") 便攜式數(shù)字化焊縫底片檢測(cè)儀的傳片機(jī)構(gòu)和步進(jìn)控制系統(tǒng)設(shè)計(jì)
便攜式數(shù)字化焊縫底片檢測(cè)儀的傳片機(jī)構(gòu)和步進(jìn)控制系統(tǒng)設(shè)計(jì)
1.引言
在工業(yè)探傷領(lǐng)域中,由于焊接過程出現(xiàn)的各種問題,會(huì)導(dǎo)致焊縫中含有氣孔和裂紋等缺陷,影響產(chǎn)品的質(zhì)量,所以焊接圖像中缺陷的檢測(cè)十分重要。受傳統(tǒng)X射線焊縫圖像檢測(cè)的評(píng)片人員的技術(shù)素質(zhì)和經(jīng)驗(yàn)的影響,焊縫缺陷的檢測(cè)逐步從人工評(píng)片過渡到計(jì)算機(jī)智能識(shí)別。采用X射線實(shí)時(shí)檢測(cè)系統(tǒng)在線檢測(cè)與分析,可以有效地克服人工評(píng)片引起的誤判,從而使焊縫底片缺陷在線檢測(cè)工作客觀化、規(guī)范化、標(biāo)準(zhǔn)化。它是將計(jì)算機(jī)、自動(dòng)控制、機(jī)械傳動(dòng)、無(wú)損檢測(cè)等眾多學(xué)科進(jìn)行有效結(jié)合而誕生的高科技項(xiàng)目,它的研制開發(fā)成功將使我國(guó)的輸油氣管道焊縫的無(wú)損檢測(cè)技術(shù)發(fā)生“質(zhì)”的飛躍,給焊縫檢測(cè)傳統(tǒng)工藝帶來(lái)巨大的沖擊。而便攜式焊縫底片數(shù)字化檢測(cè)儀則是因?yàn)槠浔銛y性能夠給客戶帶來(lái)極大的方便,因此有更大的發(fā)展前景。
設(shè)計(jì)研發(fā)便攜式焊縫底片數(shù)字化檢測(cè)儀需要完成以下幾方面的工作,按功能可以將系統(tǒng)分成如下四部分:
(1)機(jī)械部分:機(jī)械部分包括傳片機(jī)構(gòu)和自動(dòng)控制部分。傳片機(jī)構(gòu)帶動(dòng)焊縫底片在水平方向上運(yùn)動(dòng)。該部分由無(wú)磨損導(dǎo)軌、橡皮傳動(dòng)輪、同步傳動(dòng)帶和步進(jìn)電機(jī)等組成。
(2)系統(tǒng)照明部分:采用節(jié)能式電子鎮(zhèn)流器的冷光源對(duì)目標(biāo)視場(chǎng)進(jìn)行照明。
(3)圖像采集部分:該部分使用高速工業(yè)相機(jī)來(lái)采集圖像。這樣可以保證圖像質(zhì)量和掃描速度兼容性。
(4)模式識(shí)別部分:由計(jì)算機(jī)對(duì)攝像機(jī)采集到的圖像進(jìn)行預(yù)處理、圖像分割和模式識(shí)別,提取焊縫缺陷進(jìn)行分類。
本文主要對(duì)便攜式數(shù)字化焊縫底片檢測(cè)儀的硬件結(jié)構(gòu)進(jìn)行設(shè)計(jì)。對(duì)于機(jī)械部分的設(shè)計(jì),首先要對(duì)傳片機(jī)構(gòu)進(jìn)行設(shè)計(jì),使其能夠達(dá)到便攜的要求。然后使用單片機(jī)實(shí)現(xiàn)對(duì)步進(jìn)電機(jī)的控制,以實(shí)現(xiàn)傳片機(jī)構(gòu)的運(yùn)動(dòng)。設(shè)計(jì)電路控制原理圖和編寫單片機(jī)控制程序。
