 搖擺式蒸汽機的結構是怎樣的?工作原理又是什么?
搖擺式蒸汽機的結構是怎樣的?工作原理又是什么?
這種蒸汽機的制造十分簡單而使用可靠。其結構如圖264所示。
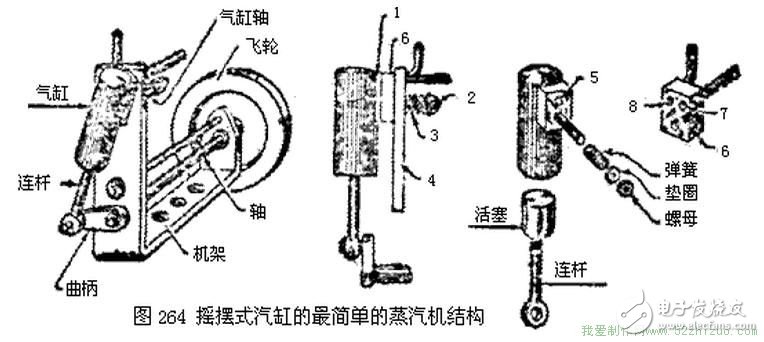
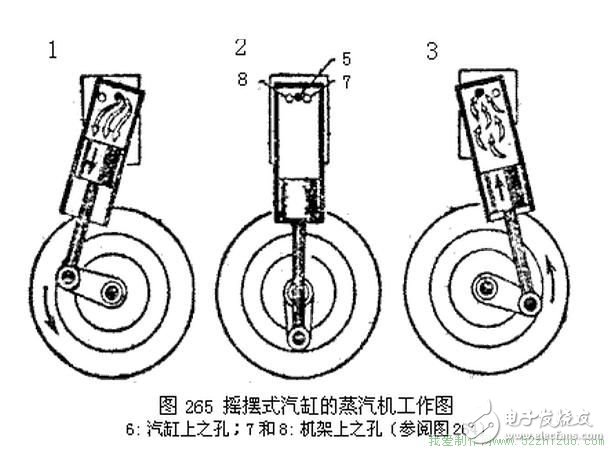
在汽缸上面焊有一塊短的平板1,其上垂直于汽缸縱向中心線裝有軸2。在蒸汽機工作時汽缸繞該軸作擺動。軸2裝入機架4上的孔內。焊在汽缸上的平板被小彈簧3緊壓在機架平面上,彈簧套在軸上并用螺母調節。在汽缸上部和在平板1上高于軸2處開有孔5,而在固定機架上或焊在機架上的專門平板6上開有另外兩個孔7和8。孔7與孔8的位置能使得當曲柄處于極左端位置時,汽缸上的孔5與和蒸汽管及鍋爐相連的右孔7貫通。此時蒸汽進入汽缸,就能帶動飛輪的軸開始旋轉(圖265,1)。當活塞靠近下死點(圖265,2)以及蒸汽停止進入汽缸時,飛輪則繼續旋轉,使汽缸移位越過死點。當汽缸上孔5接近左(排汽)孔8時。在曲柄位于右極端位置(圖265,3)的瞬間進行排汽。排汽經孔8繼續進行到活塞升到上死點為止,然后以同樣的程序重復蒸汽機的整個工作循環:汽缸自右孔7獲得一部份蒸汽,而廢汽由左孔8排出。這種蒸汽機是單作用的蒸汽機,因為蒸汽只在活塞的一側進汽。
在制造這種蒸汽機時必須特別注意孔5、7和8的位置,并注意使搖擺式汽缸和機架的接觸平面與汽缸的擺動平面平行,且互相很好地研磨。
汽缸可以用黃銅或青銅棒料車制成,或者用內表面平滑的管子制作,活塞按照汽缸直徑加上少量的加工余量來車制,然后研磨,活塞最好做成空心的,以減輕其重量,并且與整根金屬棒做成的連桿同時車制。軟的機器鋼、青銅、黃銅和硬鋁都可作為活塞的制造材料。
