 淺析軟包電池優缺點及鋰電池模組的壓力
淺析軟包電池優缺點及鋰電池模組的壓力
隨著能量密度要求的不斷提高,各個生產商都在著力提高自家產品的參數,主要的沿著兩條半路線在努力:一個是加緊研發高比能量的正極材料,另外一個是提高電池單體容量,減小殼體等輔助結構在單體中所占比重。另外半條,是考慮轉型軟包電池,這從目前主流電池廠積極承接國家軟包電池方向科研項目可以窺見一斑。軟包電池是不是最合適的動力電池技術路線?今天整理一些軟包電池方面內容,一起預測一下動力電池未來技術路線。
軟包電池基本結構
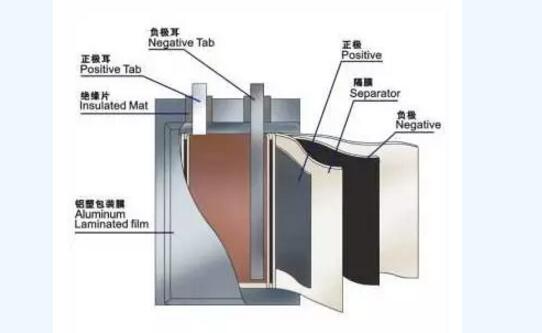
圖片來自汽車工程師之家
軟包電池的基本結構與圓柱和方形是類似的,都是正極、負極、隔膜、絕緣材料、正負極極耳和殼體,只是軟包電池的課題是鋁塑膜。
鋁塑膜結構如上圖所示:最外層是尼龍層,中間是鋁箔,內層為熱封層,每層之間以粘結劑粘合。
鋁塑膜被要求具備如下特點:具備極高的阻隔性;具有良好的熱封性能;材料耐電解液及強酸腐蝕;具有良好的延展性、柔韌性和機械強度。
軟包電池優點
軟包電池,鋁塑膜變形空間較大,不像鋼殼鋁殼電芯那樣熱失控時候會發生爆炸;殼體是一層鋁塑膜,重量輕,非活性部分所占比重小,軟包電池重量較同等容量的鋼殼鋰電輕40%,較鋁殼電池輕20%;相同尺寸規格相比,容量更大,軟包電池較同等規格尺寸的鋼殼電池容量高10~15%,較鋁殼電池高5~10%;殼體強度低,循環過程中對內部結構產生的機械應力小,對循環壽命有益(當然是在成組設計時沒有施加額外的應力的情況下);極耳位置充裕,充放電過程中,熱量分布均勻。
軟包電池的缺點
殼體強度低,對成組技術依賴性強;與卷繞生產方式相比,疊片的生產效率相對較低;
軟包電池的一般生產流程

由于外殼是鋁塑膜,其生產工藝在一些方面與其它兩類商用電池不同。比如鋁塑膜的封裝工藝,比如化成過程中的整形工藝等。
軟包電池封裝工序
鋁塑膜成型工序,軟包電芯可以根據客戶的需求設計成不同的尺寸,當外形尺寸設計好后,就需要開具相應的模具,使鋁塑膜成型。成型工序也叫作沖坑,顧名思義,就是用成型模具在加熱的情況下,在鋁塑膜上沖出一個能夠裝卷芯的坑,具體的見下圖。
鋁塑膜沖好并裁剪成型后,一般稱為Pocket袋,見下圖所示。一般在電芯較薄的時候選擇沖單坑(下圖左),在電芯較厚的時候選擇沖雙坑(下圖右),因為一邊的變形量太大會突破鋁塑膜的變形極限而導致破裂。
有時候根據設計的需要,會在氣袋的位置再沖一個小坑,以擴大氣袋的體積。
頂側封工序,頂側封工序是軟包鋰離子電芯的第一道封裝工序。頂側封實際包含了兩個工序,頂封與側封。首先要把卷繞好的卷芯放到沖好的坑里,然后沿虛線位置將包裝膜對折,如下圖所示。
下面這種圖是鋁塑膜裝入卷芯后,需要封裝的幾個位置,包括頂封區、側封區、一封區與二封區。下面分別進行介紹。
把卷芯放到坑中之后,就把整個鋁塑膜可以放到夾具中,在頂側封機里進行頂封與側封了。頂側封機是這樣子的:
圖中這種型號的頂側封機帶四個夾具,左邊那個工位是頂封,右邊那個工位是側封。那兩塊黃色的金屬是上封頭,下面還有一個下封頭,封裝的時候兩個封頭帶有一定的溫度(一般在180℃左右),合攏時壓在鋁塑膜上,鋁塑膜的PP層就熔化然后黏結在一起了,這樣就封裝OK了。
還是主要來說說頂封,頂封區域的示意圖如下圖所示。頂封是要封住極耳的,極耳是金屬(正極鋁,負極鎳),怎么跟PP封裝到一起呢?這就要靠極耳上的一個小部件—極耳膠來完成了。極耳膠具體的結構我不是很清楚,希望有懂行的人來補充。我只知道它也有PP的成本,也就是說在加熱時能夠熔化黏結。在極耳位的封裝見下圖中圓圈部分所示。封裝時,極耳膠中的PP與鋁塑膜的PP層熔化黏結,形成了有效的封裝結構。
注液、預封工序,軟包電芯在頂側封之后,需要做X-ray檢查其卷芯的平行度,然后就進干燥房除水氣去了。在干燥房靜置若干時間時候,就進入了注液與預封工序。
