 關于拉絲機中四方與東元變頻器的聯動應用設計
關于拉絲機中四方與東元變頻器的聯動應用設計
一、拉絲機原理:
拉絲機也被叫做拔絲機、拉線機英文名稱為drawing machine, 是在工業應用中使用很廣泛的機械設備,廣泛應用于機械制造,五金加工,石油化工,塑料,竹木制品,電線電纜等行業。 拉絲機按其用途可分為金屬拉絲機(用于標準件等金屬制品生產預加工),塑料拉絲機(用于塑料制品行業中以滌綸、尼龍、聚乙烯、聚丙烯、聚酯切片等為原料生產各種空心、實心園絲或扁絲進行深加工的專用成套設備),竹木拉絲機(用于竹木制品行業中制作筷子,牙簽,燒烤棒等拉出竹絲,木絲進行再加工的專用設備)等。
拉絲機由拉絲部和卷取部構成,拉絲部由拉絲輪和模具固定架、模具組成,線材穿過模具后,在拉絲輪上繞卷,當拉絲輪和卷取輪運轉時,卷取輪運轉提供線材的牽引張力,在牽引張力作用下,線材通過拉絲輪卷繞使線材通過拉絲模具,使線材不斷從粗到細,從而得到不同線規的線材。在生產過程中,桿材不規則地出現質量缺陷,這就使單絲在拉絲變形中被各種無法預測的張力拉斷。此情況在桿材好時較少出現。解決方法:根據不同的桿材選取不同的配模方案,在生產中不斷摸索。例如在生產上引法生產的銅桿時,拉2.53mm的單絲需要8道拉絲模,而生產同樣外徑的單絲,若用軋桿時,則要根據要求在配模時多加一塊過橋模;在生產前,要對欲生產的銅桿做充分的自檢,及時發現銅桿的質量缺陷,根據不同情況及時找到相應對策,或降低拉絲速度,或將此段有缺陷的剔除。生產中不斷地觀察拉絲的退火電流是否正常,尤其在剛剛啟動的時候,特別要注意退火電流的變化,要根據線速的變化來調節退火電流的大小,進而使退火電流慢慢地隨著線速的增加而變大,保證設備的正常運行。相信只要在實際生產中著重對以上幾點進行控制,銅拉絲產品的質量和生產效率都會有不同程度的提高,才能更好、更快的為下道工序生產提供強有力的生產保障。拉絲機對變頻器的要求:(1)要求變頻器0.5HZ時高達150%的啟動轉矩。(2)要求能實現多臺的比例聯運控制,隨著負載和電壓的變動時能自動調節輸出頻率實現轉速不變。(3)要有RS485通訊功能和PLC、PC機實現通訊控制。(4)采用共直流母線方式控制,節電效果好。針對無錫新區客戶,我們推薦使用四方拉絲機專用變頻器。分析如下:
客戶原有控制方案使用東元做主拉變頻器,通過PID控制板實現張力閉環控制。客戶反映,由于PID反饋控制板的參數調試困難比較大,維護不方便,使用過程中,由于PID板電子器件的寄生參數變化經常導致產品的性能不穩定,需要工程師及時跟進維護,運行中擺動幅度較大,影響產品品質。四方拉絲機專用變頻器的參數調節簡單,穩定度比PID控制板優化,參數的可拷貝功能,減免了調節參數的繁瑣過程。
二、產品功能特點:
變頻器的英文譯名是VFD(Variable-frequency Drive),這可能是現代科技由中文反向譯為英文的為數不多實例之一。(但VFD也可解釋為Vacuum fluorescent display,真空熒光管,故這種譯法并不常用)。變頻器是應用變頻技術與微電子技術,通過改變電機工作電源的頻率和幅度的方式來控制交流電動機的電力傳動元件。變頻器在中、韓等亞洲地區受日本廠商影響而曾被稱作VVVF(Variable Voltage Variable Frequency Inverter)。
E380是四方電氣于2007年年初推出的集成型變頻器,在E350系列的基礎上,改進了硬件和軟件設計,集成了多種專用功能,針對拉絲行業,E380改進了PID設計,通過參考主機頻率的前饋PID設計,達到張力的平衡,為實現主機和卷繞的穩定同步。此外如主機為E380系列,則可通過 RS485通信功能聯動,實現加工產品的高性能。
