") 如何制作特殊超厚銅多層PCB板
如何制作特殊超厚銅多層PCB板
特殊超厚銅多層PCB最早起源于北美地區(qū),如加拿大的UPE公司。該公司在上世紀90年代開始研發(fā)生產(chǎn)超厚銅多層PCB,取得很好業(yè)績。該類特殊板產(chǎn)品應(yīng)用于強電流連接傳輸以及強弱電混合連接的部件上,隨著我國汽車電子以及電源通訊模塊的快速發(fā)展,逐漸成為一類具有廣闊市場前景的特殊PCB。據(jù)市場了解,在汽車電子、IGBT裝聯(lián)、風(fēng)電變流器、點火線圈等方面都有需求;另一方面,隨著印制電路板在電子領(lǐng)域的廣泛應(yīng)用,對其功能要求也越來越高,印制電路板將不僅要為電子元器件提供必要的電氣連接以及機械支撐,同時也逐漸被賦予了更多的附加功能,因而能夠?qū)㈦娫醇伞⑻峁┐箅娏鳌⒏呖煽啃缘某胥~多層PCB逐漸成為PCB行業(yè)研發(fā)的新型產(chǎn)品,前景廣闊,利潤空間較傳統(tǒng)線路板要大,具有非常大的開發(fā)價值。超厚銅多層PCB在未來的高端電路連接市場中將會占有重要的地位,勢必將迎來更加廣闊的市場前景。
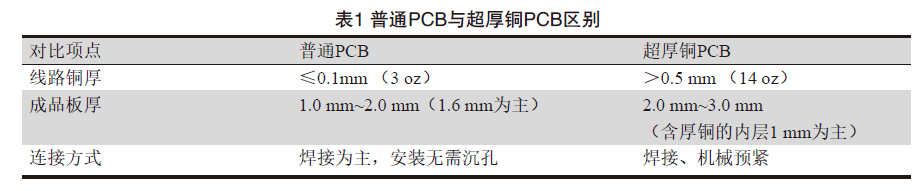
目前業(yè)內(nèi)普遍都是采用電鍍沉銅逐次增厚后,多次阻焊印刷輔助的積層方式或采用超厚銅箔來實現(xiàn)超厚銅印制電路板的制造。但上述工藝銅的厚度目前最多只能達到0.41 mm(12 oz/ft2),超過此銅厚加工超厚銅多層板將變得非常困難,目前暫無該方面的技術(shù)突破。普通PCB與超厚銅PCB的區(qū)別如表1所示。本文主要研究了一種制造超厚銅多層PCB的新工藝方法,借鑒疊層母排生產(chǎn)工藝,采用銅板嵌入式壓合技術(shù),經(jīng)過工藝優(yōu)化,實現(xiàn)了0.5 mm(14 oz/ft2)以上的超厚銅多層印制板的制造。
1
超厚銅多層PCB制造工藝
1.1 疊層結(jié)構(gòu)
本文主要研究的是一款超厚銅三層板,內(nèi)層銅厚度為1.0 mm,外層銅厚度為0.3 mm,外層最小線寬線距為0.5 mm,疊層結(jié)構(gòu)如圖1所示。其中表面層采用的是FR4覆銅板(玻璃纖維環(huán)氧樹脂覆銅板),厚度為0.3 mm,單面蝕刻處理,粘接層采用的是非流動性PP片(半固化片),厚度為0.1 mm,超厚銅板內(nèi)嵌于與FR-4環(huán)氧板對應(yīng)孔結(jié)構(gòu)處,如圖2所示。
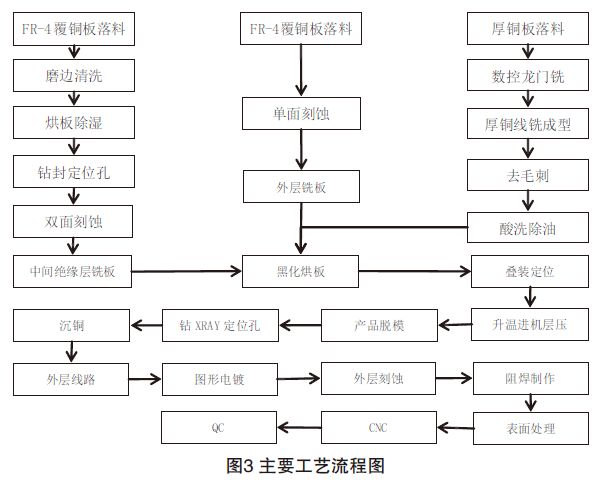
超厚銅PCB加工工藝流程如圖3所示,主要機加工有表層和中層銑板、厚銅板數(shù)銑,經(jīng)過表面處理后,疊裝于整體模具內(nèi)升溫壓合,脫模后按照PCB常規(guī)工藝流程完成成品制作。
1.3 關(guān)鍵工藝加工方法
1.3.1 超厚銅內(nèi)層疊合技術(shù)
超厚銅內(nèi)層疊合:超厚銅若采用銅箔將難以達到此厚度,本文超厚銅內(nèi)層采用1 mm電解銅板,為常規(guī)材料易于采購,經(jīng)銑床直接加工成型;內(nèi)層中銅板外輪廓采用同等厚度的FR4板(玻璃纖維環(huán)氧樹脂板)加工成型作為整體填充,為了利于疊壓并保證其與銅板周邊的配合緊密,如圖4結(jié)構(gòu)所示兩輪廓的間隙值控制在0~0.2 mm之內(nèi)。在FR4板的填充作用下,解決了超厚銅板的銅厚問題,并且保證了疊合后壓合緊密和內(nèi)部絕緣問題,使得內(nèi)層銅厚度的設(shè)計可以大于0.5 mm。
