 貼片電容主要失效原因是怎樣的和解決方法說明
貼片電容主要失效原因是怎樣的和解決方法說明
引起機械裂紋的主要原因有兩種。第一種是擠壓裂紋,它產生在元件拾放在PCB板上的操作過程。第二種是由于PCB板彎曲或扭曲引起的變形裂紋。擠壓裂紋主要是由不正確的拾放機器參數設置引起的,而彎曲裂紋主要由元件焊接上PCB板后板的過度彎曲引起的。
如何區分擠壓裂紋與彎曲裂紋?
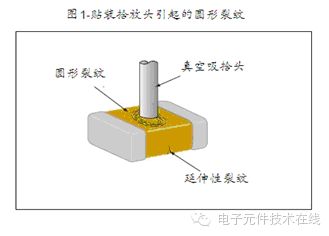
擠壓裂紋會在元件的表面顯露出來,通常是顏色變化了的圓形或半月形裂紋,居于或鄰近電容器的中心(見圖1)。當接下來的加工過程產生的額外應力應用到元件上時,這些小裂紡會變成大裂紋,包括PCB變曲引起的應力。
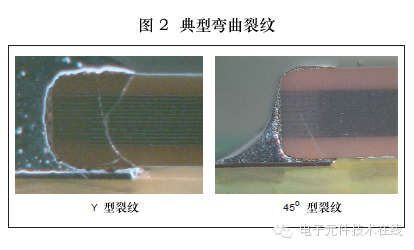
彎曲裂紋的標志是表現為一個“Y”形的裂紋或是45o角斜裂紋,在DPA切面下可觀測到(見圖2)。這類裂紋有可能在MLCC的外表面觀測到,亦可能在外表面觀測不到。彎曲裂紋主要位于靠近PCB焊點處。
貼片機參數不正確設定是如何引起裂紋的?
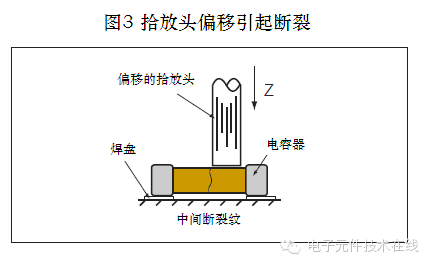
貼片機的拾放頭使用一個真空吸管或是中心鉗去給元件定位。X、Y尤其是Z方向的參數調整對避免碰撞元件而言至關重要。很易理解,過大的Z軸下降壓力會打碎陶瓷元件。但如果貼片機拾放頭施加足夠大的力在某一位置而不是瓷體的中心區域時,施加在電容器上的應力可能足夠大地損壞元件(見圖3)。
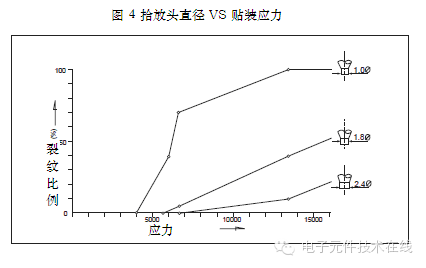
同樣地,貼片拾放頭的尺寸不恰當選取會容易引起裂紋。小直徑的貼片拾放頭在貼片時會集中了放置力,這會引起MLCC裂紋是因為較小的面積承受了較大的壓力(見圖4)。
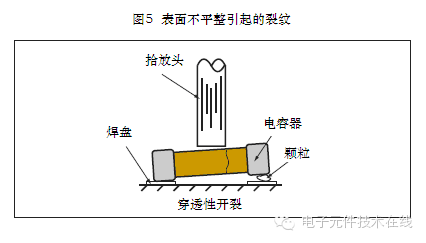
另外,PCB上散落的碎片同樣會引起裂紋。在放置電容器時,PCB不平的表面引起對電容器的向下壓力不均勻分配,這樣,電容器會破碎(見圖5)。
PCB彎曲是如何引起裂紡的?
