 什么是樹脂塞孔?樹脂塞孔的應用,工藝制作方法和品質問題改進方法介紹
什么是樹脂塞孔?樹脂塞孔的應用,工藝制作方法和品質問題改進方法介紹
1、前言:
樹脂塞孔的工藝流程近年來在PCB產業里面的應用越來越廣泛,尤其是在一些層數高,板子厚度較大的產品上面更是備受青睞。人們希望使用樹脂塞孔來解決一系列使用綠油塞孔或者壓合填樹脂所不能解決的問題。然而,因為這種工藝所使用的樹脂本身的特性的緣故,在制作上需要克服許多的困難,方能取得良好的樹脂塞孔產品的品質。
2、樹脂塞孔的由來:
隨著電子產品技術的不斷更新,電子芯片的結構和安裝方式也在不斷的改善和變革。其發展基本上是從具有插件腳的零部件發展到了采用球型矩陣排布焊點的高度密集集成電路模塊。從下圖可以看到零部件的發展歷程:
最早的CPU
286CPU(插件腳)
奔騰系列CPU(插件腳)
球型排列的雙核CPU
服務器CPU
2.2 兩個人的相遇成就了樹脂塞孔技術
在PCB產業里邊,許多的工藝方法都已經在行業內被廣泛的應用,人們對于某一些工藝方法的由來基本上都已經不太關心。其實早在球型矩陣排列的電子芯片剛上市的時候,人們一直在為這種小型的芯片貼裝元器件出謀劃策,期望能從構造上縮小其成品的尺寸。
20世紀90年代,日本某公司開發了一種樹脂,直接將孔塞住,然后在表面鍍銅,主要是為了解決綠油塞孔容易出現的空內吹氣的問題。因特爾將此種工藝應用到因特爾的電子產品中,誕生了所謂的POFV (部分廠也叫Via on pad)工藝。
3.樹脂塞孔的應用:
當前,樹脂塞孔的工藝主要應用于下列的幾種產品中:
3.1 POFV技術的樹脂塞孔。
3.1.1技術原理
A.利用樹脂將導通孔塞住,然后在孔表面進行鍍銅。
如下圖:
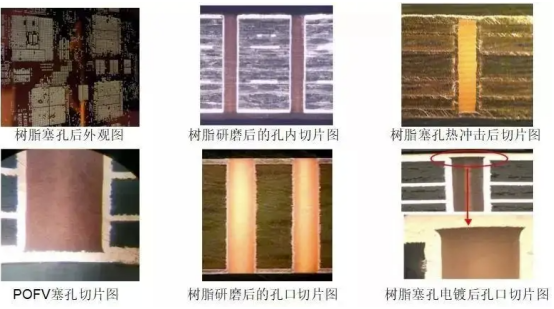
B.切片實例:
3.1.2POFV技術的優點
l、縮小孔與孔間距,減小板的面積,
l、解決導線與布線的問題,提高布線密度。
3.2 內層HDI樹脂塞孔
3.2.1技術原理
使用樹脂將內層HDI的埋孔塞住,然后在進行壓合。這種工藝平衡了壓合的介質層厚度控制與內層HDI埋孔填膠設計之間的矛盾。
l、如果內層HDI埋孔沒有被樹脂填滿,在過熱沖擊時板子會出現爆板的問題而直接報廢;
l、如果不采用樹脂塞孔,則需要多張PP進行壓合以滿足填膠的需求,可是如此一來,層與層之間的介質層厚度會因為PP片的增加而導致厚度偏厚。
3.2.2例圖
3.2.3內層HDI樹脂塞孔的應用
l、內層HDI樹脂塞孔廣泛的被應用于HDI的產品中,以滿足HDI產品薄介質層需求的設計要求;
l、對于內層HDI有埋孔設計的盲埋孔產品,因為中間結合的介質設計偏薄,往往也需要增加內層HDI樹脂塞孔的流程。
l、部分盲孔產品因為盲孔層的厚度大于0.5mm,壓合填膠不能把盲孔填滿,也需要進行樹脂塞孔將盲孔填滿,避免后續流程中盲孔出現孔無銅的問題。
3.3通孔樹脂塞孔
在部分的3G產品中,因為板子的厚度達到3.2mm以上,人們為了或者提高產品的可靠性問題,或者為了改善綠油塞孔帶來的可靠性問題,在成本的允許下,也采用樹脂將通孔塞住。這是近段時間以來樹脂塞孔工藝得以推廣的一大產品類別。
4.樹脂塞孔的工藝制作方法:
4.1制作流程
以上介紹的3種類型的樹脂塞孔具有不同的流程,分別如下:
4.1.1POFV類型的產品(不同工廠的設備不一樣走的流程也不一樣)
1、開料à鉆孔→PTH/電鍍→塞孔→烘烤→研磨→PTH/電鍍→外層線路→防焊→表面處理à成型à電測àFQCà出貨
2、開料à鉆孔à沉銅à板電à板電(加厚銅)à樹脂塞孔à打磨à鉆通孔à沉銅à板電à外層圖形à圖形電鍍à蝕刻à阻焊à表面處理à成型à電測àFQCà出貨
4.1.2內層HDI樹脂塞孔類型產品(兩種流程:研磨與不研磨兩種)
研磨流程:
1、開料à埋孔內層圖形àAOIà壓合à鉆孔→PTH/電鍍→塞孔→烘烤→研磨→內層線路→棕化→壓合→鉆孔(激光鉆孔/機械鉆孔)→PTH/電鍍→外層線路à防焊à表面處理à成型à電測àFQCà出貨
2、開料à埋孔內層圖形àAOIà壓合à鉆孔à沉銅à板電à板電(加厚銅)à樹脂塞孔à打磨à內層圖形àAOIà壓合à鉆通孔à沉銅à板電à外層圖形à圖形電鍍à蝕刻à阻焊à表面處理à成型à電測àFQCà出貨
不需研磨:開料à埋孔內層圖形àAOIà壓合à鉆孔→PTH/電鍍→內層線路→棕化→塞孔→壓平→烘烤→壓合→鉆孔(激光鉆孔/機械鉆孔)→PTH/電鍍→外層線路→à阻焊à表面處理à成型à電測àFQCà出貨
4.1.3外層通孔樹脂塞孔類型
1、開料à鉆孔→PTH/電鍍→塞孔→烘烤→研磨→烘烤→外層線路→防焊→表面處理à成型à電測àFQCà出貨
2、開料à鉆孔à沉銅à板電à板電(加厚銅)à樹脂塞孔à烘烤→研磨→烘烤à外層圖形à圖形電鍍à蝕刻à阻焊à表面處理à成型à電測àFQCà出貨
4.2流程中特別的地方
l、從以上流程中,我們明顯發現流程有所不同。一般我們的理解是,“樹脂塞孔”以后緊接著就是“鉆通孔和沉銅板電”流程的產品,我們都認為是POFV的產品;如果“樹脂塞孔”以后緊接著的流程是“內層圖形”,則我們認為是內層HDI樹脂塞孔產品;如果“樹脂塞孔”以后緊接著的流程是“外層圖形”;
l、以上不同種類的產品在流程上是有嚴格界定的,不能走錯流程;科鼎化工針對以上三種流程的特性研發出三種不同的油墨,TP-2900STP-2900TP-2900C這三款油墨對應以上三種流程。
4.3流程的改進
A、對于采用樹脂塞孔的產品,為了改善產品的品質,人們也在不斷的進行流程的調整來簡化他的生產流程,提高其生產的良率;
B、尤其是對于內層HDI塞孔的產品,為了降低打磨之后內層線路開路的報廢率,人們采用了線路之后再塞孔的工藝流程進行制作,先完成內層線路制作,樹脂塞孔后對樹脂進行預固化,然后利用壓合階段的高溫對樹脂進行固化。
C、在最開始的時候,對于內層HDI塞孔,人們使用的是UV預固+熱固型的油墨,目前更多的時候直接選用了熱固性的樹脂,比較有效的提高了內層HDI樹脂塞孔的熱性能。
4.4樹脂塞孔的工藝方法
4.4.1樹脂塞孔使用的油墨
A、目前市場上使用于樹脂塞孔工藝的油墨的種類也有很多。常見常用的有山榮(San-Ei ),科鼎化工(kotti)等供應商的品牌。
4.4.2樹脂塞孔的工藝條件
A、樹脂塞孔的孔動則上萬個,而且要保證不能有一個孔不飽滿。這種萬分之一的缺陷就會導致報廢的幾率,必然要求在工藝上進行嚴謹的思考和規范。
B、良好的塞孔設備是必然的要求。目前使用于樹脂塞孔的絲印機可以分為兩大類,即真空塞孔機和非真空塞孔機。
| 序號 | 設備類別 | 塞孔效果 | 絲印機壓力要求 | 成本 | 其他影響 |
