 關于燒結自動配料中集散控制系統的應用
關于燒結自動配料中集散控制系統的應用
1、萊鋼燒結機配料工藝設備概況
燒結配料工序是將生產燒結礦所需的混勻鐵礦粉、燃料(焦粉)、溶劑(石灰石、白云石、生石灰)及冷、熱返礦,按照高爐冶煉要求及各種料的化學成分進行配料計算,確定各種料的配料比例,通過重量檢測及控制給料設備,實現配料。萊鋼燒結機配料室共17個使用的料倉,詳情見下表:

2、設計方案的特點
針對傳統燒結配料自動控制系統存在的問題,深入分析現場工藝及管理狀況,結合最新測控實用先進技術,設計方案特點如下:
2.1 系統采用基于現場儀表通訊的集散控制方式
本設計將皮帶秤、沖板流量計、雷達物位計、人工智能調節器等通過具備現場通信功能的宇電智能儀表與上位機通訊連接,組成基于現場通訊的集散控制系統。
該現場儀表通訊采用的是基于主從協議原理的HART通信協議。其特點為通訊只有讀寫兩條指令,上位機軟件編寫容易,并可用PC機作上位機,應用其軟件資源豐富,發展極快的優勢。與模擬傳輸相比,具有易于調試維護和更高精度的優點。
該系統具有以下優點:
(1)可靠性高。
采用光電隔離技術將通訊接口與儀表其他部分線路隔離。當通訊接口或線路發生故障時,皮帶秤、調節器仍能正常工作。由于采用低電平數字信號且相位連續平均值為零,抗干擾能力強。接線簡單、維護方便,數據傳輸準確。單機間檢測控制設備之間故障不蔓延,上下位機之間故障不擴散,故障對整個系統的影響減至最小,大大提高系統的可靠性。手、自動轉換方式靈活多樣。既可在上位機,也可在基本調節器,還可在變頻器及操作箱上轉換,解決了故障時應急慢的問題。
(2)上位機數據處理能力強,監控程序功能更豐富。
由于以通訊方式采集數據,同時單機的部分統計數據由下位機完成,使得上位機主要進行系統數據的處理,可騰出更多的時間和內存處理功能更豐富的應用程序。
(3)投資省。
上位機不用模擬量輸入輸出模塊及相應盤柜,也免去了熱備上位機。同時,增加單機時無須再添公共部分硬件,節省系統擴充費。另外,節省信號電纜及安裝調試費。還對使用和維護人員素質要求低,節省培訓費。
2.2 硬件設備先進實用,維護工作量小
(1) 針對一般皮帶秤維護工作量大,抗干擾能力差的問題,選用秤架免維護、稱重毫伏信號現場數字化和變為4-20mA信號的皮帶秤。
(2) 選用先進實用沖板秤檢測白灰、熱返礦流量
白灰、熱返礦流量的連續檢測是燒結配料的一大難題。 過去,一般用螺旋秤檢測白灰,兩臺皮帶秤或核子秤檢測一個熱返礦下料點,均工作不穩定、維護工作量大、精度低、投資高。本設計選用先進實用的沖板秤檢測。其差動放大器用高精度稱重傳感器代替,既提高了穩定性及檢測精度,又降低了維修工作量和技術要求。同時,使用陶瓷耐磨沖板,解決了鋼沖板壽命短的問題。另外,其流量信號用皮帶秤稱重模塊處理,解決了與上位機匹配問題。
(3) 基本控制器選用先進的人工智能調節器
能否實現高精度自動調節,正確選擇調節器是關鍵。本設計選用廈門宇電AI-808型具備現場通訊功能采用模糊規則進行PID調節的人工智能調節器。與一般調節器相比,它能在降低超調的同時又提高響應速度。在誤差大時,運用模糊算法進行調節,以徹底消除PID飽和積分現象;當誤差趨小時,采用改進后的PID算法進行調節。具備自動學習系統特性及給定值和測量值的改變分別處理的功能。具有多種設定方式,既可直接在其面板按鍵上手動數字設定,還可在其外給定端子上模擬量設定。為防止異常超調,還具有控制量上、下限預設定功能 。同時調試簡單,對正常生產影響小。結構型式為熱拔插式,更換方便快捷。
(4)選用先進的雷達物位計檢測白灰、熱返礦倉料位
白灰、熱返礦倉料位傳統檢測方式為稱重式、重錘式、手工探尺,均維護難及維修工作量大、不可靠。我們選用準確、可靠、免維護的雷達物位計檢測。
2.3 應用程序功能新穎、實用、豐富
應用程序采用可視化性能良好的VB6.0編寫。與一般配料監控程序相比,本系統監控程序功能更新穎、實用、豐富,且人機對話能力強,突出表現為:
(1)報警方式采用超差反時限語音報警
傳統報警大多為瞬時量或長期連續累積量聲光報警。由于給料方式的限制(下料不均) 瞬時量報警要么頻繁誤報警(來不及處理就恢復了);要么超差不報警(偏差大)而漏報警。連續累積量報警,也因累積時間過短或過長而誤報及漏報。同時,確認報警對象時還要與顯示器畫面配合。我們采用超差反時限報警。即以一定累積量(絕對誤差)及時間間隔(最短處理時間)為報警條件,瞬時量誤差連續累積并以通訊方式傳至上位機,其累積量在單位時間內越大,則報警時限越短,反之,報警時限越長。同時,瞬時量偏差過大時直接報警。這樣既不誤報也不漏報。另外,采用語音廣播系統,自動直接報出報警對象并提示原因和處理措施。既縮短了報警確認及處理時間,也不需要操作人員盯著畫面,減輕了其疲勞程度。