在連桿下端做出一粗大部分,從其相對的兩面用銼刀銼出兩個平面。在這兩個平面上鉆一個貫通孔,孔之大小應與曲柄銷直徑相適應。活塞與安裝在車床上的汽缸用混有潤滑油的細金剛砂來研磨。為此,活塞的粗大部分用手虎鉗夾緊,并將活塞順著回轉的汽缸均勻地向前后作移動。這樣的研磨應延續10—15分鐘,檢查研磨精密性的方法如下:用煤油或汽油清洗汽缸和活塞,將活塞裝入汽缸(到底),然后將活塞拉到汽缸邊緣再松手放下。精密研磨的活塞拉出后,汽缸內應形成真空,所以如果活塞自己能回進去,則說明空氣沒有從汽缸壁和活塞之間通過。
若用管子來制造汽缸時,應在管子的一端焊上一個白鐵蓋。如果汽缸用整根鐵棒制造時,則鐵棒應首先照汽缸外徑車削并用細金剛砂紙打光。然后汽缸用夾緊在車床后頂針上的鉆頭鉆孔,鉆到需要的深度為止。鉆頭應比汽缸的內徑細0.2公厘,然后用圓柱形鉸刀代替鉆頭以修平汽缸的內表面。平板1(圖264)用手銼刀銼平。并在與汽缸相連接的平面上需切出一條半圓形的縱向槽以便與汽缸連接。在平扳1的中央鉆一螺線孔,孔內擰進充作汽缸軸的螺柱(兩面帶螺紋)。螺柱不應搖動,并且須垂直于平板。然后,須用鐵絲將平板固緊在汽缸上,并用手虎鉗將汽缸夾緊后,用焊料將平扳焊在汽缸上。兩零件應很好地加熱,使焊料在其中間滲透,并在整個接觸面上將其焊牢。然后可以進行孔5的劃線工作(圖264),并通過平板和汽缸壁鉆出此孔。孔邊緣處的毛刺應仔細地予以清除。
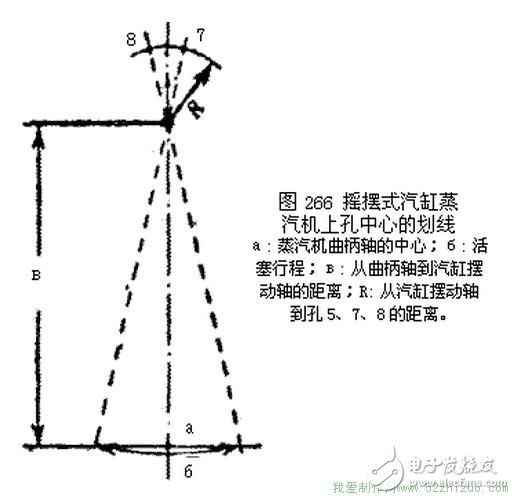
機架可用3公厘厚的鐵條或黃銅條彎成。在和汽缸擺動平面接觸的平扳6的表面上,用沖子打上汽缸軸孔的中心記號。以此為中心,以汽缸軸和孔5中心(在平板1上)間的距離作半徑,畫一弧線,在此弧線上應開兩個孔---進汽孔和排汽孔。為了確定在弧線上此兩孔間的距離,須在選定汽缸軸到曲柄軸的距離以及活塞行程(圖266)之后,繪制蒸汽機圖。劃線后用直徑等于孔5(田264)直徑的鉆頭鉆這些孔。
最后一進重要工序是在機架上鉆兩個裝曲柄軸的孔。在機架成直角折曲的兩端間應緊緊地插入一根木條,鉆上一個孔后,倒轉機架再鉆另一孔。標出這些孔的中心時應使曲軸平行于汽缸的擺動軸心。為了將機器固定于基座上,在機架的水平部分鉆兩個埋頭孔,以便擰入木螺絲。曲柄用直徑為3-4公厘的鋼棒彎成,并且應使曲柄軸中心線到曲柄銷中心線的距離等于1/2活塞行程,并使兩中心線互相平行。
