 運用嵌入式運動控制器的基礎對數控銑床的研究
運用嵌入式運動控制器的基礎對數控銑床的研究
引言
數控機床可以實現加工的自動化,比傳統機床提高了生產效率,而且加工零件的精度高,尺寸分散度小。我國有廣闊的機床數控化改造的市場。本文將通用嵌入式運動控制器用于一臺立式銑床X8126 的數控改造試驗。改造中保留了原有的主軸系統和冷卻系統,用步進電機驅動系統對銑床進行X、Y、Z 三軸數控改造。此次改造后步進距離是0.001mm/脈沖。
1 數控基本原理
1.1 數控系統的工作過程
(1) 把零件加工程序、控制參數和補償數據等輸入給數控系統。
(2) 加工程序譯碼與數據處理。
(3) 插補。運動軌跡是多軸協調運動的結果,為了實現期望的軌跡,必須控制相關軸的運動。直接的方法是把各軸的每一步運動情況事先確定好,存入計算機的存儲器,再現軌跡時,根據存儲的數據來控制各軸。但是這意味著要存儲大量數據,在實際應用中不現實。實際上,輪廓或運動軌跡一般由直線、圓弧組成,對于一些非圓曲線輪廓則用直線或圓弧去逼近。可以根據一些少量的基本數據(起點和終點即可唯一確定一條直線,圓弧只需要給定起點、終點、半徑及方向即可確定),通過計算,將工件的輪廓或運動軌跡描述出來,邊計算邊根據計算結果向各坐標發出進給指令。這就是插補(Interpolating)的基本思想,即插補計算就是數控系統根據給定的曲線類型(如直線、圓弧或高次曲線)、起點、終點以及速度,在起點和終點之間進行數據點的密化。當然,單軸運動就不存在插補問題。
數控系統的插補功能主要由軟件來實現,主要有兩類插補算法。一種是脈沖增量插補,它的特點是每次插補運算結束產生一個進給脈沖;另一種是數字增量插補,它的特點是插補運算在每個插補周期進行一次,根據指令進給速度計算出一個微小的直線數據段。MCX314A 芯片內部含有高速高精度的直線和圓弧插補功能。
(4) 伺服控制。將計算機送出的位置進給脈沖或進給速度指令,經變換和放大后轉化為伺服電機(步進電機或交、直流伺服電機)的轉動,從而帶動工作臺移動。
(5) 刀具補償。在輪廓加工中,當采用不同尺寸的刀具加工同一輪廓工件,或同一名義的刀具因磨損而因此尺寸變化時,為了保證控制精度和編程方便,數控系統通常應有刀具補償功能。
1.2 數控加工程序
符合 ISO-840 國際標準的NC 指令代碼編程是一種較通用的數控編程方法。常用的指令有準備功能G 代碼、輔助功能M 代碼、主軸速度S 代碼、刀具T 代碼等。數控程序就是由這些功能代碼和數據構成。如N0666 G01X20 Y20 F 300 表示直線插補,XY 同時進給到目標點(20,20),速度300mm/min。
Pro/Engineer、北航海爾CAXA 等CAD/CAM 軟件能夠依據零件CAD 輪廓生成相應的加工軌跡,生成數控代碼程序。
2 硬件組成
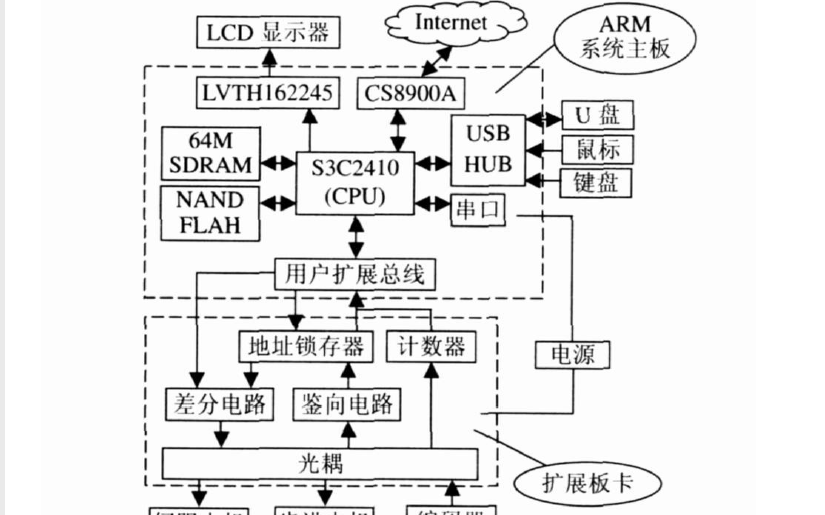
如圖 1 所示,基于ARM 和MCX314A 的運動控制器是系統的控制核心。圖2 是接口板和驅動器的接口圖。MCX314A 輸出的脈沖/方向信號經接口板(26AMLS31 變成差動信號)與驅動器對應的脈沖/方向端子相連。各軸限位開關信號和原點信號、急停信號經接口板光電隔離后連接MCX314A 的nLMTP、nLMTM、Xin0 和EMGN 引腳。
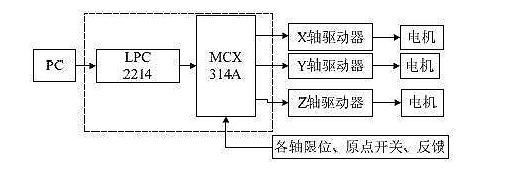
圖 1 改造后的銑床數控結構圖
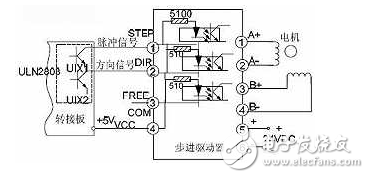
圖 2 轉接板和步進驅動器的連接圖
PC 機通過串口與LPC2214 相連,作為數控加工程序的編程人機界面;在數控加工時,LPC2214 將MCX314A 各軸的邏輯位置和狀態反饋給PC。不過,PC 將數控加工程序下載給運動控制器后,可以脫開,運動控制器具備獨立運行能力。
3 軟件設計
