 30年老儀表工珍藏的自控閥門檢修規程!
30年老儀表工珍藏的自控閥門檢修規程!
一、適用范圍
本規程可作為維護、保養、檢修工廠使用的由執行機構(氣動薄膜或氣缸)和閥體組成的氣動調節閥(包括一般的單座閥、雙座閥、套筒閥、球閥、碟閥等)的通用規程。
二、調節閥的工作原理
調節閥由執行機構(氣動薄膜或氣缸)和閥體部件兩部分組成。其中執行機構為推動裝置,它按信號壓力的大小產生相應的推力,使推桿產生相應的位移,從而帶動調節閥的閥芯或閥板動作;閥體部件是調節閥的調節部分,它直接與介質接觸,由閥芯或閥板的動作改變調節閥的節流面積,達到調節的目的。執行機構是基于力平衡原理工作的,調節閥部分是基于流體節流原理工作的。
三、注意事項
1
調節閥在投入運行前需做系統聯校。
2
節閥在工作時,前后的切斷閥應全開,旁路閥(副線閥)應全關。整個管路系統中的其他閥門應盡量開大,通常調節閥應在正常使用范圍(20%—80%)內工作。
3
使用帶手輪的調節閥應注意手輪位置指示標記。
4
調節閥在運行過程中嚴禁調整閥桿和壓縮彈簧的位置。
四、調節閥的巡檢
1
巡檢時應檢查各調節閥的氣源壓力是否正常、氣路(儀表空氣管、濾減壓閥、閥門定位器等)的緊固件是否松動、儀表空氣是否有泄漏。
2
巡檢時應檢查填料函及法蘭連接處是否有工藝介質泄漏,閥桿連接件是否緊固,閥桿是否有嚴重的摩擦劃痕或變形。
3
巡檢時需檢查儀表線路的防護情況,儀表進線口密封是否良好。
4
巡檢時應檢查閥桿運動是否平穩,行程與輸出信號是否基本對應,閥門各部件有無銹蝕,重點是閥桿、緊固件、氣缸等。
五、調節閥的維護保養
1
保養主要指對閥門各部件進行潤滑、清理,延長閥門各部件使用壽命。
2
定期清掃,保持整潔,特別是閥桿、定位器的反饋桿等活動部位;清掃一般半月一次;對于需加潤滑油的填料,一般每星期加油一次,并使注油器內有足夠的存油,潤滑油的品種不得隨意變更。
六、調節閥的檢修
1
對調節閥檢修前,需填寫《檢修工作票》,征得調度及工藝人員同意并簽字,待工藝人員關閉自調閥前后截止閥,如果截止閥有泄漏,應加裝盲板,并用旁路閥調節后,工藝人員現場監護各項安全措施落實到位后,待閥內介質降溫、泄壓后,方可開始調節閥的檢修。
2
檢修的一般程序:
打標記→(下線)→清洗→解體→零部件檢修→研磨→脫脂(對于氧閥)→裝配→調校與試驗→再次脫脂(對于氧閥)→(上線)→動作檢查→回路聯試→投運。
3
打標記:
為保證調節閥離線檢修后能正確復位,應重視打標記程序。應能清晰標明以下方位
3.1 調節閥閥體法蘭與管道法蘭的連接方位;
3.2 閥體與上、下閥蓋及其執行機構的連接方位。
4
清洗:
滯留在閥體腔內的某些工藝介質是具有腐蝕或有毒的,在進入解體工序前必須以水洗或蒸汽吹掃的方法,將調節閥被工藝介質浸漬的部件清洗干凈。
5
解體
注意:對于氧閥,在解體過程中必須禁油,包括閥門所有組件、拆解工具及工作臺。
5.1 氣開式調節閥需往薄膜氣室或氣缸加入適當的氣壓信號,使閥芯或閥板與閥座脫離接觸后,再旋轉閥桿,使之與執行機構的推桿分離。
5.2 在拆解氣缸與閥體前,必須將氣缸內彈簧的預緊力釋放完,以免在在拆解時傷人。有如必要,需將執行機構組件完全分解,對薄膜、氣缸、彈簧等易損件進行檢查。
5.3 在閥門分解后所得的零部件應集中存放,以防散失或損傷。
6
零部件檢修
6.1 生銹或臟污的零部件要以合適的手段進行去銹和清洗,要注意清潔好機加工面,特別要保護好閥桿、閥芯、閥板和閥座的密封面。
6.2 重點檢查部位
6.2.1 閥體:閥體的內壁和連接閥座的內螺紋處易受流體介質的腐蝕和沖蝕。
