") 電池 | 軟包鋰離子電池鼓脹原因超全總結(jié)
電池 | 軟包鋰離子電池鼓脹原因超全總結(jié)
引起軟包鋰離子電池鼓脹的原因有很多。根據(jù)實(shí)驗(yàn)研發(fā)經(jīng)驗(yàn),筆者將鋰電池鼓脹的原因分為三類,一是電池極片在循環(huán)過(guò)程中膨脹導(dǎo)致的厚度增加;二是由于電解液氧化分解產(chǎn)氣導(dǎo)致的鼓脹。三是電池封裝不嚴(yán)引進(jìn)水分、角位破損等工藝缺陷引起的鼓脹。在不同的電池體系中,電池厚度變化的主導(dǎo)因素不同,如在鈦酸鋰負(fù)極體系電池中,鼓脹的主要因素是氣鼓;在石墨負(fù)極體系中,極片厚度和產(chǎn)氣對(duì)電池的鼓脹均起到促進(jìn)作用。
一、電極極片厚度變化
石墨負(fù)極膨脹影響因素及機(jī)理討論
鋰離子電池在充電過(guò)程中電芯厚度增加主要?dú)w結(jié)為負(fù)極的膨脹,正極膨脹率僅為2~4%,負(fù)極通常由石墨、粘接劑、導(dǎo)電碳組成,其中石墨材料本身的膨脹率達(dá)到~10%,造成石墨負(fù)極膨脹率變化的主要影響因素包括:SEI膜形成、荷電狀態(tài)(stateofcharge,SOC)、工藝參數(shù)以及其他影響因素。
(1)SEI膜形成鋰離子電池首次充放電過(guò)程中,電解液在石墨顆粒在固液相界面發(fā)生還原反應(yīng),形成一層覆蓋于電極材料表面的鈍化層(SEI膜),SEI膜的產(chǎn)生使陽(yáng)極厚度顯著增加,而且由于SEI膜產(chǎn)生,導(dǎo)致電芯厚度增加約4%。從長(zhǎng)期循環(huán)過(guò)程看,根據(jù)不同石墨的物理結(jié)構(gòu)和比表面,循環(huán)過(guò)程會(huì)發(fā)生SEI的溶解和新SEI生產(chǎn)的動(dòng)態(tài)過(guò)程,比如片狀石墨較球狀石墨有更大的膨脹率。
(2)荷電狀態(tài)電芯在循環(huán)過(guò)程中,石墨陽(yáng)極體積膨脹與電芯SOC呈很好的周期性的函數(shù)關(guān)系,即隨著鋰離子在石墨中的不斷嵌入(電芯SOC的提高)體積逐漸膨脹,當(dāng)鋰離子從石墨陽(yáng)極脫出時(shí),電芯SOC逐漸減小,相應(yīng)石墨陽(yáng)極體積逐漸縮小。
(3)工藝參數(shù)從工藝參數(shù)方面看,壓實(shí)密度對(duì)石墨陽(yáng)極影響較大,極片冷壓過(guò)程中,石墨陽(yáng)極膜層中產(chǎn)生較大的壓應(yīng)力,這種應(yīng)力在極片后續(xù)高溫烘烤等工序很難完全釋放。電芯進(jìn)行循環(huán)充放電時(shí),由于鋰離子的嵌入和脫出、電解液對(duì)粘接劑溶脹等多個(gè)因素共同作用,膜片應(yīng)力在循環(huán)過(guò)程得到釋放,膨脹率增大。另一方面,壓實(shí)密度大小決定了陽(yáng)極膜層空隙容量大小,膜層中孔隙容量大,可以有效吸收極片膨脹的體積,空隙容量小,當(dāng)極片膨脹時(shí),沒有足夠的空間吸收膨脹所產(chǎn)生的體積,此時(shí),膨脹只能向膜層外部膨脹,表現(xiàn)為陽(yáng)極片的體積膨脹。
(4)其他因素粘接劑的粘接強(qiáng)度(粘接劑、石墨顆粒、導(dǎo)電碳以及集流體相互間界面的粘接強(qiáng)度),充放電倍率,粘接劑與電解液的溶脹性,石墨顆粒的形狀及其堆積密度,以及粘接劑在循環(huán)過(guò)程失效引起的極片體積增加等,均對(duì)陽(yáng)極膨脹有一定程度的影響。
膨脹率計(jì)算:
膨脹率計(jì)算用二次元測(cè)量陽(yáng)極片X、Y方向尺寸,千分尺測(cè)量Z方向厚度,在沖片以及電芯滿充后分別測(cè)量。
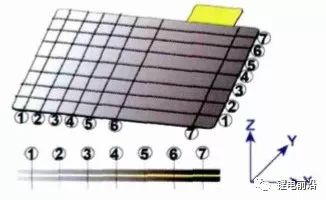
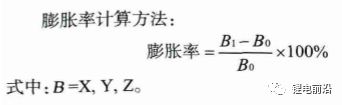
圖1 陽(yáng)極片測(cè)量示意圖
壓實(shí)密度和涂布質(zhì)量對(duì)負(fù)極膨脹的影響
以壓實(shí)密度和涂布質(zhì)量為因子,各取三個(gè)不同水平,進(jìn)行全因子正交實(shí)驗(yàn)設(shè)計(jì)(如表1所示),各組別其他條件相同。

圖2(a)、(b)可以看出,電芯滿充后,陽(yáng)極片在X/Y/Z方向的膨脹率隨著壓實(shí)密度增大而增大。當(dāng)壓實(shí)密度從1.5g/cm3提高到1.7g/cm3時(shí),X/Y方向膨脹率從0.7%增大到1.3%,Z方向膨脹率從13%增大到18%。從圖2(a)可以看出,不同壓實(shí)密度下,X方向膨脹率均大于Y方向,出現(xiàn)此現(xiàn)象的原因主要是由極片冷壓工序?qū)е?在冷壓過(guò)程中,極片經(jīng)過(guò)壓輥時(shí),根據(jù)阻力最小定律,材料受到外力作用時(shí),材料質(zhì)點(diǎn)將沿著抵抗力最小的方向流動(dòng).