利用PC 的良好人機界面和數據處理能力,PC 用作數控編程的人機界面,對數控程序進行語法檢查,對數控程序進行預處理。PC 預處理后,將數控程序下載給運動控制器,LPC2214 將數控加工程序存入Flash 中。數控加工時,LPC2214 從Flash 中讀出加工代碼,進行數控加工程序的譯碼,譯碼完成后調用API 函數,實現數控功能。
上位 PC 作為數控系統的人機交互界面,完成數控代碼編輯(或接收CAD/CAM 軟件生成的加工程序)、語法檢查、代碼預處理功能,并能和運動控制器進行通信,將處理后的數控代碼參數上載到控制器,并能接收到控制器的(邏輯)位置反饋和驅動狀態信息,實現對整個系統的監控。上位PC 的程序用Visual Basic 開發完成。
在已經奠定了運動控制器的軟、硬件基礎平臺后,實現數控應用的關鍵點在于把數控代碼轉換成對API 函數的調用,核心內容是進行數控加工程序的譯碼。
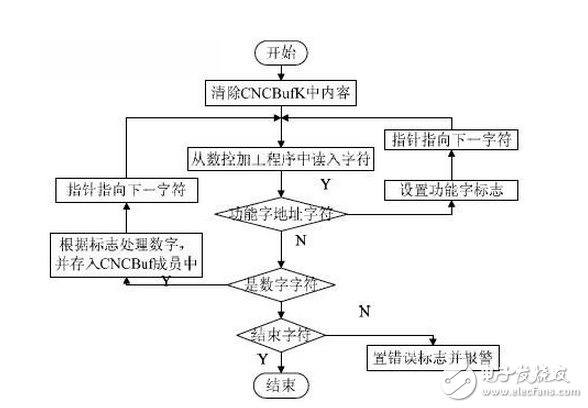
圖 3 數控加工程序譯碼流程
(1) 數控加工程序的譯碼。
定義一個數據結構體 CNCcode Buf,將一個數控代碼行的譯碼結果存入其中。將G 代碼和M 代碼分為GA~GF、MX~MY 組別,以節省存儲空間,提高譯碼效率。譯碼流程見圖3。
struct CNCcodeBuf
{
short N;//存儲數控代碼N 后的編號
int X,Y,Z;//存儲X、Y、Z 代碼后的數值
int I,J,K;//存儲I、J、K 代碼后的數值
int F;//存儲F 代碼后的數值
int S;//存儲S 代碼后的數值
short T;//存儲T 代碼后的數值
unsigned char GA,GB,GC,GD,GE,GF;//存儲分組后G 代碼的序號
unsigned char MX,MY,MZ;//存儲分組后M 代碼的序號
}CNCBuf;
一行代碼譯碼完成后,代碼數據存儲于變量CNCBuf 中,然后需要作的事是將其變換為對API 函數的調用。方法是從變量CNCBuf 的成員中讀取G、M 代碼功能號,根據功能號對應的API 函數要求逐一完成API 調用的入口參數設置。
(2) 通信。上位PC 將預處理后的數控代碼程序加幀頭“0xAA55
AA”和幀尾“0x55AA55”后以RS232 方式下載到運動控制器中。通信格式設為:“38400,E,8,1”。
4 試驗實例
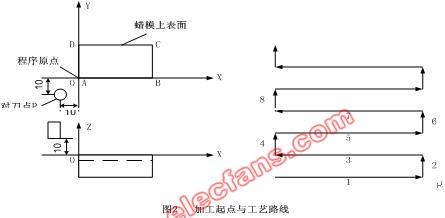
為了試驗數控代碼的運行效果,用北航海爾的CAXA 軟件設計一個“TEST”字符串的加工輪廓(CAXA 軟件自動刀具補償),生成數控G 代碼PC 對G 代碼預處理后下載到運動控制器中運行。記錄筆記錄的加工軌跡符合設計的預期輪廓。
N10G90G54G00Z60.000
N12S1000M03
N14X-24.992Y-8.481Z60.000
N16Z50.000
N18Z10.000
N20G01Z0.000F100
N22X-24.588Y-8.455F800
N24X-24.342Y-8.402
N26X-24.188Y-8.335
N28X-24.092Y-8.264
。..。..
N890G02X21.410Y-8.481I0.927J-0.376
N892G01Z50.000F800
N894G00Z60.000
N896M05
N898M30
本文將所設計出的運動控制器應用于經濟型數控銑床的改造中,研究了應用方法,關鍵在于將數控代碼轉換成對MCX314A 的命令封裝了的API 函數,充分利用MCX314A 自帶的插補功能。
-
運動控制器
+關注
關注
2文章
393瀏覽量
24655 -
數控銑床
+關注
關注
0文章
31瀏覽量
7727 -
MCX314As
+關注
關注
0文章
3瀏覽量
8277
發布評論請先 登錄
相關推薦
深圳主軸在數控銑床上的作用 數控銑床主軸
數控銑床光電跟蹤伺服系統仿真及優化研究
數控銑床加工實驗
數控銑床的操作與加工實驗
數控銑床基本操作
數控銑床的切削控制機理
基于ARM9的數控銑床系統設計方案







 工商網監
工商網監
評論