 將PROFIBUS現場總線用于紙漿白度測定的智能白度儀的設計
將PROFIBUS現場總線用于紙漿白度測定的智能白度儀的設計
1.前言
我們新研制出一種用于紙漿白度測定的智能白度儀,白度測定儀采用最新半導體光源技術,使用壽命達10萬小時(免除您更換和維修煩惱),儀器不再發熱,可24小時連續開機,節能環保、自動校正,儀器穩定性、可靠性、光源壽命等指標得到了極大提高。該儀器用于測量物體表面的蘭光白度,技術性能符合JB/T9327-1999白度計標準,測定結果數碼顯示,也可用打印機將數據打印出來(打印機為選配件由用戶根據需要自行選擇),操作簡便、精度高。適用于面粉、淀粉、米粉、食鹽、紡織品、印染、化纖、塑料、瓷土、滑石粉、白水泥、涂料、油漆、陶瓷、搪瓷、紙張、紙漿等行業需對產品白度進行測定的部門。
2.現場總線的選擇
2.1現場總線技術的選擇
現場總線是指以工廠內的測量和控制機器間的數字通訊為主的網絡,也稱現場網絡。也就是將傳感器、各種操作終端和控制器間的通訊及控制器之間的通訊進行特化的網絡。原來這些機器間的主體配線是ON/OFF、接點信號和模擬信號,通過通訊的數字化,使時間分割、多重化、多點化成為可能,從而實現高性能化、高可靠化、保養簡便化、節省配線(配線的共享)。現場總線是指安裝在制造或過程區域的現場裝置與控制室內的自動裝置之間的數字式、串行、多點通信的數據總線。
現場總線集控制技術、計算機技術、通信技術于一體,是當今自動化領域技術發展的熱點之一。這項技術可將多個智能控制儀表連接成網絡系統,實現分布式計算機控制,提高檢測和控制精度,改善系統的動態響應速度。
近年來,幾種有影響的現場總線技術已在一些特定的應用領域里顯示出各自的優勢。在此,我們選定了現為德國和歐洲標準的PROFIBUS(Process Fieldbus)現場總線。一方面由于它是目前數據傳輸率最快的一種現場總線,傳輸率最高可達12Mbps,另一方面它能夠很好的與西門子的傳動設備相配合,PLC主要是指數字運算操作電子系統的可編程邏輯控制器,用于控制機械的生產過程。也是公共有限公司、電源線車等的名稱縮寫。PLC = Programmable Logic Controller,可編程邏輯控制器,一種數字運算操作的電子系統,專為在工業環境應用而設計的。它采用一類可編程的存儲器,用于其內部存儲程序,執行邏輯運算,順序控制,定時,計數與算術操作等面向用戶的指令,并通過數字或模擬式輸入/輸出控制各種類型的機械或生產過程。是工業控制的核心部分。
2.2 PROFIBUS現場總線簡介
參照ISO/OSI參考模型,PROFIBUS現場總線只包含物理層、數據鏈路層和應用層。由PROFIBUS-DP,PROFIBUS-FMS, PROFIBUS-PA組成PROFIBUS系列。
PROFIBUS-DP:經過優化的高速、廉價的通信連接,專為自動控制系統和設備級分散I/O之間通信設計,使用PROFIBUS-DP模塊可取代價格昂貴的24V或0~20mA并行信號線。
PROFIBUS-FMS :解決車間級通用性通信任務,提供大量的通信服務,完成中等傳輸速度的循環和非循環通信任務,用于紡織工業、樓宇自動化、電氣傳動、傳感器和執行器、可編程序控制器、低壓開關設備等一般自動化控制。
PROFIBUS-PA專為過程自動化設計,標準的本質安全的傳輸技術,實現了IEC1158-2中規定的通信規程,用于對安全性要求高的場合及由總線供電的站點。
