") 揭秘動(dòng)力電池激光焊接加工工藝
揭秘動(dòng)力電池激光焊接加工工藝
動(dòng)力電池制造過(guò)程焊接方法與工藝的合理選用,將直接影響電池的成本、質(zhì)量、安全以及電池的一致性。接下來(lái)就整理一下動(dòng)力電池焊接方面的內(nèi)容。
1 激光焊接原理

激光焊接是利用激光束優(yōu)異的方向性和高功率密度等特性進(jìn)行工作,通過(guò)光學(xué)系統(tǒng)將激光束聚焦在很小的區(qū)域內(nèi),在極短的時(shí)間內(nèi)使被焊處形成一個(gè)能量高度集中的熱源區(qū),從而使被焊物熔化并形成牢固的焊點(diǎn)和焊縫。
2 激光焊接類型
熱傳導(dǎo)焊接和深熔焊

激光功率密度為105~106w/cm2形成激光熱傳導(dǎo)焊,激光功率密度為105~106w/cm2形成激光深熔焊
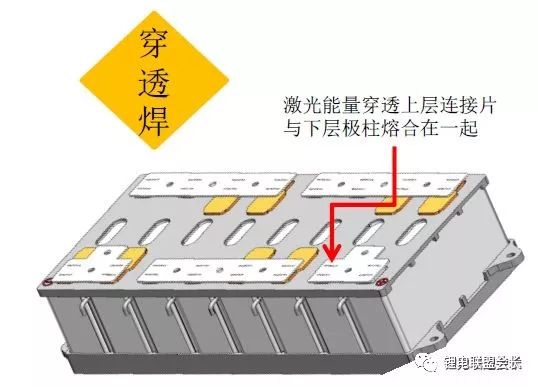
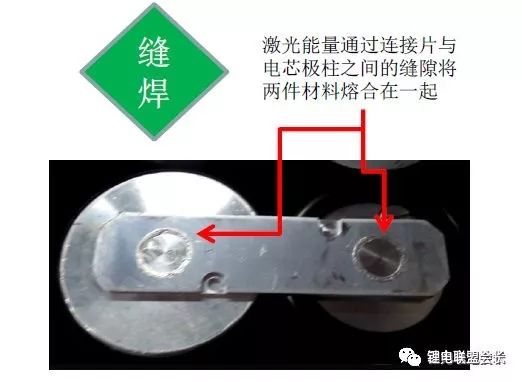
穿透焊和縫焊
穿透焊,連接片無(wú)需沖孔,加工相對(duì)簡(jiǎn)單。穿透焊需要功率較大的激光焊機(jī)。穿透焊的熔深比縫焊的熔深要低,可靠性相對(duì)差點(diǎn)。
縫焊相比穿透焊,只需較小功率激光焊機(jī)。縫焊的熔深比穿透焊的熔深要高,可靠性相對(duì)較好。但連接片需沖孔,加工相對(duì)困難。
脈沖焊接和連續(xù)焊接
1) 脈沖模式焊接
激光焊接時(shí)應(yīng)選擇合適的焊接波形,常用脈沖波形有方波、尖峰波、雙峰波等,鋁合金表面對(duì)光的反射率太高,當(dāng)高強(qiáng)度激光束射至材料表面,金屬表面將會(huì)有60%-98% 的激光能量因反射而損失掉,且反射率隨表面溫度變化。一般焊接鋁合金時(shí)最優(yōu)選擇尖形波和雙峰波,此種焊接波形后面緩降部分脈寬較長(zhǎng),能夠有效地減少氣孔和裂紋的產(chǎn)生。
脈沖激光焊接樣品
由于鋁合金對(duì)激光的反射率較高,為了防止激光束垂直入射造成垂直反射而損害激光聚焦鏡,焊接過(guò)程中通常將焊接頭偏轉(zhuǎn)一定角度。焊點(diǎn)直徑和有效結(jié)合面的直徑隨激光傾斜角增大而增大,當(dāng)激光傾斜角度為40°時(shí),獲得最大的焊點(diǎn)及有效結(jié)合面。焊點(diǎn)熔深和有效熔深隨激光傾斜角減小,當(dāng)大于60°時(shí),其有效焊接熔深降為零。所以傾斜焊接頭到一定角度,可以適當(dāng)增加焊縫熔深和熔寬。
另外在焊接時(shí),以焊縫為界,需將激光焊斑偏蓋板65%、殼體35% 進(jìn)行焊接,可以有效減少因合蓋問(wèn)題導(dǎo)致的炸火。
2) 連續(xù)模式焊接
