 PLC S7—200在立體倉庫控制系統中的應用
PLC S7—200在立體倉庫控制系統中的應用
1 引言
隨著我國國民經濟飛速的發展和企業現代化生產規模不斷的擴大,現代物流系統從六十年代剛剛起步到現在蓬勃發展,其中立體倉庫控制系統是不可缺少的重要部分。立體倉庫控制系統是以PLC作為控制核心,集自動控制技術、計算機技術、通訊技術和機電一體化技術于一體的高科技控制設備。本文探討了如何利用德國西門子PLC S7—200實現立體倉庫控制,并分別從硬件和軟件兩個方面進行了分析和研究。
此自動控制系統已在營口紅塔集團得到了很好的應用。
2 系統概況
自動化立體倉庫又稱自動存取系統(AS/RS),是一種用高層立體貨架儲存物資,坩自動控制堆垛機進行存取作業和,f=I計算機監控管理的倉庫。目前,立體倉庫主要有以下幾種形式:升降橫移式、巷道堆垛式、垂直提升式、垂直循環式、圓形水平循環式等等。本系統采用巷道堆垛式立體倉庫,此系統由PLC、堆垛機、計算機、貨架、出入庫輸送機等設備構成。其巾PLC是控制核心,堆垛機是立體倉庫的主要存取設備,它是由機架、行走機構、升降機構、載貨臺、伸叉、導軌構成。堆垛機執行PLC命令去高速度、高密度地自動存取貨物,同時在上位機可進行實時監控。
3 系統硬件設計
根據立體倉庫控制系統要求,我們采用了德國西門子PI C S7—200 CPU226型號,此類型PLC可以滿足多種多樣自動化控制的要求,它雖為小型機,但有些功能可與大中型PLC 媲美。S7—200具有很強大的指令系統,具有功能齊全的編程軟件和界面友好的工業控制組態軟件,同時它有多種功能模塊,便于組網,有良好的擴展性。此外,低廉的價格,很高的性價比也是我們采用它的重要原因。尤其它的兩路高速脈沖輸出(Fro)功能在步進電機控制上非常的方便,它可以直接通過驅動模塊來驅動步進電機實現不同的旋轉要求,從而實現起步的加速或停止時的減速。
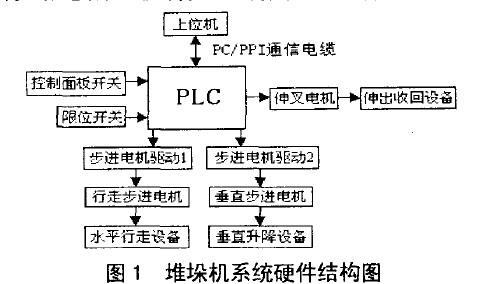
此系統為了保證堆垛機三維位置移動定位的精確 ,在同一位置誤差不超過10毫米,我們采用兩個步進電機控制堆 機的升降和行走。同時伸叉控制使用直流電動機為執行元件,完成伸出收回動作。堆垛機系統硬件結構圖如圖1所示。PLC把多種輸入信號如控制面板信號和傳感器信號采樣進來,通過PLC內部邏輯控制和運算處理,輸出步進電機驅動所需的Fro脈沖等信號,從而控制堆垛機通過導軌按其指定距離運動,同時輸出變量控制直流電動機正反轉從而控制伸叉的伸出和收回動作。
