 鋰電池極片分切工序有什么特點?是如何處理毛刺問題的?
鋰電池極片分切工序有什么特點?是如何處理毛刺問題的?
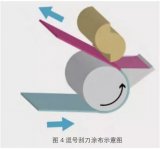
在極片分切工藝中,刀具的側向壓力和重疊量是圓盤切刀部的主要調整參數,需要根據極片的性質和厚度詳細調整。
1、鋰電池極片圓盤剪的裁切方式具有完全不同的特點:(1)極片分切時,上下圓盤刀具有后角,類似與剪刀刀刃,刃口寬度特別小。上下圓盤刀不存在水平間隙,而是上下刀相互接觸并存在側向壓力。(2)板料分切時上下基本上都有橡膠托輥,平衡上下刀在剪切時產生的剪力和剪切力矩,避免板料的大幅變形。而極片分切沒有上下托輥。(3)極片涂層是由顆粒組成的復合材料,幾乎沒有塑性變形能力,當上下圓盤刀產生的內應力大于涂層顆粒之間的結合力,涂層產生裂縫并拓展分離。
2、極片分切質量影響因素影響毛刺的大小、斷面形貌特征及極片尺寸精度等質量的因素有很多,根據現有的理論,可以總結為:極片的物理力學性能、極片厚度、上下成對刀具的側向壓力、上下成對刀具的重疊量、刃口磨損狀態、咬入角、圓盤刀精度等。
(1)材料物理力學性能的影響。一般說,材料的塑性好,剪切時裂紋會出現得較遲,材料被剪切的深度較大,所得斷面光亮帶所占的比例就大;而塑性差的材料,在同樣的參數條件下,則容易發生斷裂,斷面的撕裂帶所占的比例就會偏大,光亮帶自然也較小。(2)上下成對刀具側向壓力的影響。在極片的分切中,刀具側向壓力是影響分切質量的關鍵因素之一。剪切時,斷裂面上下裂紋是否重合、剪切力的應力應變狀態都與側向壓力的大小關系密切。側向壓力太小時,極片分切可能出現分切斷面不齊整、掉料等缺陷,而壓力太大,刀具更容易磨損,壽命更短。
(3)上下成對刀具的重疊量的影響。重疊量的設置主要與極片的厚度有關,合理的重疊量有利于刀具的咬合,其影響包括剪切質量的優劣、毛剌的大小和刀具刃口磨損快慢等問題。(4)咬入角的影響。咬入角增加,剪切力所產生的水平分力也會增大。如果水平分力大于極片的進料張力,板材要么打滑,要么在圓刀前拱起來而無法剪切。而咬入角減小,刀片的直徑就要增大,分條機的尺寸相應的也要增大。因此如何平衡咬入角、刀片直徑、板料厚度以及重疊量,必須參考實際工況而定。
3、極片分切的主要缺陷極片分切斷面典型形貌圖,斷裂面涂層主要顆粒之間相互剝離斷裂,而集流體發生塑性切斷和撕裂。當極片涂層壓實密度增大,顆粒之間的結合力增強時,極片涂層部分顆粒也出現被切斷的情況。極片分切中存在的主要缺陷包括以下幾種:(1)毛刺毛刺,特別是金屬毛刺對鋰電池的危害巨大,尺寸較大的金屬毛刺直接刺穿隔膜,導致正負極之間短路。而極片分切工藝是鋰離子電池制造工藝中毛刺產生的主要過程。圖3所示即為極片分切產生的金屬毛刺的典型形貌,極片在分切時形成了集流體毛刺,尺寸達到100μm以上。通過切刀倒角、刀具側向壓力以及收放卷張力的調節來控制毛刺的數量和尺寸。
為了避免這種情況出現,調刀時根據極片的性質和厚度,找到最合適的側向壓力和刀具重疊量是最關鍵的。另外,通過還可以切刀倒角,收放卷張力來改善極片邊緣品質。(2)波浪邊極片分切時存在的掉料和波浪邊缺陷,波浪邊。出現波浪邊時,極片分切和卷繞時會出現邊緣糾偏抖動,從而引起工藝精度,另外對電池最終的厚度和形貌也會出現不良影響。
(3)掉粉極片出現掉粉會影響電池性能,正極掉粉時,電池容量減小,而負極掉粉時出現負極無法包裹住正極的情形,容易造成析鋰。以上品質問題主要都是通過尋找合適的調刀參數來解決。
(4)尺寸不滿足要求極片分切機是按電池規格,對經過輥壓的電池極片進行分切,要求分切極片尺寸精度高等。卷繞電池設計時,隔膜要包裹住負極避免正負極極片之間直接接觸形成短路,負極要包裹住正極避免充電時正極的鋰離子沒有負極活物質接納出現析鋰,一般地,負極和隔膜、負極和正極的尺寸差為2-3mm,而且隨著比能量要求提高,這個尺寸差還不斷減小。因此,極片尺寸精度要求越來越高,否則電池會出現嚴重的品質問題。
注:源于生產實踐或工藝實驗結果。
-
鋰電池
+關注
關注
259文章
8031瀏覽量
169501 -
刀具
+關注
關注
0文章
46瀏覽量
9610 -
毛刺
+關注
關注
0文章
29瀏覽量
15653
原文標題:【譽辰自動化?技術π】鋰電池分切工序毛刺分析
文章出處:【微信號:gh_a6b91417f850,微信公眾號:高工鋰電技術與應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
關于鋰電池電極材料SEM測試、氬離子截面解剖電極片
CCD視覺檢測系統在鋰電池極片上的外觀檢測的應用
尋求鋰電池代加工工廠及求購電池極片
鋰電池常用的保護方案特點
鋰電池生產中的常見極片缺陷問題有哪些?





 工商網監
工商網監
評論