連續(xù)激光器焊接由于其受熱過(guò)程不像脈沖機(jī)器驟冷驟熱,焊接時(shí)裂紋傾向不是很明顯,為了改善焊縫質(zhì)量,采用連續(xù)激光器焊接,焊縫表面平滑均勻,無(wú)飛濺,無(wú)缺陷,焊縫內(nèi)部未發(fā)現(xiàn)裂紋。在鋁合金的焊接方面,連續(xù)激光器的優(yōu)勢(shì)很明顯,與傳統(tǒng)的焊接方法相比,生產(chǎn)效率高,且無(wú)需填絲;與脈沖激光焊相比可以解決其在焊后產(chǎn)生的缺陷,如裂紋、氣孔、飛濺等,保證鋁合金在焊后有良好的機(jī)械性能;焊后不會(huì)凹陷,焊后拋光打磨量減少,節(jié)約了生產(chǎn)成本,但是因?yàn)檫B續(xù)激光器的光斑比較小,所以對(duì)工件的裝配精度要求較高。
連續(xù)激光焊接樣品
在動(dòng)力電池焊接當(dāng)中,焊接工藝技術(shù)人員會(huì)根據(jù)客戶的電池材料、形狀、厚度、拉力要求等選擇合適的激光器和焊接工藝參數(shù),包括焊接速度、波形、峰值、焊頭傾斜角度等來(lái)設(shè)置合理的焊接工藝參數(shù),以保證最終的焊接效果滿足動(dòng)力電池廠家的要求。
3 激光焊接優(yōu)點(diǎn)
能量集中,焊接效率高、加工精度高,焊縫深寬比大。激光束易于聚焦、對(duì)準(zhǔn)及受光學(xué)儀器所導(dǎo)引,可放置在離工件適當(dāng)之距離,可在工件周圍的夾具或障礙間再導(dǎo)引,其他焊接法則因受到上述的空間限制而無(wú)法發(fā)揮。
熱輸入量小,熱影響區(qū)小,工件殘余應(yīng)力和變形小;焊接能量可精確控制,焊接效果穩(wěn)定,焊接外觀好;
非接觸式焊接,光纖傳輸,可達(dá)性較好,自動(dòng)化程度高。焊接薄材或細(xì)徑線材時(shí),不會(huì)像電弧焊接般易有回熔的困擾。用于動(dòng)力電池的電芯由于遵循“輕便”的原則,通常會(huì)采用較“輕”的鋁材質(zhì)外,還需要做得更“薄”,一般殼、蓋、底基本都要求達(dá)到1.0 mm 以下,主流廠家目前基本材料厚度均在0.8 mm 左右。
能為各種材料組合提供高強(qiáng)度焊接,尤其是在進(jìn)行銅材料之間和鋁材料之間焊接的時(shí)候更為有效。這也是唯一可以將電鍍鎳焊接至銅材料上的技術(shù)。
4 激光焊接工藝難點(diǎn)
目前,鋁合金材料的電池殼占整個(gè)動(dòng)力電池的90% 以上。其焊接的難點(diǎn)在于鋁合金對(duì)激光的反射率極高, 焊接過(guò)程中氣孔敏感性高, 焊接時(shí)不可避免地會(huì)出現(xiàn)一些問(wèn)題缺陷,其中最主要的是氣孔、熱裂紋和炸火。
鋁合金的激光焊接過(guò)程中容易產(chǎn)生氣孔,主要有兩類:氫氣孔和氣泡破滅產(chǎn)生的氣孔。由于激光焊接的冷卻速度太快,氫氣孔問(wèn)題更加嚴(yán)重,并且在激光焊接中還多了一類由于小孔的塌陷而產(chǎn)生的孔洞。
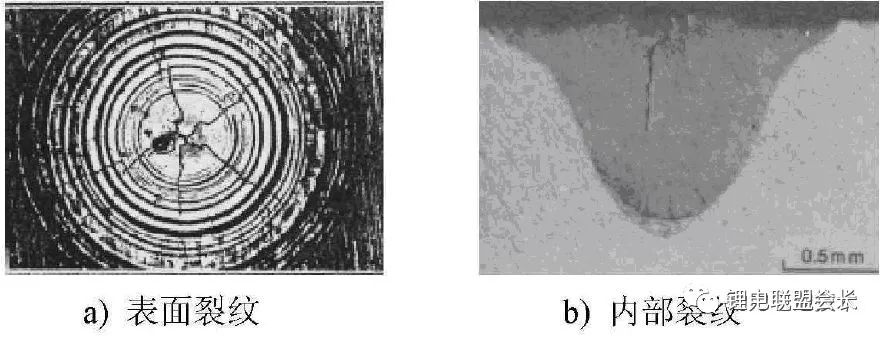
熱裂紋問(wèn)題。鋁合金屬于典型的共晶型合金,焊接時(shí)容易出現(xiàn)熱裂紋,包括焊縫結(jié)晶裂紋和HAZ 液化裂紋,由于焊縫區(qū)成分偏析會(huì)發(fā)生共晶偏析而出現(xiàn)晶界熔化,在應(yīng)力作用下會(huì)在晶界處形成液化裂紋,降低焊接接頭的性能。
