 采用變頻器實現皮帶稱重給料系統的設計
采用變頻器實現皮帶稱重給料系統的設計
1 工作原理與應用
封閉式稱重給料機經常用于電力或其它行業鍋爐用煤以及固體物料上料的計量給料。給料過程為皮帶連續給料。
給料機工作原理膠帶/螺旋給料機把經過的物料通過稱重橋架進行檢測重量,以確定膠帶上的物料重量,裝在尾部的數字式測速傳感器,連續測量給料機的運行速度,該速度傳感器的脈沖輸出正比于給料機的速度,速度信號和重量信號一起送入給料機控制器,控制器中的微處理器進行處理,產生并顯示累計量/瞬時流量。該流量與設定流量進行比較,由控制儀表輸出信號控制變頻器改變給料機的驅動速度,使給料機上的物料流量發生變化,接近并保持在所設定的給料流量,從而實現定量給料的要求。 給料機將來自于給料倉或其它給料設備的物料輸送并通過稱重橋架進行重量檢測;同時裝于尾輪的測速傳感器對皮帶進行速度檢測;被檢測的重量信號及速度信號一同送入6150B積算器進行微積分處理并顯示以t/h為單位的瞬時流量及噸為單位的累計量。
其內部調節器將實測的瞬時流量信號值與經過通訊板來自于(工控機)DCS的設定流量值進行比較,工控機即工業控制計算機,但現在,更時髦的叫法是產業電腦或工業電腦,英文簡稱IPC,全稱Industrial Personal Computer。工控機通俗的說就是專門為工業現場而設計的計算機。并根據偏離大小輸出相應的信號值,通過變頻器改變電機轉速的快慢以改變給料量使之與設定值一致,從而完成恒定給料流量的控制。累積量信號被送入(工控機)DCS,實現設定給料總量達標停機功能。運輸機計量均在堅固的耐壓腔體內進行。在輸送機計量下部設有刮板式清掃裝置,撒落料及飛灰都能被清理到出料口。
1.1結構特點
稱重給料機的殼體是由鋼板拼焊成的密封槽體,其兩端及側面開有密封良好,方便安裝、檢修的活動門。輸送、計量各部件均固定在槽體兩側壁上,整體剛性好,有利于計量。
電子稱重橋架采用N30B型結構全懸浮式,稱重傳感器精度高、穩定性能好,具有良好的溫度補償性。秤體不須維護,秤架無物料堆積,由此產生的零點漂移的可能性不復存在。零點漂移概念零點漂移可描述為:指當放大電路輸入信號為零(即沒有交流電輸入)時,由于受溫度變化,電源電壓不穩等因素的影響,使靜態工作點發生變化,并被逐級放大和傳輸,導致電路輸出端電壓偏離原固定值而上下漂動的現象。
頭尾部設有頭部清掃器和內部清掃器,能夠清掃掉皮帶里、外面粘附的粉料,可以避免物料的重復計量和由于粉料粘結而導致的皮帶跑偏。頭部清掃器刮板為高分子聚乙烯板,內部清掃器刮板為橡膠板。
在底部槽體內還設有鏈傳動式刮板清掃裝置。刮板清掃鏈用于清理飛灰和撒落料。給料機機殼上四周開有觀察窗,頂部裝有照明燈。可以隨時觀察給料機里的運行情況,而不須打開門或停止給料機的運行。
