 電子元器件的布線與扎線工藝
電子元器件的布線與扎線工藝
布線與扎線工藝
1、選用導線要考慮的因素
●電氣因素
(1)工作電流
導線通過電流會產生溫升,在一定溫度限制下的電流值稱為允許電流,不同絕緣材料、不同截面的導線允許電流不同。實際選擇導線時導線中最大電流應小于允許電流并取適當安全系數。 根據產品級別和使用要求,安全系數可取 0.5 ~0.8。 (安全系數=工作電流/允許電流)
電子裝配選用導線時,考慮到導線工作環境溫度往往較高,線芯允許溫度不允許達到70 ℃,一般情況下按表 3.1選用導線是安全的,但在散熱條件較差或導線處于較熱的環境中,其工作電流應小一些。

作為粗略估算,可按 5 A/mm2的截流量選取導線截面,在通常情況下是安全的。
(2)導線電壓降
當導線較短時可以忽略導線電壓降,但當導線較長時就必須考慮。 為了減小導線上壓降,常選取較大截面積的導線,這也是經常強調電子產品中地線要有足夠截面積的緣故。
(3)額定電壓
導線絕緣層的絕緣電阻是隨電壓升高而下降的,如果超過一定電壓則會發生擊穿放電現象。一般導線給出的試驗電壓表示加電1 min 無放電現象的電壓,實際使用電壓一般取試驗電壓的(1 /3)~(1/5)。
(4)頻率及阻抗特性
如果通過導線的電流頻率較高,則必須考慮阻抗及介質損耗、趨膚效應等。射頻電纜的阻抗必須與電路阻抗特性匹配,否則不能正常工作。
(5)信號線屏蔽
傳輸低電平信號時,為了防止外界噪聲干擾,應選用屏蔽線。 例如音響電路的功率放大器之前的信號線均用屏蔽線。
●環境因素
(1)機械強度
如果產品的導線在運輸、使用中可能承受機械力的作用,選擇導線時就要對抗拉強度、耐磨性、柔軟性有所要求,特別是高電壓、大電流工作的導線。
(2)環境溫度
環境溫度對導線的影響很大,會使導線變軟或變硬甚至變形開裂,造成事故。選擇導線要能適應產品工作溫度。
(3)耐老化腐蝕
各種絕緣材料都會老化腐蝕,例如長期日光照射會加速絕緣橡膠老化,接觸化學溶劑可能腐蝕導線絕緣外皮等。應根據產品的工作環境選擇相應導線。 在導線選用時,可參見附錄2 絕緣導線、電纜的型號和用途。
●裝配工藝因素
(1)選擇導線時要盡可能考慮裝配工藝的優化
例如一組導線選擇相應芯線數的電纜而避免用單根線組合,既省工又增加可靠性;再如帶織物層的導線用普通剝線方法很難剝端頭,如果不是強度的需要則不宜選用這種導線當普通連接線。
(2)導線顏色
應符合習慣、便于識別,可參考表 3.2。

