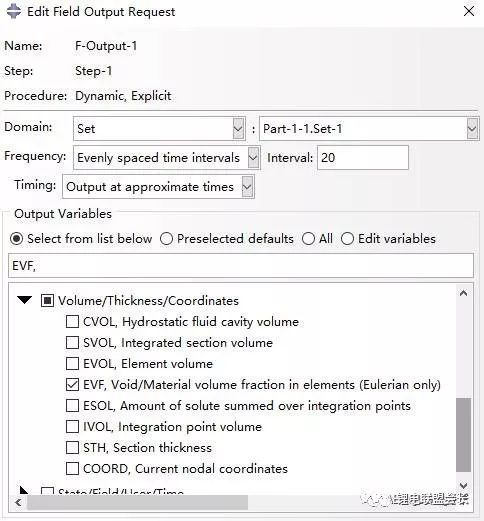
切換至Step Module,創(chuàng)建新的分析步,顯示動力學,Time設定為20s,其他保持不變,創(chuàng)建結果如下圖。
創(chuàng)建流體區(qū)域的幾何分數(shù)EVF顯示,及推塊及部件的位移輸出。
4、創(chuàng)建接觸特性及參考約束
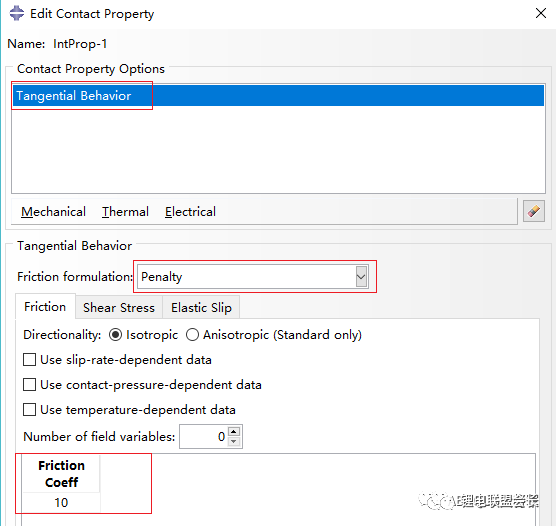
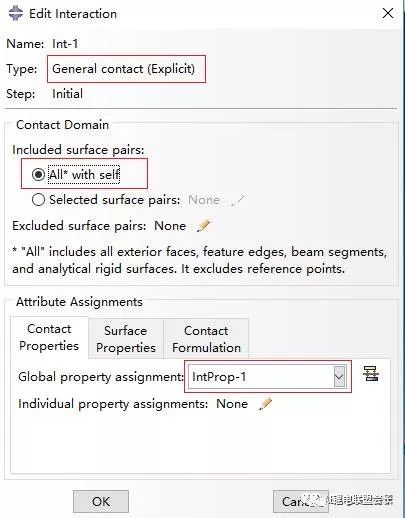
建立Tangential Behavior接觸特性,摩擦方程選擇Penalty(罰函數(shù)),系數(shù)設定為10。因材料無法建立材料與基材間的粘結屬性,本文選擇Penalty接觸特性來建立流體材料與涂布基材的粘附效果。相關理論可查看Abaqus documentation 下的Abaqus/CAE User's Guide。
建立接觸面自接觸,如下圖所示
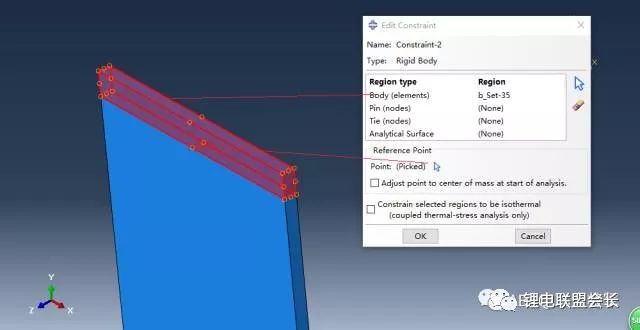
創(chuàng)建入口速度推擠部件的考點,并建立點與部件的剛性約束。如下圖所示。同理建立涂布基材部件參考點和剛性約束。
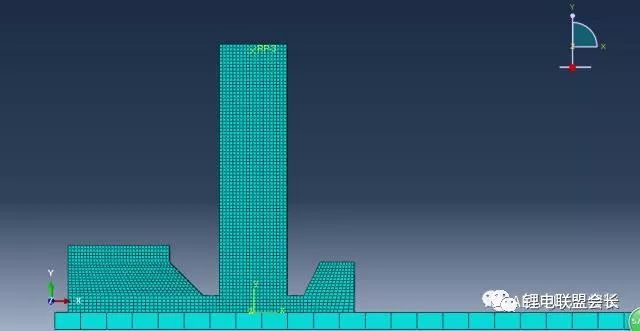
5、劃分網(wǎng)格
通過分割工具對流體區(qū)域幾何部件進行幾何分割,以能夠使用結構化網(wǎng)格劃分方法,通過邊線布種,進行網(wǎng)格劃分,劃分結果如下,流體區(qū)域幾何的網(wǎng)格類型為:EC3D8R。