2.總體方案設(shè)計(jì)
根據(jù)輸油氣管道焊縫底片無(wú)損檢測(cè)工作的需求,系統(tǒng)結(jié)構(gòu)設(shè)計(jì)如圖1所示。
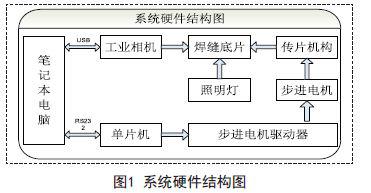
便攜式數(shù)字化焊縫底片檢測(cè)儀主要由兩部分組成:筆記本電腦和采集系統(tǒng)。采集系統(tǒng)主要部件有:線掃描相機(jī)、傳片機(jī)構(gòu)、照明系統(tǒng)、步進(jìn)電機(jī)控制電路板、步進(jìn)電機(jī)驅(qū)動(dòng)器和步進(jìn)電機(jī)等。
本系統(tǒng)首先完成射線底片的數(shù)字化輸入,然后對(duì)其進(jìn)行圖形圖像處理和分析。其工作原理如下:在冷光源照明系統(tǒng)、散熱系統(tǒng)和供電系統(tǒng)協(xié)同工作下,上位機(jī)與下位機(jī)建立各種信息數(shù)據(jù)通信,計(jì)算機(jī)向串行接口發(fā)出膠片行走命令及行走方向命令,單片機(jī)通過接收處理相關(guān)命令,向機(jī)械伺服傳動(dòng)系統(tǒng)中的步進(jìn)電機(jī)驅(qū)動(dòng)器發(fā)送CP信號(hào)和DIR信號(hào),驅(qū)動(dòng)器細(xì)分CP信號(hào)并識(shí)別DIR信號(hào)后驅(qū)動(dòng)三相混合式步進(jìn)電機(jī)工作,步進(jìn)電機(jī)通過同步帶驅(qū)動(dòng)傳片機(jī)構(gòu)并帶動(dòng)膠片向某一方向平穩(wěn)運(yùn)行;當(dāng)膠片通過工業(yè)攝像機(jī)正下方時(shí),上位機(jī)軟件精確控制攝像機(jī)電子快門動(dòng)作,結(jié)合照明系統(tǒng),攝像機(jī)以線掃描方式將膠片圖像幀準(zhǔn)確地采集至上位機(jī);上位機(jī)再將采集到的圖像數(shù)據(jù)作分工同步處理,一部分發(fā)送至計(jì)算機(jī)內(nèi)部作輔助處理,另一部分發(fā)送至圖形圖像處理板處理;將處理后的大批量圖像數(shù)據(jù)轉(zhuǎn)儲(chǔ)至海量存儲(chǔ)系統(tǒng)當(dāng)中,完成整個(gè)工作流程。
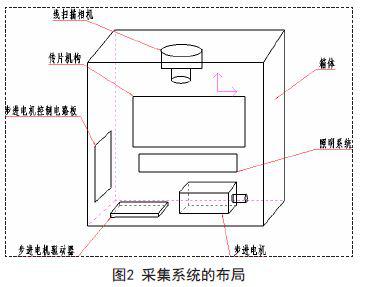
采集系統(tǒng)外殼的體積為200mm×200mm×400mm,重量不超過10kg.主要布局如圖2所示:
3.傳片機(jī)構(gòu)設(shè)計(jì)
由于工業(yè)射線膠片的寬度不是單一固定的,為了提高工作效率和工作質(zhì)量、保證檢測(cè)底片的精度,構(gòu)思一種連續(xù)可調(diào)的檢測(cè)焊縫底片系統(tǒng)是非常必要的。本文我們通過調(diào)整傳片機(jī)構(gòu)的兩端側(cè)板的寬度可以實(shí)現(xiàn)對(duì)不同寬度(70mm-120mm)的工業(yè)射線照相膠片的精確定位,保證攝像頭的對(duì)中。傳片機(jī)構(gòu)的設(shè)計(jì)如圖3所示:
4.步進(jìn)控制
