 如何采用單片機實現電火花機床中的設計
如何采用單片機實現電火花機床中的設計
1 引言
目前在油泵油嘴行業中,傳統的油嘴加工,多數依靠個人技能所決定的手工操作,產品質量不穩定,生產效率低,勞動強度大,廢品率高。
本系統是對一種電火花機床設計的,采用負極放電方式即采用黃銅對工件的放電達到加工目的。通過試驗得到黃銅對工件的耗損比值,用程序控制所需要的加工深度,加工出來的油嘴座面完全符合要求,提高了加工速度,保證了加工精度,完全取代了傳統的風磨加工。
2 電火花機床
2.1 什么是電火花機床
電火花機床又稱數控電火花機床、電火花、火花機等是一種電加工設備。前蘇聯拉扎林科夫婦研究開關觸點受火花放電腐蝕損壞的現象和原因時,發現電火花的瞬時高溫可以使局部的金屬熔化、氧化而被腐蝕掉,從而開創和發明了電火花加工方法。
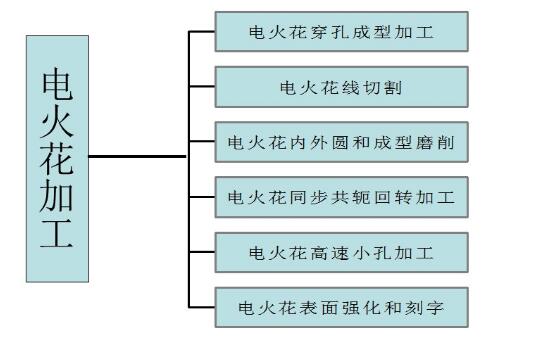
2.2 電火花機床的分類
(1)CNC電火花機床
三軸或三軸以上的數控電火花成型機;其每個軸皆能實現放電加工,也可實現多軸連動放電加工;
(2)ZNC電火花機床
只有Z軸可實現放電加工;X軸及Y軸手動控制,只有定位功能;
(3)特種電火花機床
用于特殊加工的電火花機床;如輪胎模具電火花機床﹑鞋模電火花機床等等;
2.3 基本物理原理
其基本物理原理是自由正離子和電子在場中積累,很快形成一個被電離的導電通道。在這個階段,兩板間形成電流。導致粒子間發生無數次碰撞,形成一個等離子區,并很快升高到8000到12000度的高溫,在兩導體表面瞬間熔化一些材料,同時,由于電極和電介液的汽化,形成一個氣泡,并且它的壓力規則上升直到非常高。然后電流中斷,溫度突然降低,引起氣泡內向爆炸,產生的動力把溶化的物質拋出彈坑,然后被腐蝕的材料在電介液中重新凝結成小的球體,并被電介液排走。然后通過NC控制的監測和管控,伺服機構執行,使這種放電現象均勻一致,從而達到加工物被加工,使之成為合乎要求之尺寸大小及形狀精度的產品。
3 單片機
3.1 單片機簡介
它是一種在線式實時控制計算機,在線式就是現場控制,需要的是有較強的抗干擾能力,較低的成本,這也是和離線式計算機的(比如家用PC)的主要區別。
單片機是靠程序的,并且可以修改。通過不同的程序實現不同的功能,尤其是特殊的獨特的一些功能,這是別的器件需要費很大力氣才能做到的,有些則是花大力氣也很難做到的。一個不是很復雜的功能要是用美國50年代開發的74系列,或者60年代的CD4000系列這些純硬件來搞定的話,電路一定是一塊大PCB板!但是如果要是用美國70年代成功投放市場的系列單片機,結果就會有天壤之別!只因為單片機的通過你編寫的程序可以實現高智能,高效率,以及高可靠性!