主驅動和清掃刮板驅動采用軸裝式減速機,結構緊湊、質量可靠,維護量小。減速機是一種動力傳達機構,利用齒輪的速度轉換器,將電機(馬達)的回轉數減速到所要的回轉數,并得到較大轉矩的機構。在目前用于傳遞動力與運動的機構中,減速機的應用范圍相當廣泛。
1.2主要配置
每臺含有全封閉稱重給料機主機一臺(含膠帶輸送機及稱重橋架和測速傳感器);并配置6105B積算器一只。傳感器工作原理的分類物理傳感器應用的是物理效應,諸如壓電效應,磁致不同樣式的傳感器(16張)伸縮現象,離化、極化、熱電、光電、磁電等效應。被測信號量的微小變化都將轉換成電信號。化學傳感器包括那些以化學吸附、電化學反應等現象為因果關系的傳感器。
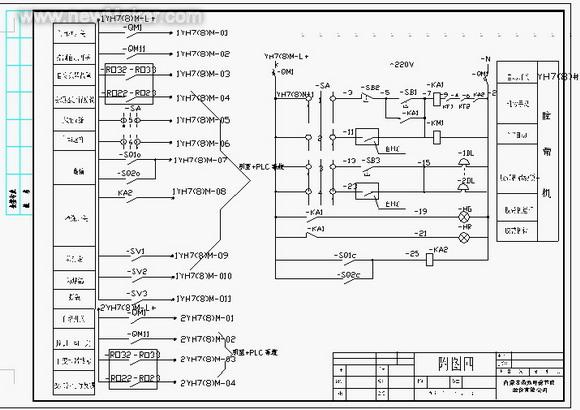
2 操作及控制原理
2.1手動操作:
2.1.1給料機接通主電源前,要注意檢查各按鈕開關位置,使之處于斷開位置,在控制柜操作面板上使給料機工作方式選擇開關處于“就地”位置,控制柜中的總電源開關及其它電源斷路器置于斷開位置。斷路器按其使用范圍分為高壓斷路器和低壓斷路器,高低壓界線劃分比較模糊,一般將3kV以上的稱為高壓電器。 低壓斷路器又稱自動開關,俗稱"空氣開關"也是指低壓斷路器,它是一種既有手動開關作用,又能自動進行失壓、欠壓、過載、和短路保護的電器。
2.1.2檢查機械秤體部分有無異物卡住或其它影響開機故障,檢查皮帶是否跑偏,跑偏開關是否復位。
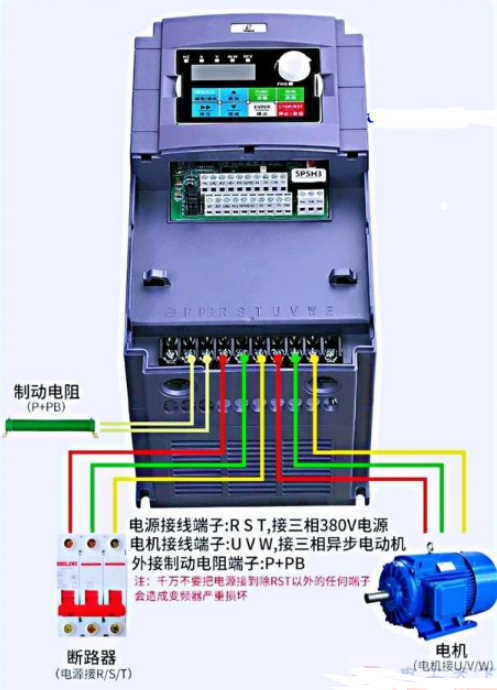
2.1.3檢查機械部分正常后,閉合總電源開關,閉合變頻器電源開關,此時控制柜內變頻器得電,變頻器上的LED顯示相關信息。操作面板上可以顯示變頻器輸出的運行頻率、電流、電壓等相關參數,也可以顯示變頻器的輸入狀態及輸入端連接是否錯誤或斷線等信息。
2.1.4在控制柜中給儀表送電,儀表6105B得電并有顯示,流量為0。
2.1.5閉合控制電源開關,此時運行前的準備工作就緒,注意觀察系統及故障情況,如有報警需檢查故障原因并及時排除故障。
2.1.6設定變頻器參數,啟動給料機,在變頻器操作面板上按“頻率增大”按鈕,使變頻器輸出頻率增大,輸出的電壓、電流發生變化且現場電機的轉速也發生相應變化;在輸送機運行過程中要檢查皮帶是否跑偏,若跑偏要及時停輸送機通過螺旋張緊器對皮帶進行跑偏校正。
2.1.7啟動清掃鏈:
通過按鈕啟動、停止清掃鏈。
2.1.8儀表參數設定:
在運行一段時間皮帶趨于穩定后,可對6105B儀表參數設定,如輸入儀表小數點位置、秤的單位、秤容量、傳感器容量及其靈敏度,皮帶一周長度、標定方式、低流量報警設定等原始參數。
2.1.9稱重給料機的標定
首先獲取測試周期,然后進行零點標定,零點穩定后可進行間隔標定。間隔標定有實物標定、鏈碼標定、掛碼標定等方法。經過幾次的間隔標定,使秤達到了稱重計量標準,就可以用于物料的正常稱重計量、累計。