1.3.2 超厚銅黑化技術(shù)
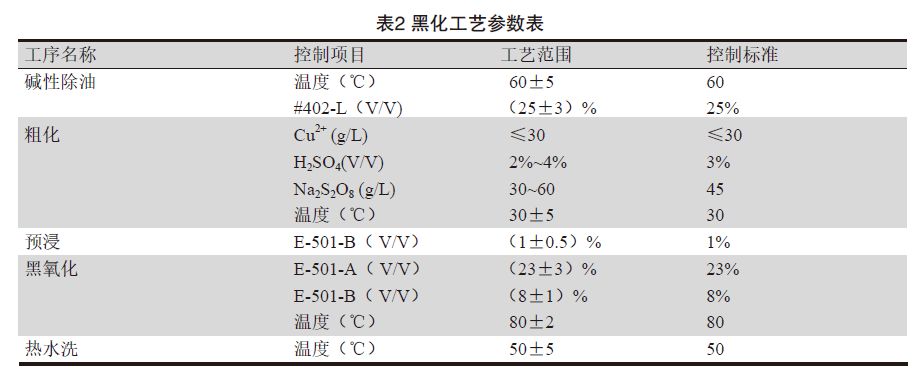
超厚銅在層壓前表面需做黑化處理,銅板黑化可增加銅面與樹脂接觸表面積,并增加高溫流動樹脂對銅的潤濕性,使樹脂深入氧化層空隙,在硬化后展現(xiàn)強勁的附著力,提高了壓合效果。同時改善可層壓白斑現(xiàn)象與和烘烤試驗(287 ℃±6 ℃)后造成的板面泛白、氣泡等問題。具體黑化參數(shù)如表2所示。
1.3.3 超厚銅PCB層壓技術(shù)
因內(nèi)層超厚銅板與周邊填充用的FR-4板厚度存在制造誤差,厚度不可能完全一致,如果采用常規(guī)層壓方式壓合,容易產(chǎn)生層壓白斑、分層等缺陷,壓合難度大。為了降低了超厚銅板層的壓合難度與保證尺寸精度,經(jīng)試驗驗證,用整體式壓合模具結(jié)構(gòu),模具上、下模板采用鋼模,硅膠墊作為中間緩沖層,通過設(shè)置合適的層壓溫度、壓力、保壓時間等工藝參數(shù),達到了層壓效果,也解決了超厚銅層壓白斑和分層等技術(shù)問題,滿足超厚銅PCB板的壓合要求。
(1)超厚銅PCB層壓方式。
超厚銅層壓模具內(nèi)產(chǎn)品的疊放層次如圖5所示。由于非流動性PP樹脂的流動性低,若使用常規(guī)覆形材料牛皮紙,無法使PP片均勻受壓,導(dǎo)致壓合后出現(xiàn)白斑、分層等缺陷,厚銅板PCB產(chǎn)品在疊壓過程中需要使用硅膠墊作為關(guān)鍵緩沖層,其在壓合中起到均勻分布壓力的作用。另外為解決壓合問題,將層壓機中的壓力參數(shù)由2.1 Mpa(22 kg/cm2)調(diào)至為2.94 Mpa(30 kg/cm2),并根據(jù)PP片的特性將溫度調(diào)整為最佳融合溫度170℃。
(2)超厚銅PCB層壓參數(shù)如表3所示。
(3)超厚銅PCB層壓效果。
依據(jù)GJB362B-2009中4.8.5.8.2章節(jié)進行試驗后,按4.8.2檢驗PCB時應(yīng)無超過3.5.1.2.3章節(jié)(表面下缺陷)允許的起泡和分層。PCB試樣符合3.5.1外觀和尺寸要求,并對其進行顯微剖切,并按4.8.3進行檢驗,符合3.5.2規(guī)定的要求。切片效果如圖6所示。從層壓切片狀況來看,線路填充飽滿,無微縫氣泡。
1.3.4 超厚銅PCB流膠控制技術(shù)
與一般PCB加工不同,其外形和器件連接孔在疊壓前就已經(jīng)完成,如果流膠嚴重會影響連接處的圓度和尺寸,外觀和使用無法達到要求;此次工藝開發(fā)中也試驗過先壓合后銑外形的工藝路線,但對后期的外形銑要求控制嚴格,尤其是加工內(nèi)層厚銅連接部位,其深度精度控制非常嚴,合格率極低。
選擇合適的粘接材料、設(shè)計合理的器件結(jié)構(gòu),是研究的難點之一。為解決層壓后普通半固化片導(dǎo)致的溢膠外觀問題,采用流動性低的半固化片(生益:SP120N),該粘接材料具有樹脂流動度低、柔韌,耐熱性和電性能優(yōu)異等特點,并根據(jù)溢膠特性,對特定位置的半固化片輪廓進行放量,利用切繪的方式加工特定形狀輪廓。同時實現(xiàn)了先成型后壓合的工藝過程,壓合后外形即成型,無需再次數(shù)控銑外形加工。使得PCB在壓合后流膠現(xiàn)象得到了解決,保證了超厚銅板層壓后連接面無流膠且壓合緊密。