| 1 | 真空塞孔機 | 好 | N/A | 高 | 因為是整板印刷,需要配備8軸研磨機一起制作,薄板生產容易造成芯板變形,增加漲縮控制難度 |
| 2 | 非真空塞孔機 | 較好 | ≥7kg/cm2 | 中 |
圖例:
4.4.3普通絲印機的塞孔工藝
A、絲印機的選擇著重要考慮最大的氣缸壓力,抬網方式,刀架的平穩性以及水平度等;
B、絲印的刮刀需要使用2CM厚度,70-80度硬度的刮刀,當然,一定要具備耐強酸、強堿的特性;
C、絲印的網版選擇可以選擇絲網,也可以選擇鋁片;所要控制的是根據塞孔工藝條件的要求,選擇合適的絲網目數以及針對孔徑的開窗大小;
D、樹脂塞孔所用的墊板有多種講究,但是往往被工程師所忽略。墊板不僅起到導氣的作用,還起著支撐的作用。對于密集孔的區域,我們把墊板鉆完了以后,整個區域都是空的,在這一位置,墊板出現弓起或形變,對于板的支撐力最差,這樣會造成該位置塞孔的飽滿度很差。所以在墊板制作的時候,要想辦法克服大面積的空位的問題,目前最好的做法是使用2mm厚的墊板,只鉆墊板的2/3深度。
E、在印刷的過程中,最重要的是控制好印刷的壓力與速度,一般來說,縱橫比越大,孔徑越小的板,要求的速度越慢,壓力要求越大。控制較慢的速度對于塞孔氣泡的改善而言效果最好。
4.4.4真空樹脂塞孔機的塞孔工藝
由于真空樹脂塞孔機昂貴的價格,以及其設備使用和維護技術的保密性,目前能夠使用這種技術的PCB廠家屈指可數。
VCP真空樹脂塞孔機的塞孔技術主要是它有一個油墨夾和兩個可以橫動的塞控頭,塞孔頭里有許多的小孔。在設備抽好真空后,用活塞將油墨夾里的油墨推至塞孔頭里的小孔,兩個橫動塞孔頭先夾緊板子,然后通過塞孔頭里許多小孔把油墨填入板子上的通孔或盲孔。板子垂直掛在真空廂內,橫動的塞孔頭可以向下移動,直到把板里面的孔填滿樹脂為止。可以調節塞孔頭與油墨的壓力來滿足塞孔飽滿度的要求,不同的板子尺寸可以使用不同大小的塞孔頭來塞孔。塞孔完成后,可以用刮刀漿塞孔油墨刮下再添加入塞孔油墨夾,重復利用。
目前還有一類真空塞孔機是借助于絲網進行印刷,采用CCD對位系統對位,其操作類似于普通絲印,但是多了一道真空塞孔的流程。此類塞孔機塞孔的效果最好,但是因為昂貴的設備投資,目前還沒有得到廣泛的應用。
使用真空塞孔機對于解決樹脂的氣泡問題無疑是最好的方法,塞孔油墨的選擇基本上也不會受工藝所限制。但是因為整板面都有樹脂,給樹脂的清除造成了很大的困難。需要借助良好的打磨機共同使用。
4.4.5樹脂塞孔后的打磨
A.不織布磨板機或者砂帶研磨機是做樹脂塞孔的必不可少的設備,一方面要求設備要能有效的除掉板面的樹脂,另一方面也要求銅面的粗糙度不能有擦花、刮痕等問題。
5.樹脂塞孔常見的品質問題及其改進方法
5.1 對于POFV產品
5.1.1常見的問題
A、孔口氣泡
B、塞孔不飽滿
C、樹脂與銅分層
5.1.2導致的后果
A、孔口上面沒有辦法做出焊盤;孔口藏氣,芯片貼裝吹氣,也叫out-gassing
B、孔內無銅
C、焊盤突起,導致貼不上元器件或元器件脫落
5.1.3預防改善措施
A、選用合適的塞孔油墨,控制油墨的存放條件和保質期,