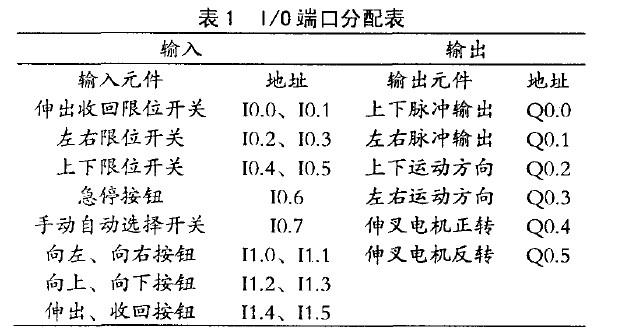
此系統的輸入信號分為兩部分,一是控制面板上的控制按鈕,包括急停按鈕、自動手動轉換開關、左右按鈕、上下按鈕、伸出和收回按鈕。另一部分是各方位的限位開關,包括:上下限位、左右限位、伸出限位和收回限位。此系統的輸出相對要復雜一些,s7—200 CPU226支持兩路的PTO脈沖輸出,分別為QO.0和QO.1。PTO可以輸出一串占空比50%的脈沖,我們可以控制脈沖的周期和個數,其中周期可以根據需要選用微秒或毫秒,脈沖個數是一個32位的無符號數。此系統用QO.0來控制上下電機的運動,QO.1來控制左右電機的運動。另外,步進電機還有正反轉控制功能,用QO.2來控制上下電機的運動方向,用QO.3來控制左右電機的運行方向。同時,用QO.4和QO.5來控制伸叉電機的正反轉。
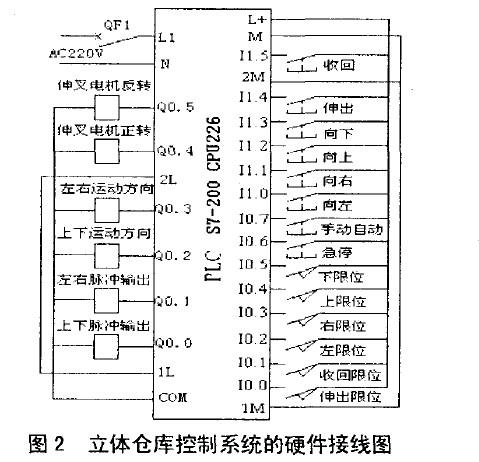
此系統PLC硬件I/O端口分配表如表1所示,硬件接線圖如圖2所示。
4 系統軟件設計
4.1 通訊協議的制定
當選擇自動的工作方式,上位機可以通過通訊來控制PLC并最終控制步進電機,實現堆垛機的送貨和取貨過程。
PLC通過串口與上位機做通訊,當有操作的時候會將控制信息發給PLC,PLC收到后發回一個接收到的信息,并在執行完發回一個完成信息。
我們采用計算機編程軟件Ⅵsu Basic 6.0作為 佬 撳件,在PLC和VB編程的時f嚏設置,兩邊的波特率部為9600bps,每個字符的數據為8位,—個啪匕位。通信協議定義如下:
“#”+bytel+byte2+byte3+chr(13)
其中,byte1為控制字符(con),設0為入庫,設1為出庫,設2回原點,設3為停止。byte2和byte3分別為貨架左右和上下運動脈沖輪廓號。Chr(1 3)為回車符表示信息結束。
4.2 向導配置PTO 脈沖輸出
西門子s7—200有兩臺PTO/PWM 生成器,建立高速脈沖鏈或脈沖寬度調節波形。一臺生成器指定給數字輸出點QO.0,另一臺生成器指定給數字輸出點QO.1。一個指定的特殊內存(SM)位置為每臺生成器存儲以下數據:一個控制字節、一個脈沖計數值和一個循環時間和脈沖寬度值。