6、創(chuàng)建載荷及邊界條件
1)創(chuàng)建涂布基材的邊界條件
建立除運動方向外的位移約束
創(chuàng)建涂布基材的速度邊界條件
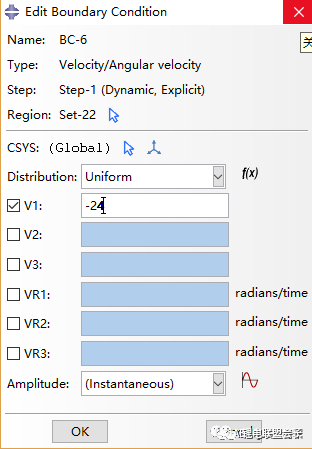
2)同理創(chuàng)建入口速度推擠部件邊界條件,建立位移約束和速度邊界條件。
速度邊界條件如下
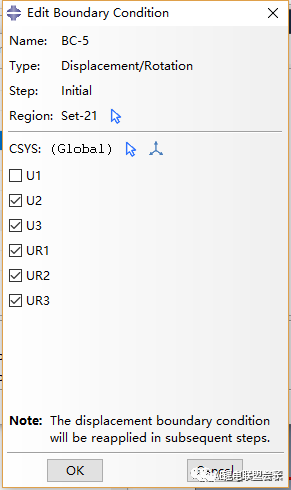
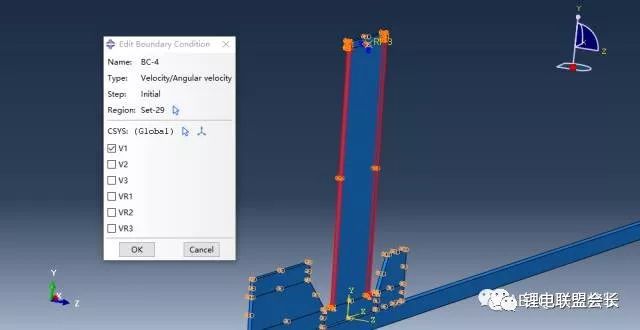
3)創(chuàng)建流體區(qū)域幾何的邊界條件。
設定Z方向的內外兩面Z方向初始速度邊界
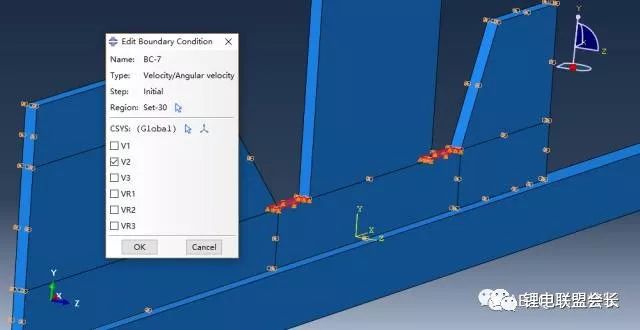
設定入口兩側X方向初始速度邊界,如下圖所示
設定涂布頭出口處Y方向的初始速度邊界條件,如下圖所示
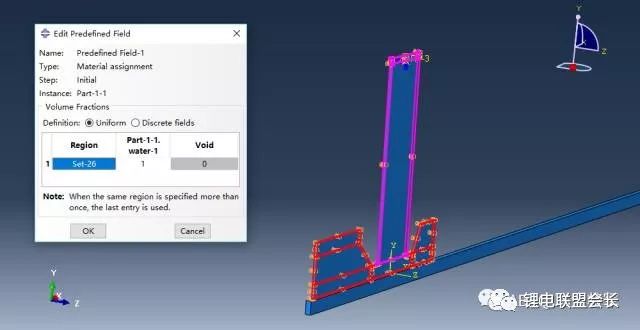
4)創(chuàng)建預定義場Material assignment,粉色區(qū)域為初始時流體填充區(qū)域,Void為零,表明材料填充完全。
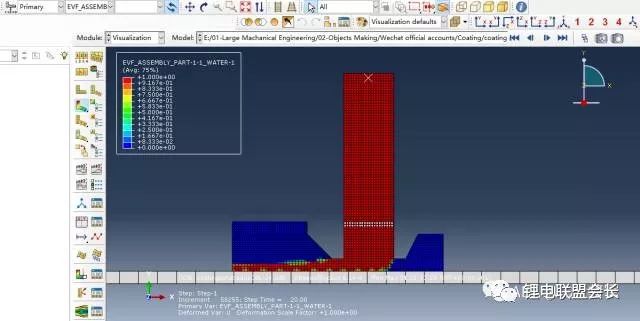
7、創(chuàng)建分析任務、提交、及后處理。