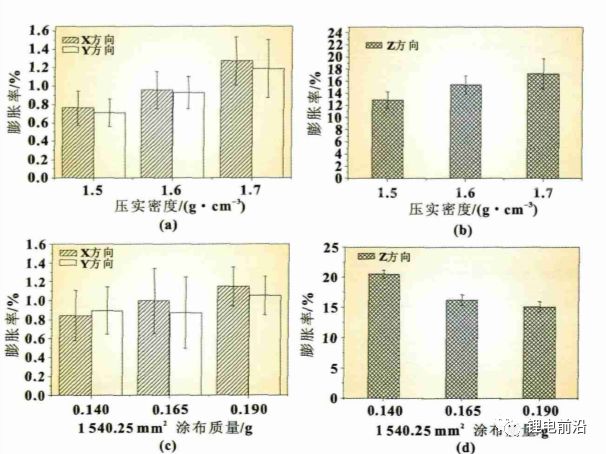
圖2 陽(yáng)極在不同方向的膨脹率
負(fù)極片冷壓時(shí),阻力最小的方向?yàn)镸D方向(極片的Y方向,如圖3所示),應(yīng)力在MD方向更容易釋放,而TD方向(極片的X方向)阻力較大,輥壓過(guò)程應(yīng)力不易釋放,TD方向應(yīng)力較MD方向大。故導(dǎo)致電極片滿充后,X方向膨脹率大于Y方向膨脹率.另一方面,壓實(shí)密度增大,極片孔隙容量降低(如圖4所示),當(dāng)充電時(shí),陽(yáng)極膜層內(nèi)部沒有足夠的空間吸收石墨膨脹的體積,外在表現(xiàn)為極片整體向X、Y、Z三個(gè)方向膨脹。
從圖2(c)、(d)可以看出,涂布質(zhì)量從0.140g/1,540.25mm2增大到0.190g/1,540.25mm2,X方向膨脹率從0.84%增大到1.15%,Y方向膨脹率從0.89%增大到1.05%,Z方向膨脹率趨勢(shì)與X/Y方向變化趨勢(shì)相反,呈下降趨勢(shì),從16.02%降低到13.77%。說(shuō)明石墨陽(yáng)極膨脹在X、Y、Z三個(gè)方向呈現(xiàn)此起彼伏的變化規(guī)律,涂布質(zhì)量變化主要體現(xiàn)在膜層厚度的顯著變化。以上負(fù)極變化規(guī)律與文獻(xiàn)結(jié)果一致,即集流體厚度與膜層厚度比值越小,集流體中應(yīng)力越大。
圖3 負(fù)極冷壓過(guò)程示意圖
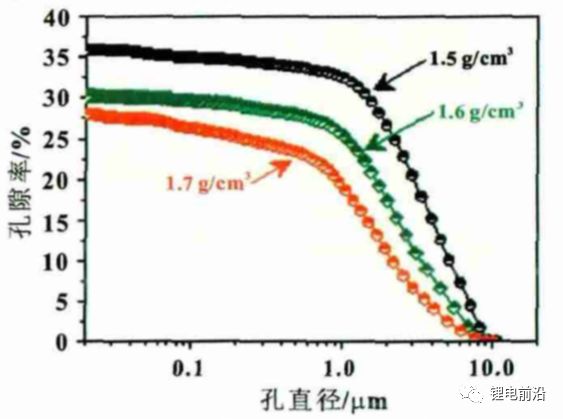
圖4不同壓實(shí)密度下空隙率的變化
銅箔厚度對(duì)負(fù)極膨脹的影響
選取銅箔厚度和涂布質(zhì)量?jī)蓚€(gè)影響因子,銅箔厚度水平分別取6和8μm,陽(yáng)極涂布質(zhì)量分別為0.140g/1、540.25mm2和0.190g/1、540.25mm2,壓實(shí)密度均為1.6g/cm3,各組實(shí)驗(yàn)其他條件均相同,實(shí)驗(yàn)結(jié)果如圖5所示。從圖5(a)、(c)可以看出,兩種不同涂布質(zhì)量下,在X/Y方向8μm銅箔陽(yáng)極片膨脹率均小于6μm,說(shuō)明銅箔厚度增加,由于其彈性模量增加(見圖6),即抗變形能力增強(qiáng),對(duì)陽(yáng)極膨脹約束作用增強(qiáng),膨脹率減小。