我們使用S7-200編程軟件STEP7所帶的脈沖輸出向導來進行脈沖串輸出和運動輪廓的配置。PTO的輸出直接控制步進電機驅動器的PLS接口,我們只要精確地控制輸出脈沖的數量和周期,那么電機就能實現相應的運動距離了。因為步進電機驅動器提供了細分功能,所以不同的細分方式下電機的相同轉數則需要不同的脈沖個數。根據公式:(脈沖個數=運行距離/齒輪周長 步進電機每轉步數 細分數)計算出運動一格的脈沖數添入向導所提供的輪廓中,在程序中根據各個情況調用不同的運動輪廓來實現運動距離。
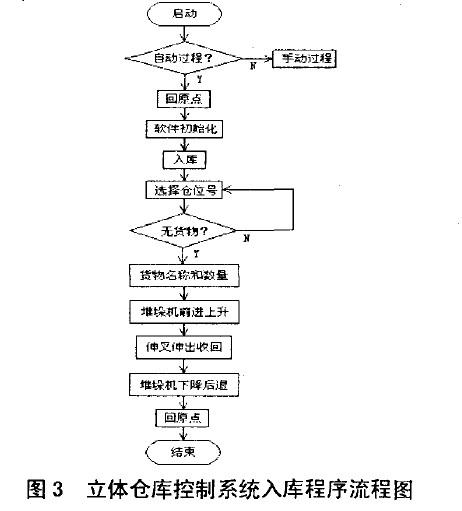
立體倉庫的入庫程序流程圖如圖3所示,具體梯形圖和VB程序省略。
5 結束語
PLC應用于立體倉庫控制系統,與傳統的繼電接觸器控制系統相比較,具有通用性強,可靠性高,操作方便,維護簡單等優點。此控制系統經過兩年多的實際運行,自動化程度高,空間利用率高,減輕了勞動強度,提高了生產效率,已取得了很好的經濟效益,具有很好的應用前景。
-
控制系統
+關注
關注
41文章
6550瀏覽量
110498 -
plc
+關注
關注
5008文章
13167瀏覽量
462195 -
西門子
+關注
關注
94文章
3009瀏覽量
115666 -
計算機
+關注
關注
19文章
7430瀏覽量
87734
發布評論請先 登錄
相關推薦
立體倉庫實訓裝置下載
基于S7-200 PLC控制的小型自動化立體倉庫設計
SIMATIC S7 控制系統在制漿造紙過程中的應用
OPC技術在立體倉庫監控系統中的應用
機床制造企業立體倉庫信息管理系統研究
觸摸屏和PLC在農產品立體倉庫中的應用
立體倉庫PLC系統電磁干擾及抗干擾策略研究
S7-200PLC在太陽能跟蹤控制系統中的應用

使用S7-200PLC控制系統實現A3000的實驗和測試培訓教程
立體倉庫是什么,有哪些特點
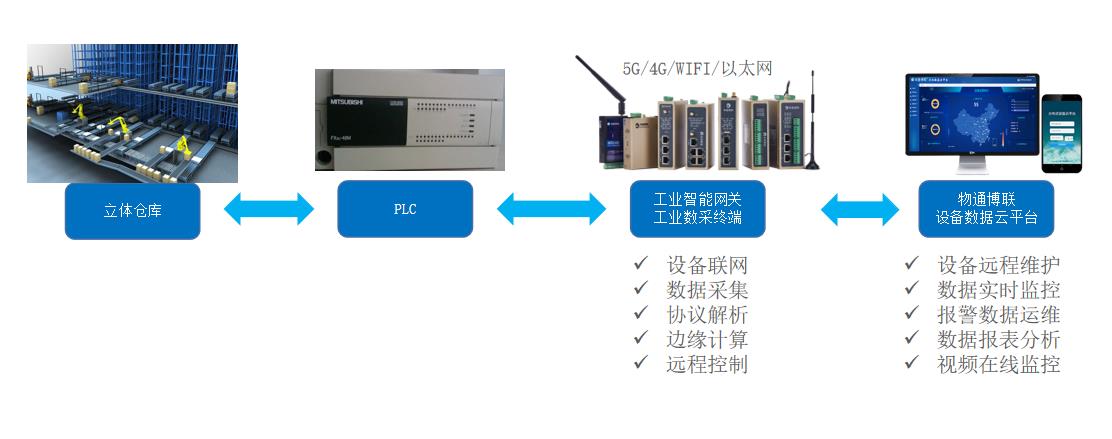
基于PLC智能網關的智能立體倉庫實時監測系統
SIM ATIC S7—300PLC控制系統的特點及硬件、軟件組態

S7協議讀取西門子S7-200 Smart PLC數據






 工商網監
工商網監
評論