E380系列拉絲專用軟件模塊特點:
1:前饋PID功能控制,節省PID控制板。
2:自適應PID參數調整,變頻器自優化PID調節性能。
3:簡單易懂的拉絲專用參數組,大大減少客戶調試時間和難度。
4:轉速檢測和顯示,線長計長設定和檢測,顯示功能,節省客戶轉速顯示表,計5:米表等設備成本。
5:多種斷線檢測和報警方式,避免出現意外情況下的事態擴大。
6:RS485聯動控制,且可隨意調節的聯動比例,增加了聯動信號的精度,更易于實現張力桿的穩定控制。
7:軟件的模塊化設計,可切換到通用模式。
三、系統概述:
伸線動力: 東元7200MA-4T0037變頻器
收卷動力: 四方E380-4T0022拉絲專用變頻器
進線徑: ф0.5
出線徑: ф0.06
張力反饋方式: 360度高精度旋轉電位計,重力式擺桿反饋。
模數:22
四、拉絲伸線機系統實現:
1、外圍器件功能說明:
R1 拉絲機主拉調節電位機
R2 反饋桿高精度旋轉電位計
R3 從機外接制動電阻
S1 主機啟動常開自鎖按鈕
S2 主機停機常閉自鎖按鈕
S3 主機點動腳踏點動開關
S4 主機以及從機故障復位非自鎖開關
S5 斷線檢測接近開關
M1 抱閘信號控制繼電器
M2 排線機啟動信號控制接觸器
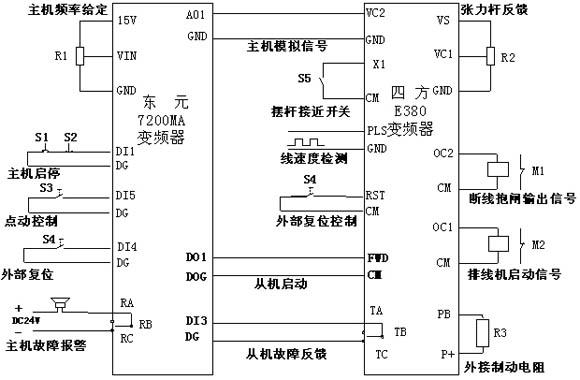
2、主機接線功能說明:
15V VIN GND 主機頻率給定
DI1 DG 主機正轉-停機指令
DI3 DG 從機故障反饋信號
DI5 DG 主機點動指令
DI4 DG 主機,從機外部復位
RA RB RC 主機故障輸出報警
AO1 GND 主機頻率類比信號輸出
DO1 DOG 主機頻率到達信號
3、從機接線功能說明:
VC2 GND 主機聯動頻率信號
PLS CM 測速轉盤脈沖信號
X1 CM 斷線檢測信號
RST CM 從機外部復位信號
FWD CM 從機正轉啟動信號
TA TB TC 從機故障反饋信號
VS VC1 GND 反饋模擬輸入信號
OC2 CM 斷線抱閘輸出信號
OC1 CM 排線機啟動信號
PB P+ 從機外接制動電阻
五、控制功能注意事項:
1:主機點動信號與主機控制從機啟動
為了確保主機的點動獨立,從機的啟動在主機啟動后執行,方案中使用主機的集電極輸出作為控制從機的啟動信號,需要設定主機的點動頻率低于DO1的頻率檢出對應頻率。
2:主機與從機的故障復位
在運行中,如從機出現故障,通過主機的DI3端口檢測,使主機做出對應的處理,當故障排除后,可通過S4開關進行手動復位,S4的復位是同時對主機和從機進行復位。
3:主機和從機的同步控制
主拉變頻器輸出頻率決定了整個拉絲機械的工作效率,同時也為卷繞機的PID環節提供前饋頻率信號,從而使卷繞變頻器的PID功能輸出穩定,保證擺桿的穩定運行。主機通過類比輸出AO1,輸入到從機VC2模擬信號輸入端。
4:張力桿反饋調節
張力反饋電位計R2為360度的高精度電位計,通過E380監控參數監測,當擺桿位置最低時,對應反饋D-9的值為0。當擺桿位置最高時,對應反饋D-9的值為100,同時保證在平衡點反饋值與設定值一致,可以通過調節對應模擬輸入通道的特性實現。
5:斷線檢測功能
使用X1端子作為變頻器斷線檢測接近開關,通過參數調節,當擺桿在低位時,通過設定的延遲時間,對斷線故障進行判斷,從而及時停止從機的運行。同時輸出電動機抱閘信號。使主機和從機停止運行。變頻器輸出故障FU.24,在設定時間內,可將FU.24自動復位。
6:線速度檢測
卷繞機的線速度檢測通過滑動導輪的接近開關實現,通過檢測接近開關信號的頻率,可以實現卷繞機線速度的檢測,從而實現計米功能和自動計長功能。現有控制方式中,導輪每轉動一圈,接近開關輸出一開關信號。絲線最大線速度需要根據導輪的半徑具體計算。