通過上面的介紹我們知道,電芯在頂側封完成之后,就只剩下氣袋那邊的一個開口,這個開口就是用來注液的。在注液完成之后,需要馬上進行氣袋邊的預封,也叫作一封。一封封裝完成后,電芯從理論上來說,內部就是完全與外部環境隔絕了。一封的封裝原理與頂側封相同,這里就不贅述了。
靜置、化成、夾具整形工序,在注液與一封完成后,首先需要將電芯進行靜置,根據工藝的不同會分為高溫靜置與常溫靜置,靜置的目的是讓注入的電解液充分浸潤極片。然后電芯就可以拿去做化成了。
上圖是軟包電芯的化成柜,其實就是一個充放電的裝置,我找了好久沒有找到帶電芯的圖片,大家想想一下電芯夾在上面的畫面就OK了。化成就是對電芯的首次充電,但不會充到使用的最高電壓,充電的電流也非常小。
化成的目的是讓電極表面形成穩定的SEI膜,也就是相當于一個把電芯“激活”的過程。在這個過程中,會產生一定量的氣體,這也就是為什么鋁塑膜要預留一個氣袋。有些工廠的工藝會使用夾具化成,即把電芯夾在夾具里(有時候圖簡便就用玻璃板,然后上鋼夾子)再上柜化成,這樣產生的氣體會被充分地擠到旁邊的氣袋中去,同時化成后的電極界面也更佳。
在化成后有些電芯,尤其是厚電芯,由于內部應力較大,可能會產生一定的變形。所以某些工廠會在化成后設置一個夾具整形的工序,也叫作夾具烘烤。
二封工序,剛才說了化成過程中會產生氣體,所以我們要將氣體抽出然后再進行第二次封裝。在這里有些公司成為兩個工序:排氣與二封,還有后面一個剪氣袋的工序,這里我就一起籠統的都稱為二封了。
二封時,首先由鍘刀將氣袋刺破,同時抽真空,這樣氣袋中的氣體與一小部分電解液就會被抽出。然后馬上二封封頭在二封區進行封裝,保證電芯的氣密性。最后把封裝完的電芯剪去氣袋,一個軟包電芯就基本成型了。二封是鋰離子電池的最后一個封裝工序,其原理還是跟前面的熱封裝一樣,不再贅述。
化成過程中的加壓工藝
由于軟包裝電池采用鋁塑封裝結構,其外型結構決定了極片不能緊密排列,極片之間容易產生空隙,在電池化成過程中產生的氣體也容易在極片之間殘留,在之后的封口中氣體不能完全排出,從而影響電池性能,所以考慮采取在化成兩次充電之間采用滾壓工藝將極片之間的氣體排除。
下圖為全部化成完成后,沒有滾壓和施加滾壓的兩類電池解剖圖片。
沒有經過滾壓的電池
使用了滾壓工藝的電池
前一副圖,電池負極片存在大量死區,而后面圖中,電池負極表面完整,沒有發現死區現象。軟包電池在化成過程中會產生氣體,其在化成過程中會加大正極、隔膜、負極間的距離,阻礙鋰離子從正極片到負極片的傳輸,另外,氣體的存在還會阻礙電解液與正極、負極的接觸,使得負極局部浸潤性能變差,最終導致在負極片上存在大量未反應的死區。
通過一個月前后兩次電壓對比發現,未滾壓和適當滾壓的電池的兩次壓差很低,表明容量衰減很低,而施加滾壓力最大的電芯,壓差很大,表明容量衰減很大,可能是由于電池滾壓的壓力過大,造成隔膜局部刺穿,進而造成電池內部微短路,造成容量衰減。
由此可見,適當的時間施加適當的滾壓力,是軟包成型工藝中的一個獨特環節。
軟包鋰電池模組的壓力
軟包鋰離子電池模塊一般采用層疊的方式構成模塊,在模塊中對層疊的電池施加一定的力進行壓緊,其作用主要是對電池進行約束。該壓力若太小則電池在隨車體振動時容易被損壞;太大則會對電池的壽命產生負面影響。因此進行軟包鋰離子電池模塊結構設計時必須考慮給電池施加一個合適的壓力。小的堆疊壓力能防止層與層脫開,對電池長期壽命有利。但由于循環鋰離子的流失,較大的壓力導致較大的容量衰減率。另外,堆疊壓力還會導致隔膜局部變形以及化學降解。當電池容量從0 ~ 100% 變化時,鋰電池的厚度會增加1. 2%左右。從這些研究結果來看,鋰電池外部壓力對電池的性能有明顯的影響,在進行鋰電池模塊結構設計時必須考慮。
-
鋰電池
+關注
關注
259文章
8034瀏覽量
169532 -
鋁塑膜
+關注
關注
4文章
35瀏覽量
4445
原文標題:干貨|軟包鋰電池,一片鋁塑膜引發的技術特性
文章出處:【微信號:Recycle-Li-Battery,微信公眾號:鋰電聯盟會長】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論