3.2 單片機的應用領域
單片機廣泛應用于儀器儀表、家用電器、醫用設備、航空航天、專用設備的智能化管理及過程控制等領域,大致可分如下幾個范疇:
(1)在智能儀器儀表上的應用
單片機具有體積小、功耗低、控制功能強、擴展靈活、微型化和使用方便等優點,廣泛應用于儀器儀表中,結合不同類型的傳感器,可實現諸如電壓、功率、頻率、濕度、溫度、流量、速度、厚度、角度、長度、硬度、元素、壓力等物理量的測量。采用單片機控制使得儀器儀表數字化、智能化、微型化,且功能比起采用電子或數字電路更加強大。例如精密的測量設備(功率計,示波器,各種分析儀)。
(2)在工業控制中的應用
用單片機可以構成形式多樣的控制系統、數據采集系統。例如工廠流水線的智能化管理,電梯智能化控制、各種報警系統,與計算機聯網構成二級控制系統等。
(3)在家用電器中的應用
可以這樣說,現在的家用電器基本上都采用了單片機控制,從電飯褒、洗衣機、電冰箱、空調機、彩電、其他音響視頻器材、再到電子秤量設備,五花八門,無所不在。
現代的單片機普遍具備通信接口,可以很方便地與計算機進行數據通信,為在計算機網絡和通信設備間的應用提供了極好的物質條件,現在的通信設備基本上都實現了單片機智能控制,從手機,電話機、小型程控交換機、樓宇自動通信呼叫系統、列車無線通信、再到日常工作中隨處可見的移動電話,集群移動通信,無線電對講機等。
(5)單片機在醫用設備領域中的應用
單片機在醫用設備中的用途亦相當廣泛,例如醫用呼吸機,各種分析儀,監護儀,超聲診斷設備及病床呼叫系統等等。
此外,單片機在工商,金融,科研、教育,國防航空航天等領域都有著十分廣泛的用途
4 設計思想
根據油嘴加工工藝及加工工件的參數,由步進電機驅動電極移動,要準確地自動實時采樣,改變步進電機的工作頻率,以控制步進電機的進給量,為了符合油嘴的座面要求,在加工過程中,根據試驗得到的耗損比值,利用查表法編程方法來對電極進行實時修正,這是控制砂輪電機完成的。根據不同的粗坯工件的加工深度,采取相應的頻率以及控制運行的步數。其工序順序控制邏輯包括:
(1)快速趨進
為了提高工作效率,在工件安裝好后,步進電機必須快速趨進被加工工件的表面。
(2)快速退回
當加工完預置的加工量后,步進電機必須退回到初始位置。
(3)粗磨
對于加工尺寸大的毛坯,為了提高工作效率,可選擇單獨進行粗加工,粗加工時,步進電機以粗磨速度進給,同時通過改變放電電壓,切換放電電容,控制放電火花,放電快,提高加工速度。
(4)精磨
當加工尺寸較小,為了保證座面的角度和光潔度,采用精磨的方式,精磨時,放電火花小,加工電壓低,這也是通過軟件控制繼電器切換加工電壓和放電電容實現。
(5)粗精磨
本系統可進行粗精磨加工一次完成。在開始加工時采用粗磨,當加工到一定范圍以內(如3絲),系統自動轉換為加工,這樣既提高了加工速度,又保證了精度和光潔度。系統在兩種加工方式下能控制火花放電量。
我們選用三相拍步進電機(45BF3)作為電極的進給驅動部件。被控制的步進電機有正轉(進刀)、反轉(退刀)和停轉三種基本工作方式,正反轉又各有不同的運行頻率(即進刀或退刀速度)要求,進刀、退刀速度是根據軟件進行調整的。當步進電機三相繞組按A→AB→B→BC→C→CA→A的順序得電,就可實現正轉,反之,若按A→AC→C→BC→B→AB→A的順序得電,就可實現反轉,若輸出狀態始終保持不變,電機也就停止了運行,利用8031的P1 口的P1.0、P1.1、P1.2控制電機的三相繞組,達到控制其運行方式。
在加工過程中,同時要控制加工電壓、切換放電電容,當修復加工電極時,要切換工件、電機的電壓。這些都是軟件來控制各個繼電器按一定的時序的開、閉實現。