F8.9=2*(3.14)*R*[(F2.7)*1000]
(其中R為導輪的半徑,單位為m,F8.9的單位為m/S)。
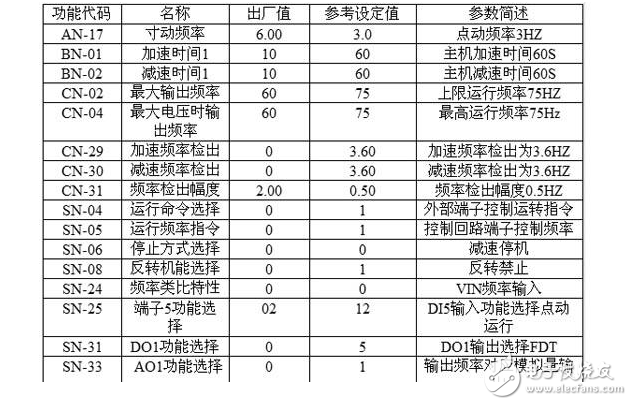
附錄1:東元變頻器主機主要參數表:
主機參數參考表及簡單說明:
附錄2:四方變頻器從機對應參數表:
從機參數參考表及簡單說明:

六、調試注意事項說明:
1:擺桿反饋位置調試
四方變頻器啟動過程不需要人為參與,因此,必須保證幾個先決條件:(1)、啟動初始時,擺桿位置反饋值處于最小。(2)、啟動過程完成后,擺桿的平衡穩定點處于反饋中間位置。可以通過監測參數D-9,調節參數F2.2,F2.3實現(即保證擺桿最低位置D-9=0,擺桿最高位置D-9=100,擺桿平衡位置D-9=50)。
2:啟動停機過程調試
四方變頻器使用獨特的啟動算法,最大限度保持卷繞機擺桿啟動過程的平穩,實現啟停不斷線。影響起停的關鍵的參數有:
(1)、主機的加減速時間。主機加減速時間越長,啟停穩定度越高,一般推薦使用50S以上。
(2)、從機的加減速時間。從機加減速時間有加減速時間1,加減速時間4,其中加減速時間1為變頻器的輸出頻率加減速,加減速時間4為前饋PID 的PID環輸出加減速時間。為了保證變頻器啟動停機以及平穩運行時的快速響應,在保證變頻器無故障輸出時,應該盡量減少此兩個加減速時間。
(3)啟動平滑時間。平滑時間是指啟動過程中擺桿被拉起的時間,時間越長,擺桿啟動平穩度越好,時間越短,擺桿啟動越快,需要折中選擇。
(4)機械傳動比。四方變頻器具有自動識別機械傳動比功能,在第一次使用時,如果沒有正確設置機械傳動比,則可能出現啟停不穩定的情況。可以通過人為調節正確的機械傳動比實現啟動停機穩定,也可以通過第一次啟動,使變頻器自動識別,在第二次及以后的啟動過程,均可以保證變頻器正常啟停。
3:擺桿平穩度調試
擺桿的平穩度是檢驗變頻器性能的標準,四方變頻器使用的是前饋PID功能算法,最大限度保證了擺桿平穩運行。四方變頻器可以選擇單一參數組,也可以選擇根據運行頻率實際自動調節PID參數組。以下論述PID參數組基本調試方法:
(1)、比例增益。比例增益影響PID環節的快速響應。當擺桿在啟停或者穩定運行時出現較大超調時,可適當增加此參數值。
(2)、積分時間。積分時間常數使保證PID環節穩定的關鍵參數,增加積分時間,可以減少在穩定運行時的擺桿振幅。過大的積分時間常數容易形成擺桿的大幅超調。
(3)、微分時間。微分時間常數可使PID環節做出預先判斷,抑制擺桿超調,但是此參數值設置過大,容易出現振蕩。
七、拉絲專用監控參數及說明:
d-0: 變頻器輸出頻率
d-6: 前饋疊加頻率
d-8: 擺桿位置設定值
d-9: 擺桿位置反饋值
d-10: 從機運行線速度
d-11: 累計卷繞線長
d-20: 卷徑當前值
d-21: PID環輸出頻率
d-22: 自適應同步增益。
-
變頻器
+關注
關注
251文章
6510瀏覽量
144298 -
PID
+關注
關注
35文章
1471瀏覽量
85307 -
拉絲機
+關注
關注
0文章
19瀏覽量
7983
發布評論請先 登錄
相關推薦
直線式拉絲機的PLC控制
FX2NPLC和變頻器F930通訊控制的程序(有注解拉絲機程)
雙變頻拉絲機專用變頻器說明書
SVF3000變頻器在拉絲機雙變頻控制系統應用分析
雙變頻拉絲機系統方案及調試的詳細說明
變頻器在直進式拉絲機的應用
拉絲機及雙變頻拉絲機工藝介紹
變頻器在滑輪式拉絲機的應用過程和效果


變頻器在拉絲機上的應用原理
變頻器在拉絲機中的應用方案





 工商網監
工商網監
評論