B、規范的檢查流程,避免貼片位孔口有空洞的出現。即便能倚靠過硬的塞孔技術和良好的絲印條件來提高塞孔的良率,但是萬分之一的幾率也能導致產品報廢,有時僅僅因為一個孔的空洞造成孔上沒有焊盤而報廢實在可惜。這就只能通過檢查來找出空洞的位置并進行修理的動作。當然,檢查樹脂塞孔的空洞問題歷來也被人們所探討,但似乎目前還沒有什么好的設備能解決這一問題。而如何能讓人工檢查判斷的準確性更高,也有許多不同的做法。
C、選擇合適的樹脂,尤其是材料Tg和膨脹系數的選擇,合適的生產流程以及合適的除膠參數,方能避免焊盤與樹脂受熱后脫離的問題。
D、對于樹脂與銅分層的問題,我們發現孔表面的銅厚厚度大于15um時,此類樹脂與銅分層的問題可以得到極大的改善。(如下圖)
5.2內層HDI埋孔,盲孔塞孔樹脂塞孔
5.2.1常見的問題
A、爆板
B、盲孔樹脂突起
C、孔無銅
5.2.2導致的后果
不用說,以上的幾個問題都直接導致產品的報廢。樹脂的突起往往造成線路不平而導致開短路問題。
5.2.3預防改善措施
A、控制內層HDI塞孔的飽滿度是預防爆板的必要條件;如果選用在線路以后進行塞孔,則要控制好塞孔到壓合之間的時間和板面的清潔性。
B、樹脂的突起控制需要控制好樹脂的打磨和壓平;
5.3對于通孔的塞孔,問題相對少一些,在此不做特別討論。
6、樹脂塞孔技術的推廣
隨著樹脂塞孔技術應用的熟練度不斷的提高,以及類似于氣泡等頑固問題的有效解決,樹脂塞孔技術在不斷的被推廣。例如HDI盲孔進行樹脂塞孔填膠,疊層HDI結構的內層HDI埋孔VIP工藝等等。
目前在行業通行的標準(IPC-650)里面,似乎還沒有給出對于樹脂塞孔的孔上面銅厚的要求,潛在的風險是,一旦樹脂塞孔的孔上面電鍍的銅厚偏薄,經過內層HDI線路的表面處理,棕化處理以后,孔口上面的薄薄的銅會有被激光鉆孔鉆穿的可能,而且在電測試時是無法判定其有問題的。但這層薄薄的銅在耐高壓等方面的品質著實讓人擔憂。
在此問題上,根據我們的實驗數據,如能保證埋孔上面的銅厚大于15um,符合Hoz的完成銅厚要求,一般不會出現品質異常。當然,如果客戶有更高的導通要求,則另當別論。
結論
樹脂塞孔的技術經過多年的發展,已經逐漸的被許多用戶所接受,并不斷的在一些高端產品上發揮其不可或缺的作用。尤其是在盲埋孔、HDI、厚銅等產品上已經在廣泛的應用,這些產品涉及到了通訊、軍事、航空、電源、網絡等等行業。作為PCB產品的制造者,了解了樹脂塞孔工藝的工藝特點,應用方法,我們還需要不斷的提高樹脂塞孔產品的工藝能力,提升產品的品質,解決此類產品的相關工藝問題,真正用好并推廣此類技術,實現更高技術難度PCB產品的制作。
-
pcb
+關注
關注
4317文章
23006瀏覽量
396284 -
cpu
+關注
關注
68文章
10825瀏覽量
211149 -
PCB設計
+關注
關注
394文章
4670瀏覽量
85283 -
電子芯片
+關注
關注
3文章
56瀏覽量
15011 -
可制造性設計
+關注
關注
10文章
2065瀏覽量
15469 -
華秋DFM
+關注
關注
20文章
3493瀏覽量
4376
原文標題:什么是PCB樹脂塞孔?為什么要采用樹脂塞孔?
文章出處:【微信號:cpcb001,微信公眾號:PCB行業融合新媒體】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦







 工商網監
工商網監
評論