 靈活使用觸摸屏和PLC技術 金相切割機控制系統設計
靈活使用觸摸屏和PLC技術 金相切割機控制系統設計
引 言
金相切割機是金相取樣分析過程中的重要設備之一,主要用于金相試樣的截取和各種材料的下料、切口等,廣泛應用于機械、冶金、汽車、航空航天等領域。目前,國內金相試樣切割設備形式多樣,以微處理器為基礎的各種制樣設備代表著金相制備的先進技術,但是自動化程度較低,不能直接對較大零件進行取樣。為了滿足行業的要求,促進金相事業的發展,需要設計高精度、高性能和方便操作的金相切割控制系統。這里根據金相取樣的特殊要求,設計以PLC為核心的控制系統,采用觸摸屏作為人機交互設備,彌補了PLC在人機交互方面的不足,大大減少了輸入/輸出點數,方便操作與維修,為用戶提供了友好的人機界面。
1 工作原理
金相切割機控制系統是金相取樣的專用設備。為了保護金屬試樣的組織結構和特性,對于不同屬性的金屬應采取不同的切割速度和切割模式。在該系統中,設置了三個操作窗口(測試操作、手動操作、自動操作)和一個高級設置窗口,一個切割過程觀察窗口。其中,自動操作包括三種模式:勻速切割、進三退一切割、逐層切割。不同切割模式的用戶可以在觸摸屏的不同窗口設定需要的切割工藝參數,再通過PLC設定與之相應的參數調用控制指令,驅動切割機按照要求對金相試樣進行切割。其中,PLC與變頻器通過串行通信方式對三相異步電機調速,采用USS協議對電機的運行狀態進行控制和監視。
2 控制系統的設計要求及思路
根據金相切割機發展狀況和市場需求,本著提高效率,增強可靠性能,提高性價比的原則,設計的金相切割機應實現以下功能:能夠根據零件尺寸的不同選擇不同的切割方式;在過程控制中,能夠根據不同的切割材料、硬度、尺寸調節切割速度;根據零件寬度或長度,確定砂輪的進刀速度、軸的運動速度和位移量;根據砂輪片磨損情況和零件直徑,確定砂輪切割的快進位置和退刀位置;能自動控制監控切割量、進給速度、主電機轉速等切割參數;人機交流界面便捷、美觀。
為了滿足切割及控制的技術要求,同時也為了提高機械產品的自動化程度,這里著重從PLC控制和觸摸屏設計兩方面對金相試樣切割機進行了研究。
3 硬件系統設計
切割機系統的主要組成見圖1所示的系統整體設計框圖。
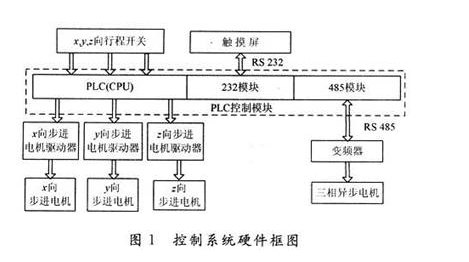
系統的執行部件主要包括一臺三相異步電機和三臺步進電機。三相異步電機采用變頻器進行變頻調速,步進電機由專用的驅動器驅動,控制系統核心PLC控制器發出控制命令信號,使異步電機和步進電機協調運動,完成切割過程。
3.1 主控制系統
PLC是整個控制系統的核心。PLC是專為在工業環境下應用而設計的一種數字運算操作電子裝置,是帶有存儲器、可以編制程序的控制器。它能夠存儲和執行指令,進行邏輯運算、順序控制、定時、計數和算術運算等操作,并通過數字式和模擬式輸入/輸出,控制各種類型的機械和生產過程。它具有體積小,功能強,編程方便,可靠性高,耐惡劣環境能力強等優點,已廣泛應用于工業自動化生產的各個領域。該系統采用OM-RON公司的CP1 H X40DT-D程序一體化PLC。可實現高速計數器4軸、脈沖輸出4軸;通過擴展CPM1A系列的擴展I/O單元。CP1H整體可以達到最大320點的輸入/輸出;通過安裝選件板,可進行RS 232C通信或RS 422A/485通信。
3.2 變頻器調速系統
在進行電機調速時,電機磁通量是需要考慮的一個重要因素,如果磁通量太弱,電機會出現欠磁通,勢必會給電機輸出轉矩帶來很大影響。因為:
Tm=KTφmI2COSψ2 (1)
式中:Tm是電磁轉矩;KT為比例系數;φm是主磁通量;I2是轉子電流;cosψ2是轉子回路的功率因數。
由式(1)可知,電機磁通量的降低直接影響電磁轉矩的減小。因此,在改變電機頻率時,應該對電機電壓進行協調控制,以維持電機磁通的恒定。根據切割機的主電機參數,該系統選用Siemens公司的MM420變頻器,通過設定變頻器輸出功率的變化來控制主電機轉速的變化,兩者之間近似呈線性關系,從而實現了無級調速的目的。PLC為漏型晶體管輸出,與變頻器的通訊采用基于USS協議的串行口RS 485通信方式。這里,為了確保系統安全運行,必須將變頻器接地端可靠接地。
3.3 步進電機驅動系統