根據(jù)文獻(xiàn),相同涂布質(zhì)量下,銅箔厚度增加時(shí),集流體厚度與膜層厚度比值增加,集流體中的應(yīng)力變小,極片膨脹率變小。而在Z方向,膨脹率變化趨勢(shì)完全相反,從圖5(b)可以看出,銅箔厚度增加,膨脹率增加;從圖5(b)、(d)對(duì)比可以看出,當(dāng)涂布質(zhì)量從0.140g/1、540.25mm2增加到0.190g/1,540.25mm2時(shí),銅箔厚度增加,膨脹率減小。銅箔厚度增加,雖然有利于降低自身應(yīng)力(強(qiáng)度高),但會(huì)增加膜層中的應(yīng)力,導(dǎo)致Z方向膨脹率增加,如圖5(b)所示;隨著涂布質(zhì)量增加,厚銅箔雖然對(duì)膜層應(yīng)力增加有促進(jìn)作用,但同時(shí)對(duì)膜層的約束能力也增強(qiáng),此時(shí)約束力更加明顯,Z方向膨脹率減小。
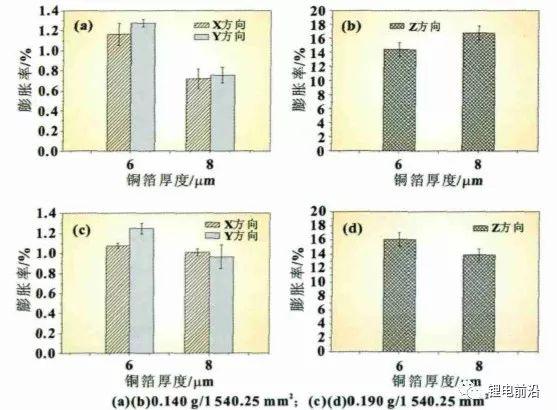
圖5 銅箔厚度和涂布質(zhì)量不同時(shí)陽(yáng)極的膜膨脹率變化
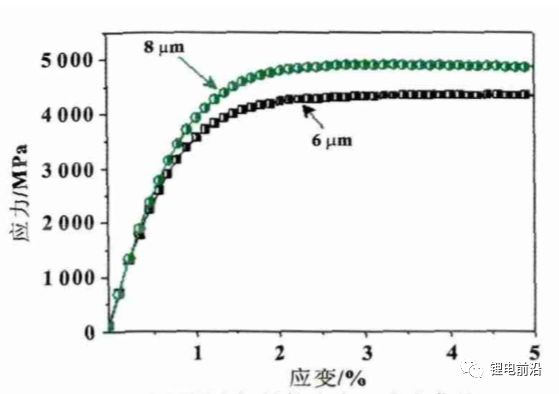
圖6 不同厚度銅箔的應(yīng)力-應(yīng)變曲線
石墨類型對(duì)負(fù)極膨脹的影響
采用5種不同類型的石墨進(jìn)行實(shí)驗(yàn)(見表2),涂布質(zhì)量0.165g/1,540.25mm2,壓實(shí)密度1.6g/cm3,銅箔厚度8μm,其他條件相同,實(shí)驗(yàn)結(jié)果如圖7所示。從圖7(a)可以看出,不同石墨在X/Y方向膨脹率差異較大,最小0.27%,最大1.14%,Z方向膨脹率最小15.44%,最大17.47%,X/Y方向膨脹大的,在Z方向膨脹小,同分析的結(jié)果一致。其中采用A-1石墨的電芯出現(xiàn)嚴(yán)重變形,變形比率20%,其他各組電芯未出現(xiàn)變形,說(shuō)明X/Y膨脹率大小對(duì)電芯變形有顯著影響。
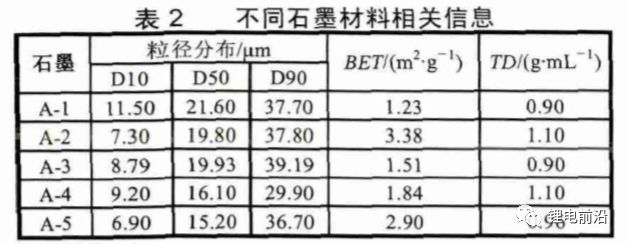
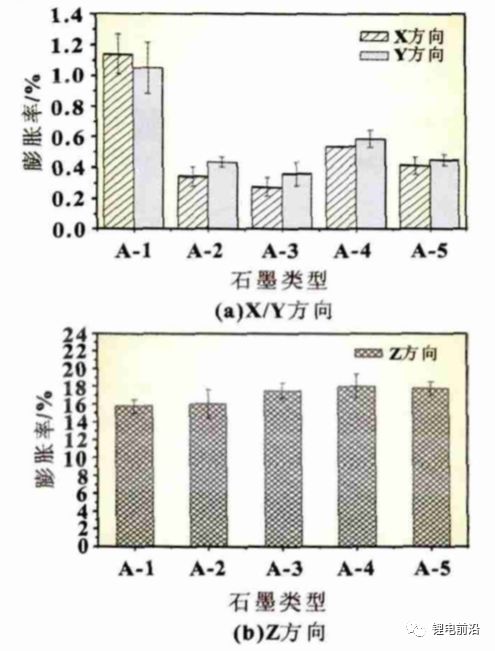
圖7 不同石墨膨脹率
結(jié)論
(1)增大壓實(shí)密度,陽(yáng)極片在滿充過(guò)程中沿X/Y、Z三個(gè)方向膨脹率均增大,且X方向的膨脹率大于Y方向的膨脹率(X方向?yàn)闃O片冷壓過(guò)程中的輥軸方向,Y方向?yàn)闄C(jī)器走帶方向)。
(2)增加涂布質(zhì)量,X/Y方向的膨脹率均有增大趨勢(shì),Z方向膨脹率減小;增加涂布質(zhì)量會(huì)導(dǎo)致集流體中拉伸應(yīng)力增大。
