 采用PLC和HMI的印刷機控制系統的應用介紹
采用PLC和HMI的印刷機控制系統的應用介紹
現代印刷機一般由裝版、涂墨、壓印、輸紙(包括折疊)等機構組成。它的工作原理是:先將要印刷的文字和圖像制成印版,裝在印刷機上,然后由人工或印刷機把墨涂敷于印版上有文字和圖像的地方,再直接或間接地轉印到紙或其他承印物(如紡織品、金屬板、塑膠、皮革、木板、玻璃和陶瓷)上,從而復制出與印版相同的印刷品。印刷機的發明和發展,對于人類文明和文化的傳播具有重要作用。印刷業的發展由比較簡單的活版印刷方式,漸漸轉變為現時普遍采用的柯式印刷及日漸茁壯成長的數碼印刷模式。而推動此種發展模式的背后信念,當然是根據廠家對不斷改良生產效率及提高產品在市場上之競爭力和質量的訴求下出現。
由于人們對智能印刷生產方法以及對報紙生產多樣化提出了越來越高的要求,因此相應在印刷機管理方面也形成了新的理念。在這種新的印刷環境下,柔性和一致性成為關鍵要求,而基于PLC和HMI的印刷機控制系統就完全能夠達到此項要求。
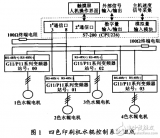
多色印刷機要求易于操作,精度高,故其輸入,輸出點較多,因此采用了雙機通訊。上位機主要負責主傳動的控制,各機組離合壓的控制,以及氣泵,氣閥的控制等,下位機主要負責水輥電機的控制,主傳動的調速輸出,調版電機數據采集等。上位機與下位機采用了RS485通訊,通訊方便,可靠。
對多色機而言,安全因素很重要。在設計中,每個機組既要考慮到安全控制,其中包括本位機組的急停,安全按鈕;還要考慮方便操作,包括每個機組均應有正點,反點按鈕。因此,一方面輸入點增加很多;另一方面,走線也很不方便。采用雙機通訊,可以很好地解決此問題,各機組的走線可以按照就近原則,進入離它較近的控制柜內,既節省了走線,也方便了控制。
印刷品的好壞一方面在于機械加工以及安裝的精度,另一方面,也取決于水路,墨路的平衡以及合壓的準確性。雙色機的每一色組,都有水路和墨路裝置。為了便于水輥速度的調節,每根水輥都用一個變頻器控制,同時,主電機速度也需要變頻器調節。因此,為了實現多路速度調節,需要采用數模轉換器,它將PLC方給出的數字量,根據相應的算法,轉換成0~10V直流電壓輸出,很好地實現了多路速度調節要求。PLC = Programmable Logic Controller,可編程邏輯控制器,一種數字運算操作的電子系統,專為在工業環境應用而設計的。它采用一類可編程的存儲器,用于其內部存儲程序,執行邏輯運算,順序控制,定時,計數與算術操作等面向用戶的指令,并通過數字或模擬式輸入/輸出控制各種類型的機械或生產過程。是工業控制的核心部分。早期的可編程控制器稱作可編程邏輯控制器(Programmable Logic Controller,PLC),它主要用來代替繼電器實現邏輯控制。隨著技術的發展,這種采用微型計算機技術的工業控制裝置的功能已經大大超過了邏輯控制的范圍,因此,今天這種裝置稱作可編程控制器,簡稱PC。但是為了避免與個人計算機(Personal Computer)的簡稱混淆,所以將可編程序控制器簡稱PLC,plc自1966年美國數據設備公司(DEC)研制出現,現行美國,日本,德國的可編程序控制器質量優良,功能強大。
在印刷過程中,調版是一個比較繁瑣的過程。尤其對多色機來說,各組版對正的精度會對印品產生很大的影響。如果套印不準,印刷品就會出現字面重疊或影像不清。一般來說,印版軸向調節范圍為-2mm~+2mm ,周向調節范圍為-1mm~+1mm。如果使用手動調版,會浪費很多時間,而且精度不高。
觸摸屏的應用省略了原有的一些按鈕、指示燈、計數器、轉速表、時間繼電器及潤滑程控控制器等元器件,降低了故障率,也減少了接線的工作量。觸摸屏的畫面中可以以走馬燈的形式提供了大量的報警信息,也可以設計多屏PLC輸入、輸出狀態監視畫面,還可以在系統幫助里看到本機電氣操作及維修提示的詳細介紹,使整機的電氣系統操作、使用、維修簡單方便。
該系統應用在印刷機批量生產后,沒有發現大問題。PLC功能齊全,可靠耐用,指令簡潔,觸摸屏與PLC有很好的通用性,可通過觸摸屏監視并修改程序,給設計人員和用戶帶來了很多方便。
-
plc
+關注
關注
5008文章
13167瀏覽量
462195 -
數據采集
+關注
關注
38文章
5925瀏覽量
113539 -
HMI
+關注
關注
9文章
585瀏覽量
48461
發布評論請先 登錄
相關推薦
兼容西門子S7200PLC自動控制系統的控制系統特點
全自動錫膏印刷機運動控制系統的研究Researching o
全自動錫膏印刷機運動控制系統的研究Researching o
用三菱PLC實現對印刷機精確控制
利用PLC實現對印刷機的精確控制
印刷機張力控制技術

紙箱印刷機PLC數據采集監控運維系統解決方案






 工商網監
工商網監
評論