炸火(也稱飛濺)問(wèn)題。引起炸火的因素很多,如材料的清潔度、材料本身的純度、材料自身的特性等,而起決定性作用的則是激光器的穩(wěn)定性。殼體表面凸起、氣孔、內(nèi)部氣泡。究其原因,主要是光纖芯徑過(guò)小或者激光能量設(shè)置過(guò)高所致。并不是一些激光設(shè)備提供商宣傳的“光束質(zhì)量越好,焊接效果越優(yōu)秀”,好的光束質(zhì)量適合于熔深較大的疊加焊接。尋找合適的工藝參數(shù)才是解決問(wèn)題的致勝法寶。
其他難點(diǎn)
軟包極耳焊接,對(duì)焊接工裝要求較高,必須將極耳壓牢,保證焊接間隙。可實(shí)現(xiàn)S形、螺旋形等復(fù)雜軌跡的高速焊接,增大焊縫結(jié)合面積的同時(shí)加強(qiáng)焊接強(qiáng)度。
圓柱電芯的焊接主要用于正極的焊接,由于負(fù)極部位殼體薄,極容易焊穿。如目前一些廠家采用的負(fù)極免焊接工藝,正極采用的為激光焊接。
方形電池組合焊接時(shí),極柱或連接片受污染厚,焊接連接片時(shí),污染物分解,易形成焊接炸點(diǎn),造成孔洞;極柱較薄、下有塑料或陶瓷結(jié)構(gòu)件的電池,容易焊穿。極柱較小時(shí),也容易焊偏至塑料燒損,形成爆點(diǎn)。不要使用多層連接片,層之間有孔隙,不易焊牢。
方型電池的焊接工藝最重要的工序是殼蓋的封裝,根據(jù)位置的不同分為頂蓋和底蓋的焊接。有些電池廠家由于生產(chǎn)的電池體積不大,采用了“拉深”工藝制造電池殼,只需進(jìn)行頂蓋的焊接。
方形動(dòng)力電池側(cè)焊樣品
方形電池焊接方式主要分為側(cè)焊和頂焊,其中側(cè)焊的主要好處是對(duì)電芯內(nèi)部的影響較小,飛濺物不會(huì)輕易進(jìn)入殼蓋內(nèi)側(cè)。由于焊接后可能會(huì)導(dǎo)致凸起,這對(duì)后續(xù)工藝的裝配會(huì)有些微影響,因此側(cè)焊工藝對(duì)激光器的穩(wěn)定性、材料的潔凈度等要求極高。而頂焊工藝由于焊接在一個(gè)面上,對(duì)焊接設(shè)備集成要求比較低,量產(chǎn)化簡(jiǎn)單,但是也有兩個(gè)不利的地方,一是焊接可能會(huì)有少許飛濺進(jìn)入電芯內(nèi),二是殼體前段加工要求高會(huì)導(dǎo)致成本問(wèn)題。
5 焊接質(zhì)量影響因素
激光焊接是目前高端電池焊接推崇的主要方法。激光焊接是高能束激光照射工件,使工作溫度急劇升高,工件熔化并重新連接形成永久連接的過(guò)程。激光焊接的剪切強(qiáng)度和抗撕裂強(qiáng)度都比較好。電池焊接的好壞其導(dǎo)電性、強(qiáng)度、氣密性、金屬疲勞和耐腐蝕性能是典型的焊接質(zhì)量評(píng)價(jià)標(biāo)準(zhǔn)。
影響激光焊接質(zhì)量的因素很多。其中一些極易波動(dòng),具有相當(dāng)?shù)牟环€(wěn)定性。如何正確設(shè)定和控制這些參數(shù),使其在高速連續(xù)的激光焊接過(guò)程中控制在合適的范圍內(nèi),以保證焊接質(zhì)量。焊縫成形的可靠性和穩(wěn)定性,是關(guān)系到激光焊接技術(shù)實(shí)用化、產(chǎn)業(yè)化的重要問(wèn)題。影響激光焊接質(zhì)量的主要因素分焊接設(shè)備,工件狀況和工藝參數(shù)三方面。