2
超厚銅PCB成品效果
2.1 超厚銅PCB產(chǎn)品規(guī)格
超厚銅PCB產(chǎn)品規(guī)格參數(shù)表4和成品效果如圖7。
2.2.1 耐壓測試
將超厚銅PCB樣品中的各極進行耐壓測試,測試電壓為AC1000V,1 min無擊、閃絡(luò)現(xiàn)象。
2.2.2 大電流溫升測試
設(shè)計相應(yīng)的連接銅板將該超厚銅PCB樣品中各極串聯(lián),接入大電流發(fā)生器,按相應(yīng)的測試電流分別測試。測試結(jié)果見表5:
從表5中的溫升情況來看,超厚銅PCB整體溫升比較低,能滿足實際使用要求(一般溫升要求在30 K以下)。超厚銅PCB大電流溫升與其結(jié)構(gòu)有關(guān),不同的厚銅結(jié)構(gòu)溫升會有一定差異。
2.2.3 熱應(yīng)力測試
熱應(yīng)力試驗要求:依據(jù)GJB362B-2009剛性印制板通用規(guī)范對樣品進行熱應(yīng)力試驗后,目測,無分層、起泡、焊盤起翹、白斑等缺陷。
PCB試樣外觀和尺寸滿足要求后,需應(yīng)對其進行顯微剖切。因為此樣品內(nèi)層厚銅過厚,無法進行金相剖切,故此樣品在287 ℃±6 ℃下進行熱應(yīng)力試驗后,僅對其外觀進行目測檢測。
測試結(jié)果為:無分層、起泡、焊盤起翹、白斑等缺陷。
3
總結(jié)
本文提供了一種超厚銅多層PCB的制造工藝方法,通過技術(shù)創(chuàng)新和工藝改進,有效解決了目前超厚銅多層PCB銅厚的限制,攻破了常見的加工技術(shù)難題如下:
(1)超厚銅內(nèi)層疊合技術(shù):有效解決了超厚銅材料選用問題,采用預(yù)銑成型加工無需蝕刻,有效避免了厚銅板蝕刻技術(shù)難題;通過FR-4填充技術(shù)保證了內(nèi)層的壓合緊密和絕緣難題;
(2)超厚銅PCB層壓技術(shù):有效解決了層壓白斑和分層問題,找到了一種新的壓合方式和解決方案;
(3)超厚銅PCB流膠控制技術(shù):有效解決了壓合后流膠問題,保證了預(yù)銑外形再壓合的工藝實施。
-
pcb
+關(guān)注
關(guān)注
4317文章
23007瀏覽量
396311 -
電路板
+關(guān)注
關(guān)注
140文章
4907瀏覽量
97426
原文標題:超厚銅多層PCB板制造工藝研究
文章出處:【微信號:ruziniubbs,微信公眾號:PCB行業(yè)工程師技術(shù)交流】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
什么是厚銅電路板?為什么大電流要選擇厚銅PCB呢?
如何采用銅互連單大馬士革工藝制作超厚金屬銅集成電感的概述
什么是多層PCB板?

為什么要使用厚銅板?厚銅PCB有哪些優(yōu)勢?
PCB設(shè)計中銅厚和線寬的選擇

通宵加班設(shè)計的儲能板不能用?厚銅PCB設(shè)計這個問題一定要注意





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論