步進(jìn)電機(jī)是工業(yè)過程控制的主要控制元件之一。它是一種將電脈沖信號(hào)轉(zhuǎn)換成相應(yīng)的角位移或線位移的電磁機(jī)械裝置,具有快速啟動(dòng)和停止的能力。當(dāng)負(fù)荷不超過步進(jìn)電機(jī)所提供的動(dòng)態(tài)轉(zhuǎn)矩值時(shí),能夠在“剎那”間實(shí)現(xiàn)啟動(dòng)和停止。
步進(jìn)電機(jī)的控制系統(tǒng)的中央命令處理及控制單元采用了性價(jià)比較好的ATMEL_AT89C51單片機(jī),通過其內(nèi)部軟件程序并結(jié)合周邊電路元器件實(shí)現(xiàn)了對(duì)整機(jī)硬件系統(tǒng)的集中控制。其基本功能大致有:解釋軟件系統(tǒng)對(duì)硬件執(zhí)行機(jī)構(gòu)的相關(guān)控制命令、輸出步進(jìn)電機(jī)驅(qū)動(dòng)器所需要的CP脈沖信號(hào)和DIR方向信號(hào)等等。
在步進(jìn)電機(jī)的單片機(jī)控制系統(tǒng)中,要實(shí)現(xiàn)以下二個(gè)基本控制任務(wù):
(1)控制步進(jìn)電機(jī)的轉(zhuǎn)向:通過改變通電的相序來(lái)實(shí)現(xiàn)。
(2)控制步進(jìn)電機(jī)的轉(zhuǎn)速:通過調(diào)節(jié)脈沖頻率來(lái)實(shí)現(xiàn)。
本系統(tǒng)采用了8位微控制器ATMEL_AT89C51來(lái)實(shí)現(xiàn)控制功能。電路板電路原理圖如圖4所示:
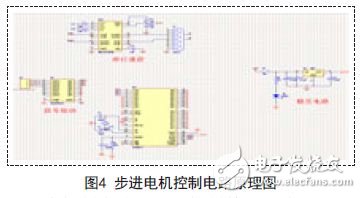
本控制電路主要由控制單元芯片ATMEL_AT89C51、串口接口芯片MAX232、穩(wěn)壓電路和ULN2003A電機(jī)脈沖分配芯片組成。通過上位機(jī)連續(xù)向下位機(jī)發(fā)送4個(gè)分別為1字節(jié)的數(shù)據(jù),即速度增加量、速度減小量、方向控制量(0X01為正轉(zhuǎn),0 X 0 0為反轉(zhuǎn))及脫機(jī)狀態(tài)控制量(0X01為正常工作,0X00為脫機(jī)),來(lái)達(dá)到控制電機(jī)的調(diào)速與正反轉(zhuǎn)功能。
DIR方向信號(hào)和CP脈沖信號(hào)至驅(qū)動(dòng)器相應(yīng)端口時(shí),驅(qū)動(dòng)器響應(yīng)命令把控制系統(tǒng)發(fā)出的脈沖信號(hào)轉(zhuǎn)化為步進(jìn)電機(jī)所需的角位移量,其中,CP脈沖的頻率與步進(jìn)電機(jī)的轉(zhuǎn)速成正比,CP脈沖的個(gè)數(shù)決定了步進(jìn)電機(jī)旋轉(zhuǎn)的角度。這樣,控制系統(tǒng)通過控制脈沖信號(hào)CP,達(dá)到對(duì)步進(jìn)電機(jī)調(diào)速和定位的目的,傳片機(jī)構(gòu)能夠以非常穩(wěn)定的速度帶動(dòng)底片做平滑運(yùn)動(dòng)。
本系統(tǒng)采用美國(guó)SHAPHON公司與北京斯達(dá)特微步控制技術(shù)有限公司聯(lián)合生產(chǎn)的MS系列步進(jìn)電機(jī)。
如圖4所示,當(dāng)信號(hào)正端為高電平時(shí)二極管導(dǎo)通,導(dǎo)通發(fā)光后,光敏管導(dǎo)通,驅(qū)動(dòng)步進(jìn)電機(jī)運(yùn)轉(zhuǎn)。反之,二極管熄滅,光敏管停止工作,步進(jìn)電機(jī)停止運(yùn)轉(zhuǎn)。
