 通過PWM調制和PSD檢測技術實現液位檢測儀的設計
通過PWM調制和PSD檢測技術實現液位檢測儀的設計
引言
光固化快速成形以光敏樹脂為原料,激光器發出的紫外激光光束在控制系統的控制下,按零件的各分層截面信息在光敏樹脂表面進行逐點掃描。被掃描區域的樹脂薄層產生光聚合反應而固化,形成零件的一個薄層。
一層固化完畢后,工作臺下移一個精確的距離,以使在原先固化好的樹脂表面再敷上一層新的液態樹脂,而后進行下一層的掃描加工。如此反復直至整個零件制造完畢,得到一個三維實體原型。固化成形過程中,由于樹脂的固化,液面會發生變化,為了保證液面的相對恒定,必需精確檢測出液面的變化量。
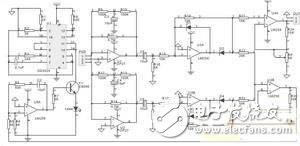
圖1 液位檢測系統原理圖
研發過程中發現的問題
傳統研發液位檢測系統的思路是以光學三角測量為設計基礎,發射器將可見激光射向液面。光束經液面反射,并通過透鏡散射到PSD上,其輸出信號通過模擬電路處理,以標準電壓信號輸出。此方法雖能有效地檢測出液面的相對位移,但在實際應用中存在以下問題。
暗電流
沒有光束照射PSD時,其輸出電極所輸出的電流稱為暗電流。暗電流隨環境溫度的變化而變化,環境溫度的上升會引起暗電流的增大,暗電流的存在會給測量帶來誤差。
雜散光
PSD的檢測原理是根據PSD的輸出來計算光敏面上的光點坐標。檢測中除了目標物發光外,還有其它雜散光經反射射入PSD,如實驗室的燈光或設備內的照明燈等,這些雜散光均會在PSD上造成響應。一般來說,當需要測量反射面微米級位移時,信號檢測需要分辨出毫伏級的變化。如果不消除雜散光的影響,有用的信號就很容易被淹沒,甚至使系統無法工作。
要提高液位檢測儀的適應能力和檢測精度,正確解決上述問題無疑是至關重要的。
原理圖分析
根據對系統的分析,設計的液位檢測系統原理圖如圖1所示。基準5V電壓由SG3524芯片16腳輸出,R1和R2起分壓作用,為引腳2提供2.5V電壓;電阻R8起限流作用,防止LD過電流;運放U6A起PI調節作用;C5和C6起隔直流作用,從而使信號變為標準方波信號,經U3A和U3B線性檢波后轉換為直流電壓信號。該信號并使其中一路電壓信號經U4A放大后輸出;U4B對兩路電壓信號進行加法運算后反饋至PI調節器U6A的反相輸入端,用于對激光強度進行調節。
激光頻率調制
采用SG3524芯片對激光頻率進行調制,激光頻率f由電阻R3和電容C1決定,f=1.18/(R3×C1)=1.18/(24K?×0.1?F)≈500Hz;引腳2的電壓V2=R2/(R1+R2)×VREF=2.5V;SG3524輸出方波占空比=V2/VREF×100%=50%。
激光強度反饋調節
運算放大器U6A及外圍元件組成PI調節器,其同相輸入端接基準5V電壓。由于R5=R6,因此U6A可將反饋電壓(V1+V2)控制在10V,并驅動調光三極管T1。T1的作用相當于動態可調電位器,用于對LD回路的電流作自適應調節,使(V1+V2)的值維持恒定。T1一方面可對PSD暗電流進行補償,消除了對測量的影響,提高了檢測精度,另一方面保持了激光強度的恒定。
信號處理
由于PSD位置信號以?A級電流形式輸出,所以在初級采用了運算放大器U1來構成電流-電壓轉換電路。PSD作為內阻較低的電流源,其初級放大器不僅要有較低的偏置電流特性,而且要求輸入噪聲電壓和零漂移電壓都比較小。基于這些考慮,U1選用了低溫漂高輸入阻抗運算放大器OP27。本設計中R11》》R9+R10,直流信號通過(R9+R10)進行反饋;R9、R10、C3構成低通濾波器,其時間常數T1=(R9//R10)C1=50K?×10?F=500ms,激光頻率f=500Hz,調制光周期T0=1/f=2msT0,故調制光信號能通過C5,而干擾信號(50Hz)不能通過C5。
經上述分析,把LD的頻率調制為500Hz后,再加上后續電路的處理,可有效抑制照射到PSD上雜散光和50Hz干擾信號對檢測的影響,大大提高了系統對環境的適應能力。
實驗結果
實驗采用乳白色光敏樹脂作為反射介質,盛樹脂的容器由改進后的螺旋測微儀控制移動,液面的變化量能精確的由螺旋測微儀讀出。經實驗測量,當輸出電壓U=0V時,檢測儀與液面之間的距離L0=50mm;該檢測儀的測量范圍為50mm~66mm。由實測數據分析,液面的位移L(mm)和輸出電壓U(V)之間的曲線可近似成直線,經最小二乘法直線擬和后其斜率為1.59046mm/V,液面的位移L(mm)和輸出電壓U(V)之間的控制算法為:L=50.21471+1.59046U。
液位檢測儀的輸出電壓經數據采集后輸入計算機,控制程序利用控制算法和輸出電壓的變化量就能間接地算出液面的變化量,從而為液位調節提供依據。
結語
通過對激光頻率進行PWM調制,結合PI反饋、PSD檢測等技術研發的液位檢測儀,適用于對位置、位移、角度等參數的實時測量。經實驗驗證此系統具有檢測精度高、抗干擾能力強等特點。對液面的測量分辨率可以達到0.01mm。此技術填補了國內空白,在工業應用領域具有廣泛的應用前景。
-
激光器
+關注
關注
17文章
2490瀏覽量
60263 -
PWM
+關注
關注
114文章
5153瀏覽量
213447 -
檢測系統
+關注
關注
3文章
949瀏覽量
43016
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論