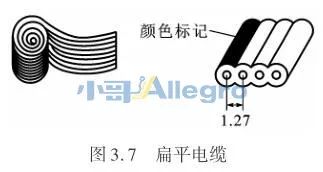
●扁平電纜
扁平電纜又稱帶狀電纜,是電子產品常用的導線之一。 在數字電路特別是計算機電路中,連接導線往往成組出現,工作電平、導線去向都一致,使用扁平電纜很方便。
目前常用的扁平電纜芯數為 7 ×0.1mm2多股軟線,外皮為聚氯乙烯,導線間距為 1.27mm,導線根數為 10 ~60 不等,顏色多為灰色或灰白色,在一側最邊緣的線為紅色或其他不同顏色,作為接線順序的標志(圖3.7)。
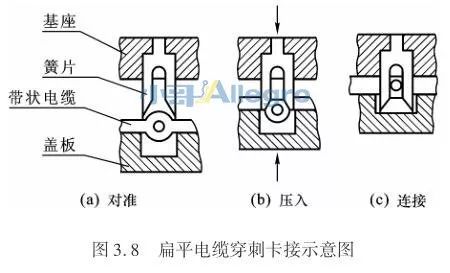
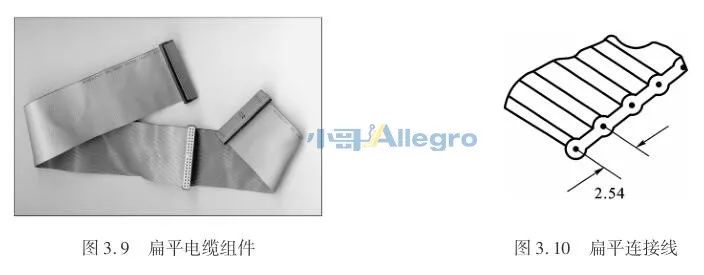
扁平電纜使用中大都采用穿刺卡接方式與專用插頭連接。 如圖 3.8 所示,接頭內有與扁平電纜尺寸相應的U 形接線簧片,在壓力作用下,簧片刺破電纜絕緣皮,將導線壓入U形刀口,并緊緊擠壓導線,獲得電氣接觸。 這種壓接一般有專用壓線工具,也可用手工壓接。壓接前須認真核對方向,然后打開插座上壓板,將電纜卡到插座中,必須仔細使每一根導線都與 U 形刀口對準,插上上壓板后均勻加壓,使導線壓入刀口,直到上壓板的活扣卡到插座中為止。圖 3.9 是壓接好的扁平電纜組件。在沒有專用壓線器時可用臺鉗壓制,注意不可用力太猛。
顯然,扁平電纜也可作為普通導線使用。 但一般情況下不宜作為大電流傳輸線。
另有一種扁平連接電纜,導線間距為 2.54mm,芯線為單股或 2 ~3 根線絞合。 這種連接線一般是作為產品中印制板之間固定連接用,常用錫焊方式連接(如圖 3.10所示)。
2、線束
電子產品內部布線有兩種方式。 一種是按電路圖要求用導線分散連接,稱為“分散布線”,研制及單件生產中往往采用這種方式。 另一種是先將導線捆扎成線束后布線,稱為“線束布線”或“集中布線”,在批量正規生產中都采用這種方式。
采用線束方式,可以和產品裝配分別制作,專用生產,保證質量,減少錯誤,提高效率。
線束有軟線束和硬線束兩種,由產品結構和性能決定。
●軟線束
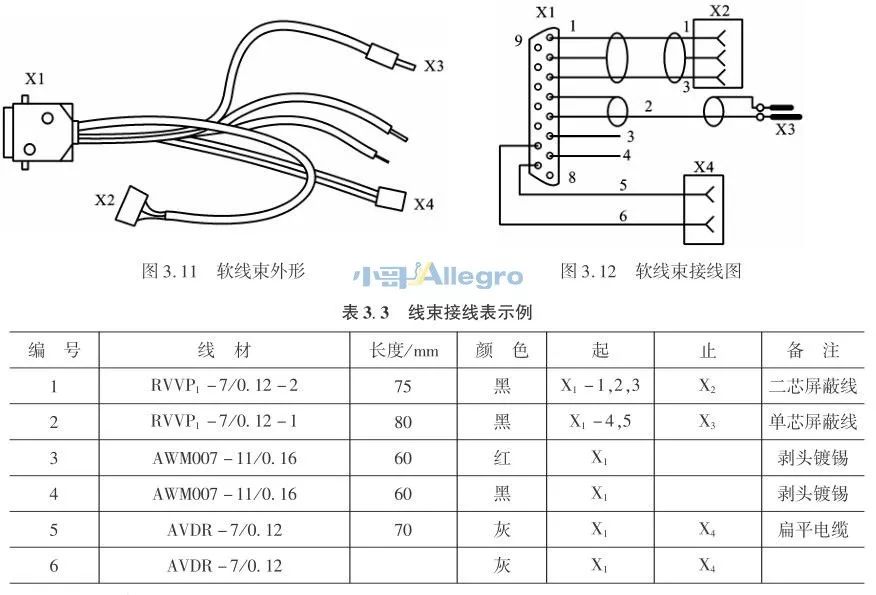
軟線束一般用于產品中功能部件之間連接,由多股導線、屏蔽線、套管及接線端子組成,一般無需捆扎,按導線功能分組。圖 3.11 所示為某設備媒體播放機線束。軟線束一般無需畫出實樣圖,用接線圖和線表就可以確切描述線束的所有參數。
圖 3.12 和表3.3所示線束的接線和線表。
這種線束一般用套管將同功能線穿在一起。 當線數較多且有相同插接端子時需作標記。 標記方法同硬線束標記。
●硬線束
硬線束多用于固定產品零件之間的連接,特別在機柜設備中使用較多。接產品需要將多根導線捆扎成固定形狀的線束。 這種線束必須有實樣圖。圖 3.13 是某設備的線束圖(也稱線扎圖),除有線束外形外,還附有各線的參數表。
(1)線束圖
線束圖是實際線束按比例繪制的,實際制作時要按圖放樣制胎模具并按線表尺寸下線、捆線、標記。線束圖中若無特殊要求,則導線兩端所留長度相等。
線束圖中立體方位通常可采用視圖加文字說明方式表示。 線束圖一般附有導線數據表(如圖 3.13)。
(2)線束標記
為了使安裝、調試及維修方便,線束的端子標記是不可缺少的。 標記一般打在導線端頭上。常用標記方法有三種,如圖 3.14 所示。
① 印字標記,批量生產中可用印字機在導線端頭8 ~15 mm 處印字符標記, 也可用手工打印,通常稱為直接標記。
② 色環標記,色環標記類似色環電阻的標記,根據導線數量可用色排成色環,稱為色碼。
③ 用標記套管,有成品標記套管,印有各種字符并且有不同內徑,外形通常為方形。使用時按要求剪斷套在導線端子即可。
(3)線束捆扎
線束通常采用以下三種方法捆扎成形:
① 線繩綁扎,可用棉線、尼龍線等綁扎線束,綁扎距離和密度根據線束大小確定,一般在分支處要多捆幾圈以便加固。
② 粘結,導線數量不多時也可采用粘合劑將導線粘結成型。
③ 專用線束搭扣,如圖3.15所示是其中幾種,可根據線束大小選擇合適搭扣。
-
電子元器件
+關注
關注
133文章
3311瀏覽量
104965 -
導線
+關注
關注
5文章
402瀏覽量
24769
原文標題:電子元器件的布局與裝配(三)
文章出處:【微信號:pcb3com,微信公眾號:小哥Allegro】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
電子元器件檢測
電子元器件布局基本規則
一文搞定PCB元器件的布局布線
電路板上元器件的布線有哪些原則
至芯科技:元器件布線教學視頻
半導體工藝之金屬布線工藝介紹





 工商網監
工商網監
評論