1)焊接設(shè)備對(duì)激光器的質(zhì)量要求最主要的是光束模式和輸出功率及其穩(wěn)定性。光束模式是光束質(zhì)量的主要指標(biāo),光束模式階數(shù)越低,光束聚焦性能越好,光斑越小,相同激光功率下功率密度越高,焊縫深寬越大。一般要求基模(TEM00)或低階模,否則難以滿足高質(zhì)量激光焊接的要求。目前國(guó)產(chǎn)激光器在光束質(zhì)量和功率輸出穩(wěn)定性方面用于激光焊接還有一定困難。從國(guó)外情況來(lái)看,激光器的光束質(zhì)量和輸出功率穩(wěn)定性已相當(dāng)高,不會(huì)成為激光焊接的問(wèn)題。光學(xué)系統(tǒng)中影響焊接質(zhì)量最大的因素是聚焦鏡,所用焦距一般在127mm(5in)到200mm(7.9in)之間,焦距小對(duì)減小聚焦光束腰斑直徑有好處,但過(guò)小容易在焊接過(guò)程中受污染和飛濺損傷。
波長(zhǎng)越短,吸收率越高;一般導(dǎo)電性好的材料,反射率都很高,對(duì)于YAG激光來(lái)說(shuō),銀的反射率是96%,鋁是92%,銅90%,鐵60%。溫度越高,吸收率越高,呈線性關(guān)系;一般表面涂磷酸鹽、炭黑、石墨等可以提高吸收率。
2)工件狀況
激光焊接要求對(duì)工件的邊緣進(jìn)行加工,裝配有很高的精度,光斑與焊縫嚴(yán)格對(duì)中,而且工件原始裝配精度和光斑對(duì)中情況在焊接過(guò)程中不能因焊接熱變形而變化。這是因?yàn)榧す夤獍咝。缚p窄,一般不加填充金屬,如裝配不嚴(yán)間隙過(guò)大,光束能穿過(guò)間隙不能熔化母材,或者引起明顯的咬邊、凹陷,如光斑對(duì)縫的偏差稍大就有可能造成未熔合或未焊透。所以,一般板材對(duì)接裝配間隙和光斑對(duì)縫偏差均不應(yīng)大于0.1mm,錯(cuò)邊不應(yīng)大于0.2mm。實(shí)際生產(chǎn)中,有時(shí)因不能滿足這些要求,而無(wú)法采用激光焊接技術(shù)。要獲得良好的焊接效果,對(duì)接允許間隙和搭接間隙要控制在薄板厚的10%以內(nèi)。
成功的激光焊接要求被焊基材之間緊密接觸。這需要仔細(xì)緊固零件,以取得最佳效果。而這在纖薄的極耳基材上很難做好,因?yàn)樗菀讖澢?zhǔn),特別是在極耳嵌入大型電池模塊或組件的情況下。
3) 焊接參數(shù)
(1)對(duì)激光焊接模式和焊縫成形穩(wěn)定件的影響焊接參數(shù)中最主要的是激光光斑的功率密度,它對(duì)焊接模式和焊縫成形穩(wěn)定性影響如下:隨激光光斑功率密度由小變大依次為穩(wěn)定熱導(dǎo)焊、模式不穩(wěn)定焊和穩(wěn)定深熔焊。激光光斑的功率密度,在光束模式和聚焦鏡焦距一定的情況下,主要由激光功率和光束焦點(diǎn)位置決定。激光功率密度與激光功率成正比。而焦點(diǎn)位置的影響則存在一個(gè)最佳值;當(dāng)光束焦點(diǎn)處于工件表面下某一位置(1~2mm范圍內(nèi),依板厚和參數(shù)而異)時(shí),即可獲得最理想的焊縫。偏離這個(gè)最佳焦點(diǎn)位置,工件表面光斑即變大,引起功率密度變小,到一定范圍,就會(huì)引起焊接過(guò)程形式的變化。