本設計中采用的是PROFIBUS-DP標準,PROFIBUS-DP(或DP標準)是由歐洲標準EN50170定義的一種遠程I/O通信協議。DP表示分布式外圍設備,亦即遠程I/O。PROFIBUS-DP還用到了應用層接口(ALI),ALI將過程對象轉換為通信對象。
3.智能白度儀原理簡介
智能白度儀在結構上主要由光學通路和測量電路兩大部分組成。光學通路部
分主要包括光源、聚光鏡、濾光片、光電池、光纖等光學元器件,采用了差動測量光路,用雙光路進行補償。在光源照射下輸出兩路光電流,一路作為測量光電流IX,另一路為補償光電流IR。測量電路部分由西門子公司的S7-200 PLC系列的CPU 224、模擬量擴展模塊EM 235、顯示部分組成。工作時傳感器直接裝在洗漿機上,通過測量洗漿機上漿餅的白度來獲得紙漿白度。整個儀表框圖如圖1所示。

圖1 智能白度儀結構框圖
4.網絡組成
4.1 硬件配置
選用S7-315-2DP作為PROFIBUS主站,EM 277作PROFIBUS的從站。EM 277經過串行I/O總線連接到S7-224 CPU。PROFIBUS網絡經過其DP通信端口,連接到EM 277 PROFIBUS-DP模塊。HMI通過EM 277監控S7-224。編程器或PC通過EM 277對S7-224編程,編程軟件選用STEP 7-Micro/WIN。此網絡支持9.6K到12M的波特率。系統結構如圖2所示。
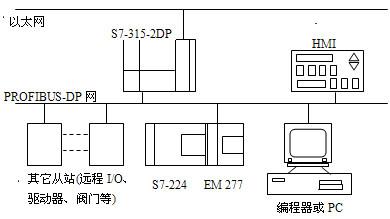
圖2 PROFIBUS-DP網絡配置圖
4.2 軟件組成
DP從站主要是完成各自獨立的控制程序,在這不作介紹;DP主站則以組態為主,完成主從站之間的數據交換、數據處理及主站對從站的監控。在本設計中,EM 277用DP主站組態,以接受從主站來的輸出數據,并將輸入數據返回給主站。輸出和輸入數據緩沖區駐留在S7-224 CPU的變量存儲器(V存儲器)內。組態軟件用STEP 7編程軟件。在組態DP主站時,定義V存儲器偏移為1000,輸出數據緩沖區從V1000開始;輸入緩沖區緊緊跟隨輸出緩沖區,并在V1016處開始。輸出數據(從主站來)放置在V存儲器中的V1000。輸入數據(傳送到主站)取自V存儲器的V1016。同時,定義了16輸出字節和16輸入字節的一種I/O配置,它是寫入到S7-224 CPU的輸出數據總量和從S7-224 CPU返回的輸入數據總量。EM 277從I/O配置確定輸入和輸出緩沖區的大小。DP主站將參數賦值和I/O配置信息寫入到EM 277 PROFIBUS-DP模塊,然后,EM 277將V存儲器地址和輸入及輸出數據長度傳送給S7-224 CPU。主站部分的軟件結構框圖如圖3所示。
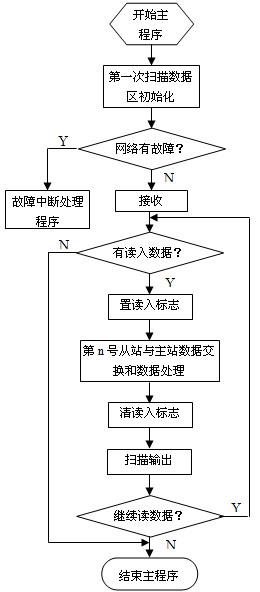
圖3 DP主站主程序流程圖
5.結束語
使用EM 277將智能白度儀作為DP從站連接到網絡,使此儀表具有了與其它智能設備進行通信的能力。對紙漿白度的控制會更加及時、精確,將顯著提高紙的質量。從而使得造紙工業原有的現場總線控制系統更加完善。
-
計算機
+關注
關注
19文章
7428瀏覽量
87730 -
控制技術
+關注
關注
3文章
342瀏覽量
33145 -
總線
+關注
關注
10文章
2869瀏覽量
87995
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論