5 系統硬件設計
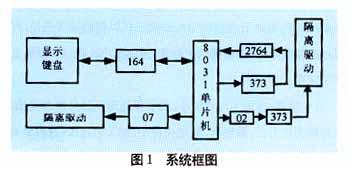
本系統硬件由四個部分組成,即由8031單片機、2764EPROM以及74LS373組成的基本系統,驅動電路、采樣電路和顯示與鍵盤掃描電路。這里主要介紹基本系統及驅動電路。
(1)基本系統
系統設立了5位顯示器和7個按鍵,顯示器分別顯示加工的模式狀態、設置值、加工剩余量,七個按鍵分別為:啟動、復位、暫停、十位置數位、個位置數位、置數功能鍵、加工模式選擇,當置數按鍵起作用后,可給十位和個數置數,加工模式選擇可選擇粗磨、粗精磨加工方式。在軟件中將1~99絲的加工量根據一定的轉換關系轉換成相應的數據存入一個表中,在加工時根據不同的加工量取相應的表中的數據即可。用串行輸入、并行輸出移位寄存器74LSl64連接LED 顯示器與鍵盤。
(2)驅動電路
程序控制8031P1口輸出數據,通過74LS07驅動器使步進電機正、反轉,考慮到本系統在加工過程中高低頻輻射及現場電網波動引起的干擾,因此采用光電隔離。
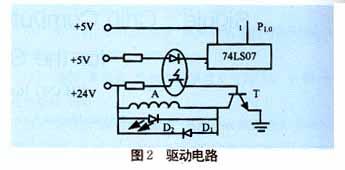
當P1.0輸出為高電平,則74LS07第1腳輸出為低電平,此時光耦二極管導通,發光三極管也即導通,三極管T也導通,使繞組受到24V的激勵,反之則光隔離,繞組不受電壓激勵。二極管D1起保護作用發光二極管D2指示電機的每相的工作狀態,也為維修帶來方便,同樣可用程序控制P1口其它位輸出。74LS373也可以作為繼電器的控制或為以后擴展控制作用。
6 系統軟件框圖
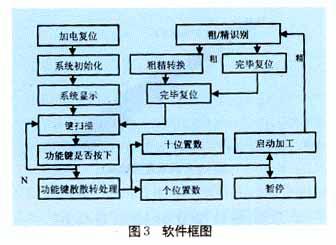
系統上電復位后,從8000H單元開始執行程序。首先進行系統初始化,然后進行顯示調用和鍵掃描及按鍵處理。當按置數鍵后,可對十位、個位調整設置相應的加工步數,按啟動鍵后,系統啟動定時器中斷,進入加工狀態,加工完成后,顯示其狀態并退刀,電極退回到原位。
根據步進電機正反轉的控制狀態,確定出相應的控制字,然后存入一個表中,在程序中根據加工的狀態取相應的控制字輸出。步進電機的步進步數也是根據步進電機的步進當量和電極的耗損系統來確定相應的控制參數,將1~99絲的控制數存入一表中,在加工時與表中相應的單元進行比較。而步進電機轉速的快慢,可以通過改變定時常數來實現速度的調整。
在設計軟件過程還加進了干擾自動保護措施。在程序運行時,利用8031的定時器跟蹤程序,當程序正常時,定時器不斷得到復位,若由于干擾使程序出錯,定時器便能夠使程序返回到出錯點,從而使程序繼續運行。
7 小結
本系統已在某油嘴油泵廠投入使用,實踐表明,該系統性能可靠,操作也很方便,給企業帶來了明顯的經濟效益。
-
單片機
+關注
關注
6032文章
44514瀏覽量
632971 -
pcb
+關注
關注
4317文章
23004瀏覽量
396237 -
計算機
+關注
關注
19文章
7419瀏覽量
87712 -
定時器
+關注
關注
23文章
3237瀏覽量
114467
發布評論請先 登錄
相關推薦
精密火花機加工心得
FPDLINK的電火花干擾優化測試
基于單片機控制的PS/2電火花機鍵盤系統設計
基于單片機控制的電火花加工電源
火花機加工原理及作用
先進的電火花技術
單片機控制系統在電火花機床上的應用

基于單片機控制的PS/2電火花機鍵盤系統設計
電火花加工有哪些類型
如何DIY一個迷你的電火花機

數控火花機設計方便操作者讀取數據,操作簡單便捷
火花機配件滾珠螺桿






 工商網監
工商網監
評論