焊接速度對(duì)焊接過(guò)程形式和穩(wěn)定件的影響不如激光功率和焦點(diǎn)位置那樣顯著,只有焊接速度太大時(shí),由于熱輸入過(guò)小而出現(xiàn)無(wú)法維持穩(wěn)定深熔焊過(guò)程的情況。實(shí)際焊接時(shí),應(yīng)根據(jù)焊件對(duì)熔深的要求選擇穩(wěn)定深熔焊或穩(wěn)定熱導(dǎo)焊,而要絕對(duì)避免模式不穩(wěn)定焊。
(2)在深熔焊范圍內(nèi),焊接參數(shù)對(duì)熔深的影響:在穩(wěn)定深熔焊范圍內(nèi),激光功率越高,熔深越大,約為0.7次方的關(guān)系;而焊接速變?cè)礁撸凵钤綔\。在一定激光功率和焊接速度條件下焦點(diǎn)處于最佳位置時(shí)熔深最大,偏離這個(gè)位置,熔深則下降,甚至變?yōu)槟J讲环€(wěn)定焊接或穩(wěn)定熱導(dǎo)焊。
(3)保護(hù)氣體的影響,保護(hù)氣體的主要作用是保護(hù)工件在焊接過(guò)程中免受氧化;保護(hù)聚焦透鏡免受金屬蒸汽污染和液體熔滴的濺射;驅(qū)散高功率激光焊接產(chǎn)生的等離子;冷卻工件,減小熱影響區(qū)。
保護(hù)氣體通常采用氬氣或氦氣,表觀質(zhì)量要求不高的也可采用氮?dú)狻K鼈儺a(chǎn)生等離子體的傾向顯著不同:氦氣因其電離電體高,導(dǎo)熱快,在同樣條件下,比氬氣產(chǎn)生等離子體的傾向小,因而可獲得更大的熔深。在一定范圍內(nèi),隨著保護(hù)氣體流量的增加,抑制等離子體的傾向增大,因而熔深增加,但增至一定范圍即趨于平穩(wěn)。
(4)各參數(shù)的可監(jiān)控性分析:在四種焊接參數(shù)中,焊接速度和保護(hù)氣體流量屬于容易監(jiān)控和保持穩(wěn)定的參數(shù),而激光功率和焦點(diǎn)位置則是焊接過(guò)程中可能發(fā)生波動(dòng)而難于監(jiān)控的參數(shù)。雖然從激光器輸出的激光功率穩(wěn)定性很高且容易監(jiān)控,但由于有導(dǎo)光和聚焦系統(tǒng)的損耗,到達(dá)工件的激光功率會(huì)發(fā)生變化,而這種損耗與光學(xué)工件的質(zhì)量、使用時(shí)間及表面污染情況有關(guān),故不易監(jiān)測(cè),成為焊接質(zhì)量的不確定因素。光束焦點(diǎn)位置是焊接參數(shù)中對(duì)焊接質(zhì)量影響極大而又最難監(jiān)測(cè)和控制的一個(gè)因素。目前在生產(chǎn)中需靠人工調(diào)節(jié)和反復(fù)工藝試驗(yàn)的方法確定合適的焦點(diǎn)位置,以獲得理想的熔深。但在焊接過(guò)程中由于工件變形,熱透鏡效應(yīng)或者空間曲線的多維焊接,焦點(diǎn)位置會(huì)發(fā)生變化而可能超出允許的范圍。
