") 四方C320變頻器的參數(shù)設(shè)置及在開平機中的應(yīng)用介紹
四方C320變頻器的參數(shù)設(shè)置及在開平機中的應(yīng)用介紹
1、 概要
隨著市場上對防盜門的大量需求及近幾年休閑產(chǎn)品的興起,對作為原材料的冷軋板開平的生產(chǎn)效率及生產(chǎn)工藝提出了更高的要求。下面是某防盜門公司使用深圳市四方電氣有限公司生產(chǎn)的C320變頻器作為開平機粗整傳動控制器的案例。
2、 工藝流程說明:
開平機分為兩道整輥工序:第一道為粗整輥,第二道為精整輥,中間經(jīng)過了一個緩沖地坑。原料到達(dá)臺面后,通過液壓斬刀剪切下料。整個系統(tǒng)工藝流程如下圖:
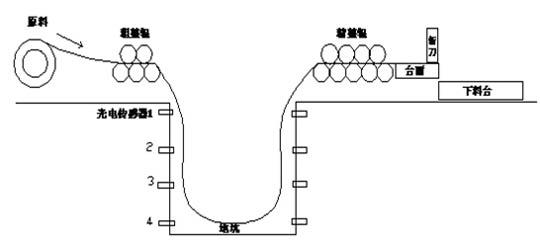
圖1、開平機工藝流程圖
3、 電氣組成:
系統(tǒng)粗整部分使用四方C320無傳感器矢量變頻器,精整部分使用伺服精確定位,三菱FX2N系列PLC和人機界面組成參數(shù)設(shè)置和運行控制系統(tǒng)。
1、通過人機界面設(shè)定整個系統(tǒng)的產(chǎn)品尺寸,線速度等參數(shù)。
2、通過三菱PLC采樣光電傳感器信號,對粗整變頻器進(jìn)行控制。
3、精整伺服部分通過人機界面直接設(shè)置。
4、粗整環(huán)節(jié)使用四方電氣生產(chǎn)的C320-4T0110系列變頻器。
C320系列為無傳感器矢量型變頻器,具有獨特的無傳感器控制技術(shù),寬電壓設(shè)計,低頻輸出力矩高,完全可以滿足工藝生產(chǎn)要求。
4、控制原理:
原料經(jīng)過粗整后到達(dá)緩沖地坑,經(jīng)緩沖地坑到精整后按產(chǎn)品設(shè)定尺寸精確定尺到臺面,再用液壓斬刀斬下自動掉入下料臺。粗整部分要跟蹤地坑中原料的位置來調(diào)節(jié)速度,產(chǎn)品尺寸和線速度直接在觸摸屏上設(shè)置。考慮系統(tǒng)成本,變頻器由PLC采用多段速度控制,通過安裝在地坑中四個光電傳感器來檢測原料的位置,然后把位置信號送到PLC,由PLC控制變頻器的速度。原料位置反饋在位置1時變頻器高速運行,在位置2時中速運行,在位置3時低速運行,在位置4時變頻器停止運行。在實際生產(chǎn)中生產(chǎn)線速度會因原料的厚度以及產(chǎn)品的尺寸不同而變化,這樣就要求變頻器有很好的加減速性能來跟進(jìn)生產(chǎn)線的速度。
5、 C320變頻器參數(shù)設(shè)置:
F0.0 : 1 無感矢量控制
F0.1 : 9 外部端子選擇
F0.4 :0001 使用外部端子控制變頻器起動
F0.10:3 加速時間3秒
F0.11:2 減速時間2秒
F1.15:380
F1.16:50
F1.17:21.5
F1.18:1460 設(shè)定電機額定參數(shù)
F3.0 :1
F3.1 :2
F3.2 :3 多段速外部端子功能定義
F5.1 :45 多段速頻率1
F5.2 :25 多段速頻率2
F5.4 :10 多段速頻率3
6、結(jié)論:
調(diào)試后效果顯示,使用C320變頻器組成的開平機控制系統(tǒng),克服了原有電控系統(tǒng)出現(xiàn)原料堆積,導(dǎo)致產(chǎn)品在地坑擦傷等問題,完全滿足生產(chǎn)工藝頻繁加減速和轉(zhuǎn)矩常變化的現(xiàn)場要求。
-
控制器
+關(guān)注
關(guān)注
112文章
16214瀏覽量
177479 -
plc
+關(guān)注
關(guān)注
5008文章
13167瀏覽量
462188 -
變頻器
+關(guān)注
關(guān)注
251文章
6510瀏覽量
144295
發(fā)布評論請先 登錄
相關(guān)推薦
變頻器的參數(shù)設(shè)置及缺陷的處理
變頻器功能參數(shù)設(shè)置
變頻器參數(shù)設(shè)置

施耐德變頻器參數(shù)設(shè)置
變頻器參數(shù)設(shè)置方法
基本變頻器參數(shù)設(shè)置方法總結(jié)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論