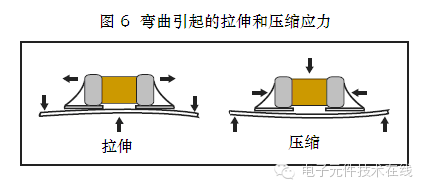
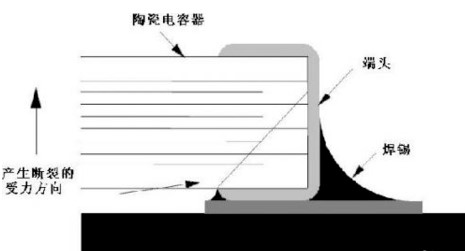
當陶瓷貼片電容MLCC被貼裝在PCB板上時,它成了電路板的一部分。而FR-4材料是最常用作PCB板,它的剛度不大,易產生彎曲。貼片電容陶瓷基體是不會隨板彎曲而彎曲的,因而會受到的拉張應力(見圖6)。
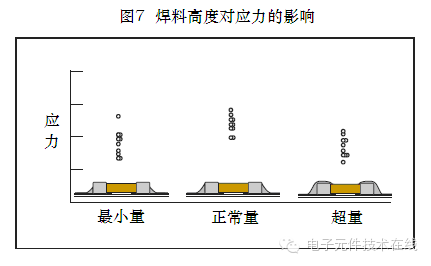
陶瓷材料壓迫強度大,拉伸強度低。當拉伸應力大于瓷體強度時,裂紋產生。影響抗彎強度的主要因素是焊錫量。推薦用量是對瓷體50~75%的焊帶高度。焊料太多會在PCB板彎曲時增加對貼片電容MLCC的拉伸應力。(見圖7)
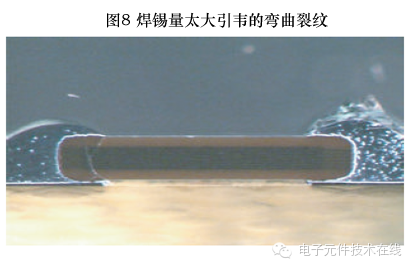
焊料量不一致會在元件上產生不一致的應力分布,在一端會應力集中,而產生裂紋(見圖8)。
焊盤尺寸同樣重要。除了適應放置變化,正確的焊盤尺寸能在焊接過程中平衡焊帶的形成。非制造商詳細規范推薦的焊盤尺寸建議不要使用。
引起MLCC裂紋的因素還有哪些?
生產商包裝后的產品不太可能是存在裂紋的,大多數貼片電容MLCC制造商非常小心地確保最終外觀檢驗質量和正確的搬運操作。除了貼裝過程的擠壓和加工過程的彎曲,裂紋還會因熱沖擊,板內測試和氫吸收引起的。
電容器用戶如何檢測裂紋?
首要的是提供更多的資源去避免裂紋的產生而不是去檢測裂紋是否存在。不過,裂紋是可以通過使用電阻測試儀進行在板檢測的。一般地,電容存在裂紋,電阻值會下降,或經老化后電阻值會明顯下降。
注意:要標示“警告”避免板彎曲和直接的元件接觸。
使用陶瓷貼片電容MLCC時如何避免裂紋?
正確的拾放位置設定和最小的板彎曲是關鍵。表面貼裝后的PCB分板是一個尤其精致的過程,分板時的任何彎曲都會引來應力,如上面討論的一樣。此外,MLCC與PCB板分割面的接近度和方向是極重要的。PCB上的分孔和切槽設計應遠離MLCC。MLCC的貼裝方位應與開孔平行,以確保MLCC在PCB板彎曲時受到最小的拉伸應力。MLCC布置平行于切割線和遠離接觸點是最佳的放置方向。
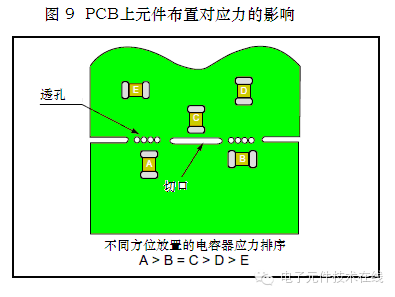
以圖9進行解釋。在分板時,元件A受的應力是最大,元件C、D其次。元件B和E在最佳位置,但元件E因遠離分割線,受的應力是最小的。把元件放在遠離分割線的位置是較好的,因為越接近分割線,應力就越大。
-
pcb
+關注
關注
4318文章
23022瀏覽量
396424 -
MLCC
+關注
關注
46文章
694瀏覽量
45506 -
貼片電容
+關注
關注
13文章
459瀏覽量
27749
原文標題:滿眼的都是裂紋——貼片電容主要失效原因
文章出處:【微信號:mcu168,微信公眾號:硬件攻城獅】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
BIOS錯誤信息和解決方法
假焊的原因和解決方法
貼片電容產生失效原因以及對此應對的辦法
硬件失效的主要原因是什么
貼片電感失效的原因是什么
PCBA加工焊點失效的原因及解決方法
鋰電池失效原因及解決方法
SMT貼片加工物料損耗的各種因素、原因與相應的解決方法
常見的錫珠形成的原因和解決方法

BGA焊接產生不飽滿焊點的原因和解決方法






 工商網監
工商網監
評論