步進電機是可以將電脈沖信號轉變為角位移或線位移的電磁機械裝置。給電機加一個脈沖信號,電機按照設定方向轉動一個步距角。電機轉速與輸入脈沖頻率保持同步。該系統中通過控制脈沖個數來控制角位移量,達到定位精確的目的;通過控制脈沖頻率控制電機轉動速度,從而達到調速的目的。x,y,z三向步進電機分別由3個MS-2H090M型步進電機驅動器來驅動,每向步進電機驅動器包括使能輸入端EN,步進脈沖輸入端CP和方向電平信號輸入端DIR。
4 軟件系統設計
4.1 主控制系統軟件程序設計
軟件程序主要完成系統初始化,設定切割參數,啟動切割機控制系統,并將切割參量送往觸摸屏上實時顯示。控制系統主程序流程如圖2所示。
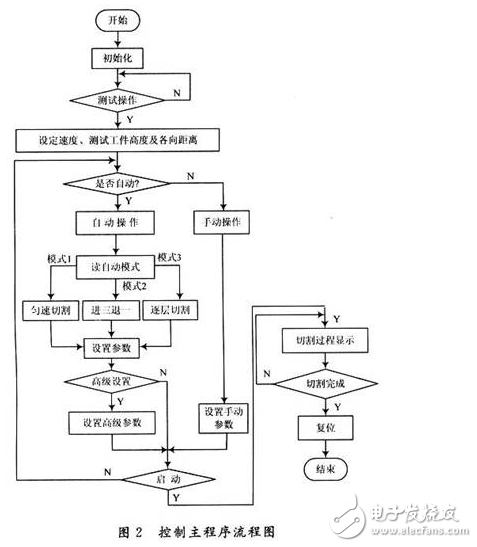
系統初始化主要完成軟件初值、內存、I/O口以及硬件電路狀態的初始化,使PLC及其連接的外圍電路處于準備工作狀態。主要包括PLC內部RAM單元的初始化,觸摸屏上電的初始化,I/O端口方式的初始化等。
在啟動切割之前,需要對相應的切割工藝參數進行正確設置。其中,自動操作包括三種模式(勻速切割、進三退一切割、逐層切割),每種模式根據具體需要還可以設置相應的高級設置選項和加密操作選項,在方便操作的同時增強了安全性。
4.2 觸摸屏人機界面程序設計
輸入和顯示系統是控制系統的重要組成部分,是實現操作人員與機器設備之間雙向溝通的橋梁。切割機控制系統選用深圳人機電子有限公司的eViewMT508S觸摸屏作為人機交互界面,主要完成對切割各個參數的設置和實時顯示等功能。 PLC與觸摸屏的通信采用基于Hostlink協議的串行口RS 232通信方式傳達用戶指令,根據需要設定系統的運行狀態。
MT500系列觸摸屏是專門面向PLC應用的,具有32位RISC處理器和256色顯示方式,可同時彈出6個窗口。它功能非常強大,用戶可以自由組合文字、按鈕、圖形、數字等,以處理或監控管理以及應付隨時可能變化信息的多功能顯示屏幕;它擁有和Windows 95/98系列一樣的任務欄和快選窗口工作按鈕,可實現窗口的快速切換,使用方便,非常適合現代工業的需要。
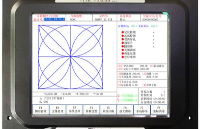
該系統觸摸屏界面的開發,使用了專用組態工具EasyBuilder500。開發的各界面如圖3所示。當系統上電后,觸摸屏啟動初始化界面,點擊“進入”按鈕,輸入密碼,驗證正確后即可選擇下方三種操作。圖4~圖6分別為三種操作界面的示意圖。
高級設置和加密操作是為一些需要保密的參數設定的,觸擊“高級設置”按鈕,只有當輸入的密碼完全正確時,才可以進入高級設置界面進行保密參數的設定;當所有參數設置完成后,點擊“啟動”按鈕,開始自動切割,同時進入切割過程觀察窗口,用條形棒圖準確清晰地再現了切割過程,箭頭標示出了工進切割位置,如圖7 所示。
結 語
根據金相切割機的控制要求,采用PLC作為控制系統核心,觸摸屏作為人機交互界面,研制出多模式下對不同屬性金屬切割的控制系統。顯著特點主要有:選用 PLC模塊化設計,編程方便,可靠性高,豐富的I/O口解決了多路輸入/輸出的難題;觸摸屏的應用不僅大大節省了空間,還為用戶提供了便捷、直觀、友好的人機交互界面;采用USS協議控制變頻器,實現了系統的自適應調節。經現場實際測驗,此切割機控制系統運行性能穩定,實用性強,可靠性高,有較高的性價比,控制精度已經達到用戶要求。
-
plc
+關注
關注
5008文章
13151瀏覽量
462088 -
觸摸屏
+關注
關注
42文章
2290瀏覽量
115998 -
切割機
+關注
關注
4文章
294瀏覽量
18614
發布評論請先 登錄
相關推薦
基于USS協議的金相切割機通信系統研究
PLC和觸摸屏組合控制系統的應用
PLC攜手觸摸屏控制系統的應用

新款金相切割機堪稱專切細小而精密試樣的神器
MetLab系列金相切割機是理想的金相切割設備
金相切割機是金屬材料實驗室不可缺少的一部分
金相切割液很重要,它的使用和維護是怎樣的
MetLab進口手動砂輪金相切割機,性價比的首選
性能優越的一款與眾不同的金相切割機
Brillant 210A自動精密金相切割機的性能介紹
數控切割機控制系統功能及界面設計分析





 工商網監
工商網監
評論