飛輪可以用鋼料在車床上車制成或用鉛鑄造成;飛輪的尺寸要選擇最大的,但需安置方便。
蒸汽機應按下列程序裝配。首先將曲柄軸裝入機架內,并且用一塊木頭墊在下面,將飛輪套在曲柄軸上用錘子輕輕的敲進去。然后將連桿(活塞桿)套在已裝入汽缸內的活塞的銷子上。汽缸擺動軸裝入機架孔內,然后將鋼絲彈簧套在軸上,并用螺母加以固緊。此后,須轉動飛輪,看平板1有否與平板6脫開。在汽缸擺動時須使接觸面沒有間 隙。如果平板1和平板6的平面研磨得不好,則應立即消除這一缺陷。最后可以將進汽管和排汽管焊在機架上;并進行蒸汽機的磨車。
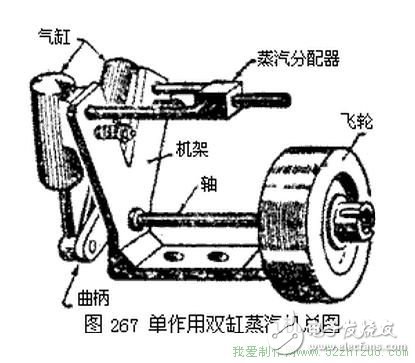
像這種結構的蒸汽機不但可以制造單缸的,而且還可以制造雙缸的,其功率將大一倍。
所有零件(除少數零件以外)的結構與原來的相同,而機器將為V字形。單作用雙缸蒸汽機的外形如圖267所示。制造這種蒸汽機用的鍋爐時,應考慮到兩倍大的蒸汽發生量。
擺動式汽缸的雙作用雙缸蒸汽機
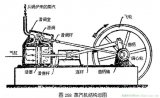
汽缸尺寸和單作用蒸汽機相同的雙作用蒸汽機其功率增加一倍。圖268所示的為此種蒸汽機的外形。蒸汽機按下列方法制造。
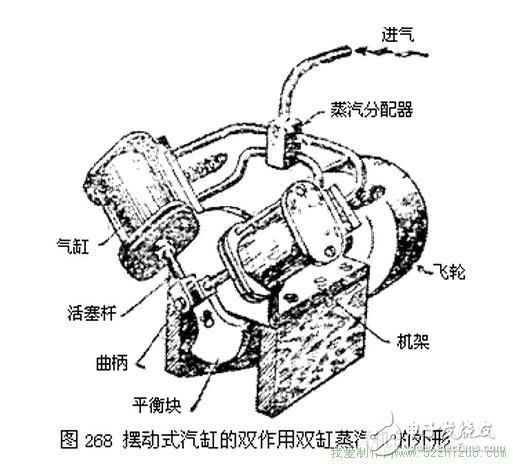
兩端封閉的汽缸(圖269)上下有兩個進汽孔。在此兩孔中心之間的中央裝有一根軸,汽缸即繞此軸擺動。

與每個汽缸相接觸的機架平面上各有四個孔:兩個進汽孔和兩個排汽孔。當汽缸上端的孔與機架的排汽孔相重合時,蒸汽由汽缸下端的孔進入汽缸。而當汽缸下端的孔與機架的排汽孔相重合時,蒸汽由汽缸上端的孔進入汽缸。這種蒸汽機的活塞在曲柄軸轉一轉的時間內,完成兩個工作行程。
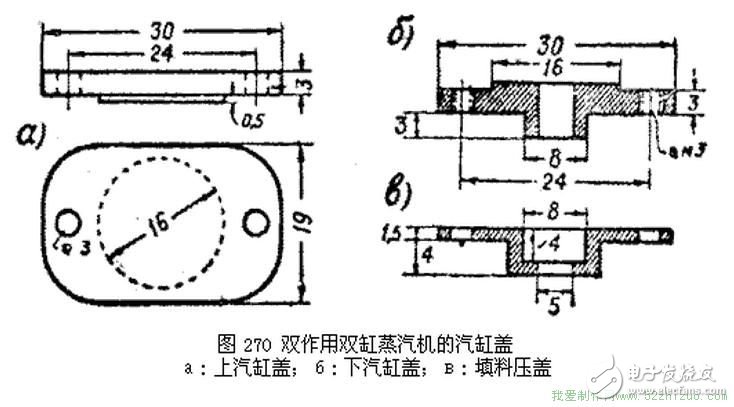