創(chuàng)建任務,提交后,可查看EVF,Void/Material volume fraction in element(Eulerrian)。點擊云圖進行顯示,結果如下,紅色區(qū)域為流體。
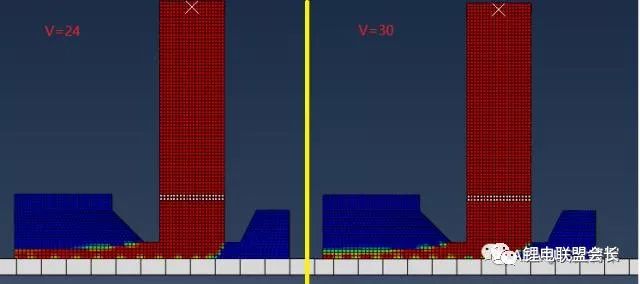
用戶可通過改變材料及基材速度等條件進行查看對比。下圖為基材速度為24和30的效果對比圖。
-
動力電池
+關注
關注
113文章
4514瀏覽量
77475 -
鋰離子
+關注
關注
5文章
534瀏覽量
37589
原文標題:鋰離子動力電池制造過程的擠壓式涂布工序研究
文章出處:【微信號:Recycle-Li-Battery,微信公眾號:鋰電聯(lián)盟會長】歡迎添加關注!文章轉載請注明出處。
發(fā)布評論請先 登錄
相關推薦
殘害鋰離子動力電池壽命的兇手是誰?
[分享]動力鋰離子電池的現(xiàn)狀
動力鋰離子電池的安全性
鋰離子電池的基本組成及關鍵材料
【轉】鋰離子動力電池第一次充電時需要注意些什么
車用鋰離子動力電池系統(tǒng)的安全性剖析
關于鋰離子動力電池在新能源汽車領域安全性的分析與探究
電動汽車用動力電池環(huán)境下的安全性能
鋰離子動力電池隔膜淺談
如何提高動力電池電芯制造過程的穩(wěn)定性和安全性
鋰離子動力電池檢測系統(tǒng)研究
鋰離子電池極片涂布的特點及其三類因素的影響介紹
鋰離子電池極片涂布的特性及其工藝的介紹
鋰離子動力電池擠壓試驗,電池安全性測試






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論