利用Keil對(duì)單片機(jī)進(jìn)行編程以實(shí)現(xiàn)上述控制功能。編程前,先設(shè)置好地址、數(shù)據(jù)及控制信號(hào)。編程單元的地址加在P1口和P2口的P2.0-P2.3(11位地址范圍為0000H-0FFFH),數(shù)據(jù)從P0口輸入,引腳P2.6、P2.7和P3.6、P3.7的電平需要設(shè)置,PSEN為高電平,RET保持高電平,按要求加上編程電壓,ALE引腳輸入編程脈沖。編程時(shí),可采用4-20MHz的時(shí)鐘振蕩器,AT89C51編程方法如下:
(1)在地址線上加上要編程單元的地址信號(hào)。
(2)在數(shù)據(jù)線上加上要寫入的數(shù)據(jù)字節(jié)。
(3)激活相應(yīng)的控制信號(hào)。
(4)在高電壓編程方式時(shí),將Vpp端加上+12V的編程電壓。
(5)每對(duì)Flash存儲(chǔ)陣列寫入一個(gè)字節(jié)或每寫入一個(gè)程序加密位,加上一個(gè)ALE編程脈沖。改變編程單元的地址和寫入的數(shù)據(jù),重復(fù)1-5步驟,知道全部文件編程結(jié)束。每個(gè)字節(jié)寫入周期是自身定時(shí)的,通常約為1.5ms.
6.結(jié)語(yǔ)
通過對(duì)焊縫底片檢測(cè)儀的傳片機(jī)構(gòu)和步進(jìn)控制系統(tǒng)的設(shè)計(jì)與研究,很好的解決了結(jié)構(gòu)小型化的問題,為檢測(cè)儀更好的在工程上應(yīng)用打下良好的基礎(chǔ)。
-
控制系統(tǒng)
+關(guān)注
關(guān)注
41文章
6548瀏覽量
110495 -
計(jì)算機(jī)
+關(guān)注
關(guān)注
19文章
7428瀏覽量
87730 -
檢測(cè)儀
+關(guān)注
關(guān)注
5文章
4071瀏覽量
42209 -
數(shù)字化
+關(guān)注
關(guān)注
8文章
8623瀏覽量
61645
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
便攜式數(shù)字化焊縫底片檢測(cè)儀硬件結(jié)構(gòu)設(shè)計(jì)

數(shù)字化學(xué)校實(shí)時(shí)噪聲檢測(cè)儀
【OK210申請(qǐng)】便攜式平面度檢測(cè)儀開發(fā)
【Aworks申請(qǐng)】便攜式智能平面度檢測(cè)儀
深度分析固定式便攜式氧氣檢測(cè)儀的優(yōu)缺點(diǎn)
家庭便攜式心電檢測(cè)儀的制作
便攜式氧氣檢測(cè)儀怎么使用
便攜式氨氣檢測(cè)儀有哪些特點(diǎn)

便攜式氨氣檢測(cè)儀性能介紹

便攜式氫氣檢測(cè)儀性能介紹

什么是便攜式粉塵檢測(cè)儀

便攜式氣體檢測(cè)儀如何維護(hù)保養(yǎng)
便攜式VOCS檢測(cè)儀簡(jiǎn)介及應(yīng)用
基于STM32的焊縫底片數(shù)字化儀硬件設(shè)計(jì)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論