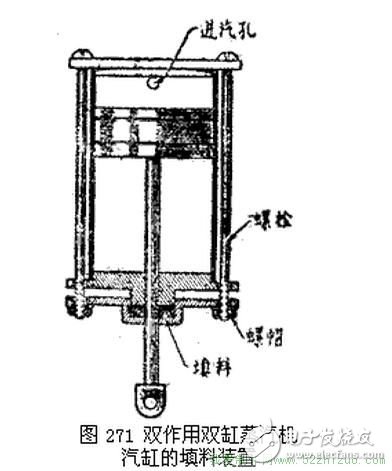
這種蒸汽機的制造程序以船長為1--2公尺的船模用的蒸汽機作例子來說明。蒸汽機的汽缸用黃銅管或鋼管制作,研磨后的汽缸內徑應等16公厘,高29公厘。當汽缸擺動時,焊在汽缸上的2.5公厘厚的矩形鋼質平板與機架平面相接觸。平板在焊接前按下列方法研磨和劃線:從汽缸擺動軸孔的中心畫兩個半徑等于11公厘的圓弧,在圓弧上板寬的中央處定出兩個進汽孔的和排汽孔的中心。在中間的擺動軸孔內插入一個直徑為5公厘長度為20公厘的螺栓;然后,兩塊平板各自焊在所屬的汽缸上,并在平板上穿透汽缸鉆兩個直徑為2.5公厘的進汽孔和排汽孔。每塊平板的平面應精確地平行于汽缸壁。汽缸里面在鉆孔后要清除毛刺并研磨。兩汽缸的上下兩端都用蓋封閉(圖270,а和б),并且在下面,應開有活塞桿孔,安上第二個蓋(圖270,в),作為消除漏汽用的填料。汽缸蓋首先車成圓形,然后用銼刀按圖270上所示尺度的形狀加工。汽缸蓋應像圖271上所示,用直徑3公厘長40--42公厘的螺栓拉緊。汽缸蓋的凸部應緊嵌在汽缸內。在汽缸蓋(圖270,б)上為了安裝螺栓應切有螺紋,借此將汽缸蓋б締緊在汽缸蓋а上。
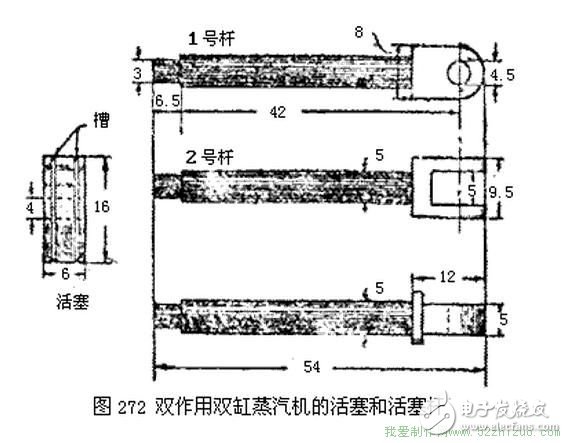
活塞和活塞桿的圖見圖272所示。活塞上所開的環形槽是滑油槽,當蒸汽機工作時,滑油一點點地填滿油槽,并保證所需的潤滑。為了能用鉚接活塞桿端頭的方法將活塞桿固定在活塞上,在活塞桿的上端車制出一連接端;為此,活塞內孔的一面應鉸出埋頭形狀,即擴成圓錐孔。在鉚活塞桿端頭時,為了避免活塞產生偏斜,應在各處均勻地進行頂鍛。應該記住;活塞桿之另一端是分叉的(叉形),與另一根活塞桿的一端相連接。二端連接后一起套在曲柄銷上(見圖268)
曲柄軸(圖273)由兩部分組成:帶有曲柄臂和平衡塊的軸以及壓入曲柄臂孔內的曲柄銷。
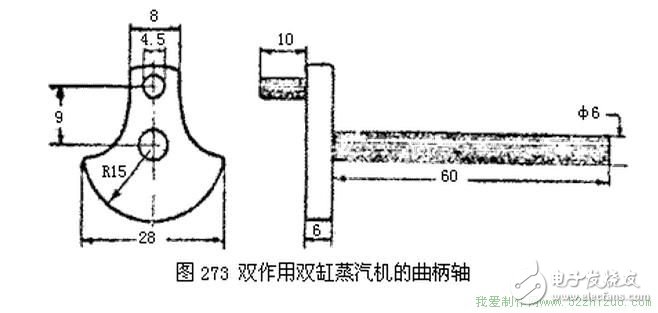