對(duì)于上述兩種情況,一方面要采用高質(zhì)量、高穩(wěn)定性的光學(xué)元件,并經(jīng)常維護(hù),防止污染,保持清潔;另一方面要求發(fā)展激光焊接過(guò)程實(shí)時(shí)監(jiān)測(cè)與控制方法,以優(yōu)化參數(shù),監(jiān)視到達(dá)工件的激光功率和焦點(diǎn)位置的變化,實(shí)現(xiàn)閉環(huán)控制,提高激光焊接質(zhì)量的可靠件和穩(wěn)定性。
最后,要注意激光焊接是一個(gè)熔化過(guò)程。這意味著兩個(gè)基底在激光焊接過(guò)程中會(huì)熔化。這一過(guò)程很快,因此整個(gè)熱輸入較低。但因?yàn)檫@是一個(gè)熔化過(guò)程,在焊接不同材料的時(shí)候就可能形成易碎的高電阻金屬間化合物。鋁-銅組合特別容易形成金屬間化合物。這些化合物已證明對(duì)于微電子設(shè)備搭接頭的短期電氣性能和長(zhǎng)期機(jī)械性能有負(fù)面影響。這些金屬間化合物對(duì)于鋰電池長(zhǎng)期性能的影響尚不確定。
-
動(dòng)力電池
+關(guān)注
關(guān)注
113文章
4514瀏覽量
77470 -
激光焊接
+關(guān)注
關(guān)注
2文章
476瀏覽量
21009
原文標(biāo)題:動(dòng)力電池制造過(guò)程焊接方法與工藝
文章出處:【微信號(hào):Recycle-Li-Battery,微信公眾號(hào):鋰電聯(lián)盟會(huì)長(zhǎng)】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
動(dòng)力電池激光焊接技術(shù)應(yīng)用解決方案
光纖激光打標(biāo)機(jī):動(dòng)力電池中激光應(yīng)用
鑫芯源高分子擴(kuò)散焊新能源動(dòng)力電池軟連接
荊州動(dòng)力電池模組回收 動(dòng)力電池模組現(xiàn)金回收 動(dòng)力電池模組梯次回收
回收動(dòng)力電池,動(dòng)力電池回收,全國(guó)動(dòng)力電池回收,動(dòng)力電池高價(jià)回收,回收軟包動(dòng)力電池
回收汽車動(dòng)力電池組 回收新能源汽車動(dòng)力電池組, 回收電車動(dòng)力電池組
細(xì)數(shù)動(dòng)力電池焊接的工藝難點(diǎn)
大族激光如何做動(dòng)力電池工藝革新
揭秘激光焊接在動(dòng)力電池行業(yè)的應(yīng)用
利元亨在激光焊接動(dòng)力電池工藝上研發(fā)導(dǎo)入環(huán)形激光焊接技術(shù)
Coherent相干激光助力動(dòng)力電池生產(chǎn)創(chuàng)新
科普:揭秘動(dòng)力電池激光焊接





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論