(2)解決了料批控制難題
傳統模擬集中控制系統要實現變料料批控制,上位機與調節器之間為模擬量設定,硬件結構復雜。我們采用在上位機預設定變料值后,以現場通訊方式改變調節器設定值,按料頭料尾對齊的原則自動發送,變料時間短,最長時僅90秒(僅由混合料皮帶機速度及料倉間距決定),調節器不超調,減少了因變料波動帶來的惡性變料及生產不穩問題。在緩料停機時也不需與電氣聯鎖。
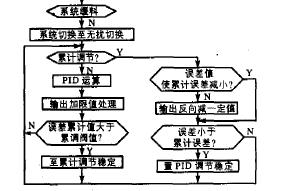
(3)宇電AI-808真正實現手、自動無擾動快速切換
傳統手、自動無擾動快速切換是指切換瞬間手﹑自動瞬時輸出值相等。而在配料自動調節中,手、自動無擾動快速切換要求的是切換前后控制量或被控量平均值相等,這就必須先計算切換前控制量或被控量平均值,然后再切換,才能達到對工藝的影響最小,真正實現手、自動無擾動切換。顯然,傳統意義上的瞬時量手、自動無擾動快速切換不適用于此。因此,我們利用現場通訊在手動向自動切換時,先在上位機跟蹤計算出當時每分鐘被控量平均值;將此值作為自動初始時的給定值;在自動向手動切換時,先在上位機跟蹤計算出當時每分鐘控制量平均值,將此值作為手動初始時的控制值。再將它們設定到人工智能調節器上,最后進行平均值的手、自動無擾動快速切換。實現了一次轉換成功,解決了以往手﹑自動切換時,須進行多次修改控制量或設定值,仍很難達到切換要求值,造成生產波動及延長達到穩定時間的問題。
自動修正各秤校零、校秤后對應調節器的原設定值
根據校零、校秤前后零點變化量及精確度變化,自動計算出與原設定值對應的新設定值,確保新設定值與原設定值實物量相等,避免了因校零、校秤帶來的附加誤差,保持了生產的連續性。而一般配料系統無此功能。
實現了超差、換倉、斷、變、緩料自動記錄及按時間查詢,解決了配料工序實時監督工藝紀律的難題。
當發生以上報警時,顯示器自動彈出具有報警對象、報警原因、處理方法、值班人等內容的對話框,值班人逐項進行確認。明確了責任,強化了操作人員的自律意識,為正確分析波動原因打下了基礎,有利于工藝技術水平穩定提高。
歷史趨勢圖縱坐標分兩個比例段,確保了大小流量在同一畫面均清晰分辨瞬時量變化趨勢。
在上位機顯示器集中查看、修改各秤參數,校秤方便。
料倉料位虛擬指示初始料量減下料量為剩余量,無須料位計也可較準確指示料位。
以數據打包方式無誤差遠傳配料信息,并可異地查詢,實現了配料信息共享,提高了工藝管理水平。
配比設置靈活多樣。既可按工藝配料計算公式,輸入有關成份及總量后,自動計算設定量,也可手工計算后逐個輸入設定值;既可在上位機上按料批控制要求統一預設定,也可在各基本調節器上分別設定。
單機歷史統計數據存放在其相應模塊中,節省上位機時間及內存,系統擴充余地增大。
計量單位可在t/h及kg/m之間點擊互換,方便現場驗證。
顯示畫面設有幫助菜單, 方便操作及維修人員學習掌握。
3、效果
經兩年來的運行實踐表明,系統工作穩定可靠,減輕了操作及維修人員的勞動強度。由于自動檢測調節,大大減少了人工跑盤稱料,可以騰出更多的時間巡檢,及時發現處理隱患,進而減少了突發性事故及其處理工作量。同時,報警準確及時,也減少了干擾和處理故障的工作量。特別是變料及手、自動轉換一次到位,既增強了控制實時性,提高了控制精確度,又減輕了反復稱料的勞動強度。人機界面直觀,功能操作簡單,還設有幫助菜單,方便易學。監控程序人機對話能力強,方便工藝管理,提高了操作人員的責任心,減少了異常波動,促進了生產指標的提升。
該系統實現了在圓盤給料方式下,控制穩定性連續可調及每分鐘累積量控制精確度為±1.5%。滿足了變、緩料,手、自動切換,校秤前后平穩過渡及配料信息準確及時遠傳的工藝要求。應用程序功能集測、控、管于一體,達到了性能投資比高的目標。
4、存在的問題及改進措施
1、通信速度慢。進一步完善下位機功能,使上位機所取數據盡可能在下位機已統計好并存放在指定存儲單元。同時,采用數據壓縮技術,減少數據傳輸量經縮短通信時間。另外,提高通信波特率。
2、給料設備下料不均勻。進一步改給料方式,將圓盤給料全部改為寬皮帶拖料。
3、實物校驗困難。在皮帶機落料點處增設移動料斗秤,隨時實物校秤。
4、儀控與電控分離。將儀控與電控結合,采用AI-301M型開關量輸入/輸出模塊,實現系統全自動及配料信息入生產管理信息網。
-
調節器
+關注
關注
5文章
832瀏覽量
46367 -
上位機
+關注
關注
27文章
930瀏覽量
54732 -
集散控制系統
+關注
關注
1文章
25瀏覽量
11024
發布評論請先 登錄
相關推薦







 工商網監
工商網監
評論