直徑為45--50公厘的飛輪緊緊地套在曲柄軸上,并用螺栓固緊。
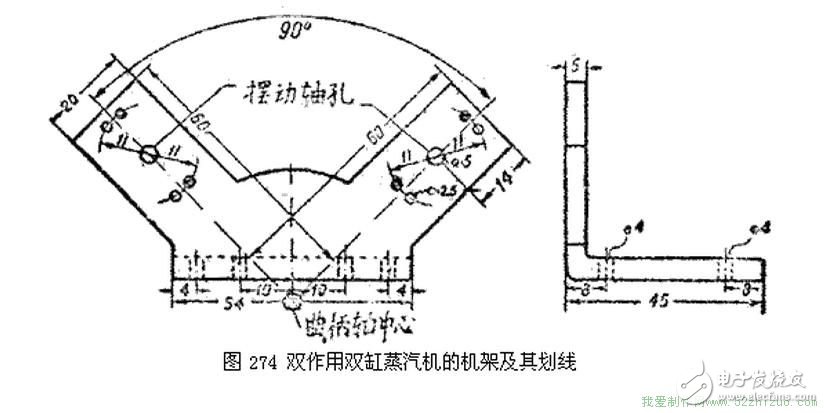
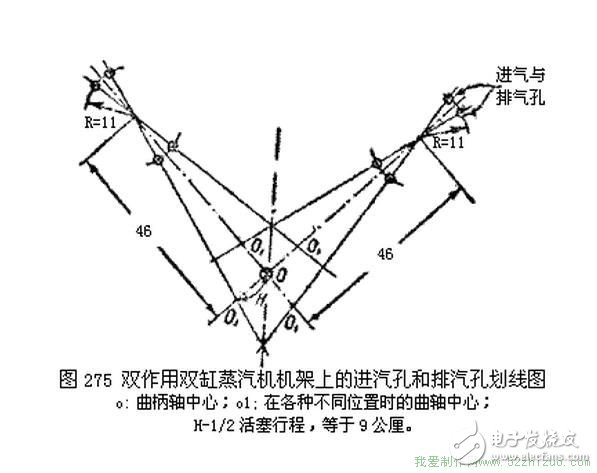
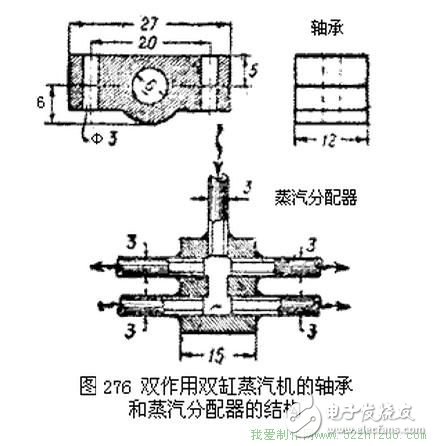
機架用3--4公厘厚的黃銅板切割制成,并彎成直角,如圖274所示,然后將其研磨,并在其上用劃線盤劃出擺動軸的孔。畫出我們所知道的圖(圖 275)以后,根據該圖確定進汽孔和排汽孔的中心,并用沖子沖孔。汽缸上進汽孔和排氣孔的直徑為2.5公厘。這些孔應準確地與機架上的孔重合,在蒸汽導管焊到機架上之前必須進行檢查。在機架的下面部分,為了固緊軸承鉆有4個直徑為4公厘孔及4個同樣直徑的木螺絲孔。圖276上所示的是用青銅或黃銅制作的軸承。制作軸承首先應按其外形鋸出,然后將其鋸成兩部分,而軸承的接觸平面應用銼刀銼平;此后兩部分用螺栓連接,并在其上鉆一個曲柄軸孔。
蒸汽分配器(圖276)用尺寸為15×8×8公厘的黃銅棒制作。在黃銅棒上鉆3個直徑為3公厘的孔,孔內焊入幾根供進入蒸汽用的細黃銅管。
蒸汽機的裝配從機架上安裝軸承和曲柄軸開始。然后在汽缸軸上安裝汽缸并檢查汽缸擺動時是否有間隙。安裝曲柄軸后,檢查軸是否有卡住現象,以及機架上和汽缸上的各孔是否重合。消除各種可能發生的毛病后,將蒸汽導管彎曲,并將蒸汽導管焊在左汽缸的右面兩個孔上(如果從汽缸方面看),和右汽缸的左面兩個孔上(圖274上涂黑的孔)。然后用管子和小開關將蒸汽機和鍋爐連接起來后,就可以開始試運蒸汽機了。為了排出廢汽可在機架的排汽孔上焊接上短的金屬排氣管,把蒸汽機安裝在模型里后,在金屬連接管上套上橡皮管,將排出的蒸汽導至排氣管煙筒。
-
蒸汽機
+關注
關注
0文章
20瀏覽量
4817
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論