2.1.10秤標定完成后,就可以進行PID自動控制的調整。PID控制器的參數整定是控制系統設計的核心內容。它是根據被 控過程的特性確定PID控制器的比例系數、積分時間和微分時間的大小。PID控制器參數整定的方法很多,概括起來有兩大類:一是理論計算整定法。它主要是 依據系統的數學模型,經過理論計算確定控制器參數。這種方法所得到的計算數據未必可以直接用,還必須通過工程實際進行調整和修改。
首先將變頻器的頻率設定命令設置在“電壓和電流輸入”狀態,6105B儀表處于“自動”狀態,通過鍵盤設定給料量設定值,則系統進行自動恒量給料狀態,適當調整PID參數,使系統響應快、超調小,達到最佳控制狀態。6105B儀表根據給料量設定值,通過輸出4~20mA信號控制變頻器自動調整皮帶機轉速,使動態流量盡可能接近設定值,同時儀表顯示出控制誤差值。
2.1.11故障處理及信息顯示:
在手動運行時,可能出現的故障會以指示燈量顯示于控制柜上。指示燈分別代表電源指示、輸送機運行指示、清掃鏈運行指示、堵料報警指示、清掃斷鏈報警、變頻器故障指示、跑偏報警指示和斷料報警指示等。
2.2遠程自動控制
進入自動工作方式之前,請注意將所有給料機按上述方法調試,只有經過調試確認給料機完全工作正常后才可以進行自動工作。
2.2.1需自動運行,系統全部送電,這時將控制柜的操作旋鈕旋到遠程位置,在接收到遠程啟停指令信號后(在出料閘門開時),輸送機自動運行。
2.2.2這時,控制柜上的指示燈表明:系統控制回路得電;輸送機正在運行。
2.2.3在接到遠程停止指令信號時,系統將停止輸送機運行。
2.2.4在輸送機運行過程中,如果清掃機控制開關處于自動運行位置,清掃機將進行間歇自動運行。
2.2.5在系統運行過程中,設備的運行和報警情況都會有顯示,并這些信號按照一定的要求送給DCS使用。
3 結束語
自從稱重給料機系統的投運以后,皮帶輸送機通過變頻器的控制,使得固體物料的稱重給料系統得到穩定運行,為下道工序的生產提供了重要的基礎。
-
控制器
+關注
關注
112文章
16206瀏覽量
177423 -
變頻器
+關注
關注
251文章
6507瀏覽量
144267 -
PC
+關注
關注
9文章
2066瀏覽量
154030
發布評論請先 登錄
相關推薦
如何給電機選擇合適的變頻器

艾默生工控產品在皮帶機啟動控制中的應用
皮帶運輸機高壓變頻器的設計

英威騰矢量型高壓變頻器在煤礦皮帶機上的應用

變頻器在井下皮帶機上的應用
如何給電機選擇合適的變頻器,如何選擇大功率變頻器型號
淺談變頻器在皮帶機領域的應用及優勢
如何使用變頻器給電機調速

變頻器在洗煤廠皮帶機上的應用





 工商網監
工商網監
評論