6.2.2 閥座:密封面、與閥體連接的外螺紋處易受腐蝕和氣蝕。
6.2.3 閥芯、閥板、閥桿組件:閥芯、閥板的密封面和調節曲面以及導向圓柱面處均易受到腐蝕和磨損的;閥桿上部與密封填料接觸部位不得松動,閥桿不得彎曲。蝶閥閥板與轉軸之間的連接銷子是否松動或斷裂,軸套是否磨損,視情況更換;閥板及軸是否變形及彎曲; Ⅳ級密封的蝶閥板密封面不應有劃傷,否則要更換新備件。
6.2.4 上閥蓋的填料函處的腐蝕。
6.2.5 閥體、上閥蓋、下閥蓋各法蘭密封面的腐蝕程度。
6.2.6 執行機構中的薄膜片和“O”形密封圈視老化、裂損程度修復或更換。氣缸執行器、汽缸內壁是否有劃痕,執行機構中的彈簧是否變形腐蝕,視情況修復或更換。
6.3 根據零部件損傷情況各異,決定采用更新或修復處理。
6.3.1 每一次檢修,不論損傷與否,必須更新的零件有密封填料、法蘭墊圈、“O”形密封圈。
6.3.2 經檢查發現損傷而又不能保證下一運行周期工作的零件應予更換,如薄膜片、彈簧等。
6.3.3 其余的各式零部件如損傷嚴重時,應予更新;輕度損傷時,可采用補焊、機加工等手段予以修復。
7
裝配
注意:對于氧閥,在裝配前必須對所有組件進行清洗、脫脂處理后再裝配。
7.1 在裝配的全過程中要特別重視各零件相互間的對中性。
7.2 閥體與上、下閥蓋組裝時,應采取對角線“十”字逐次旋緊法。螺栓上應涂抹潤滑劑。
7.3 密封填料裝配時需注意以下幾點:
7.3.1 在使用開口填料時,應使相鄰兩填料的開口相錯180°或90°。
7.3.2對需定期向填料加注潤滑油的調節閥,應使填料函中的填料套(亦稱燈籠環)處于適中位置,與注油口對準。
7.3.3按填料的材質選用合適的潤滑密封油膏。
7.4 執行機構與閥兩大部件組裝時,要注意解體前所做的標記,確保相對方位恢復原位。
8
調校與試驗
8.1 調節閥的調校與試驗前需得到工藝確認,校驗過程需認真填寫《調節閥調試記錄》。
8.2 基本誤差校驗
將輸入信號平穩地按增大和減小方向給閥門定位器,觀察各點所對應的行程值,試驗點為輸入信號范圍的0%、25%、50%、75%、100%五個點,各點偏差應在±1%左右。
8.3 回差校驗
在同一輸入信號所測得的正反行程的最大差值即為回差。用調節閥的額定行程的百分數表示,不應超過1.0%。
8.4 始終點偏差校驗
將輸入信號的上、下限值分別加入定位器,測量相應的行程值,偏差不應超過1%。要特別注意到保證氣開式調節閥的始點、氣關式調節閥的終點在閥關位置上。
8.5 死區校驗
在輸入信號的25%、50%、75%三點上進行校驗,方法為緩慢改變(增大或減小)輸入信號,直到觀察出一個可察覺的行程變化(0.1mm),此點上正、反兩方向的輸入信號差值即為死區。不應超過全量程的3%。
9
閥門檢修后,各部件按要求緊固安裝后,調試合格后,由工藝人員開啟前后截止閥,關閉旁路閥,待調節平穩后將《檢修工作票》填寫完整,清理好現場,做到“工完、料靜、場地清”。
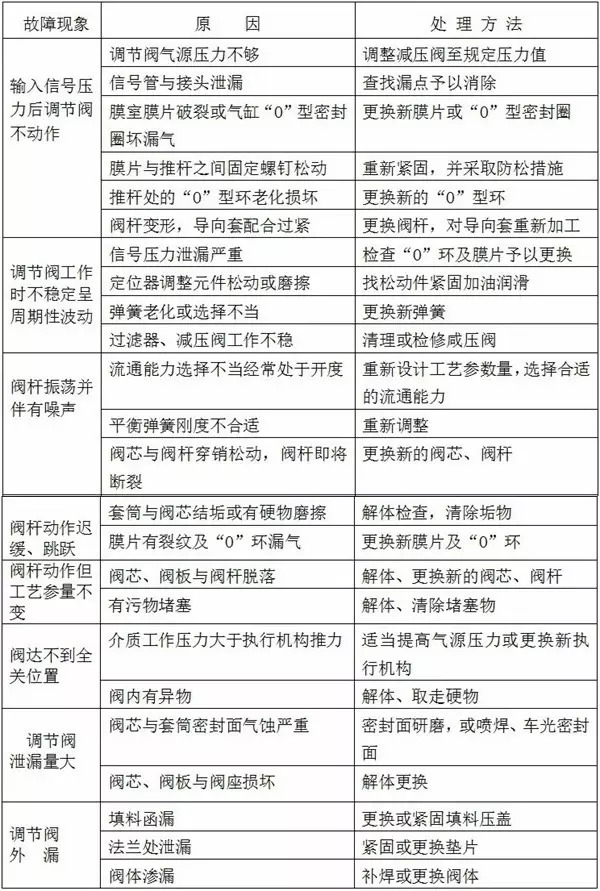
七、調節閥常見故障及處理
點擊查看大圖
-
閥門
+關注
關注
4文章
466瀏覽量
22068 -
調節閥
+關注
關注
1文章
220瀏覽量
14215
原文標題:30年老儀表人分享!自控閥門檢修規程
文章出處:【微信號:gongkongworld,微信公眾號:工控資料窩】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦







 工商網監
工商網監
評論