(3)提高集流體強(qiáng)度,可以抑制陽(yáng)極片在X/Y方向的膨脹。
(4)不同類型石墨,在X/Y、Z三個(gè)方向膨脹率差異均較大,其中X/Y方向的膨脹大小對(duì)電芯變形影響較大。
二、電池產(chǎn)氣引起的鼓脹
電池內(nèi)部產(chǎn)氣是導(dǎo)致電池鼓脹的另一重要原因,無(wú)論是電池在常溫循環(huán)、高溫循環(huán)、高溫?cái)R置時(shí),其均會(huì)產(chǎn)生不同程度的鼓脹產(chǎn)氣。
電池在首次充放電過(guò)程中,電極表面會(huì)形成SEI(SolidElectrolyteInterface)膜。負(fù)極SEI膜的形成主要來(lái)于EC(EthyleneCarbonate)的還原分解,在烷基鋰和Li2CO3的生成的同時(shí),會(huì)有大量的CO和C2H4生成。溶劑中的DMC(DimethylCarbonate)、EMC(EthylMethylCarbonate)也會(huì)在成膜過(guò)程中成RLiCO3和ROLi,伴隨產(chǎn)生CH4、C2H6和C3H8等氣體與CO氣體。在PC(Propylenecarbonate)基電解液中,氣體的產(chǎn)生相對(duì)較多,主要是PC還原生成的C3H8氣體。磷酸鐵鋰軟包電池在第一次循環(huán)時(shí)在0.1C充電結(jié)束后氣脹的最為嚴(yán)重。以上可知,SEI的形成會(huì)伴隨著大量氣體的產(chǎn)生,這個(gè)不可避免的過(guò)程。
雜質(zhì)中H2O的存在會(huì)使LiPF6中的P-F鍵不穩(wěn)定,生成HF,HF將導(dǎo)致這個(gè)電池體系的不穩(wěn)定,伴隨產(chǎn)生氣體。過(guò)量H2O的存在會(huì)消耗掉Li+,生成LiOH、LiO2和H2導(dǎo)致產(chǎn)生氣體。儲(chǔ)存和長(zhǎng)期充放電過(guò)程中也會(huì)有氣體的產(chǎn)生,對(duì)于密封的鋰離子電池而言,大量的氣體出現(xiàn)會(huì)造成電池氣脹,從而影響電池的性能,縮短電池的使用壽命。
電池在儲(chǔ)存過(guò)程中產(chǎn)生氣體的主要原因有以下兩點(diǎn):(1)電池體系中存在的H2O會(huì)導(dǎo)致HF的生成,造成對(duì)SEI的破壞。體系中的O2可能會(huì)造成對(duì)電解液的氧化,導(dǎo)致大量CO2的生成;(2)若首次化成形成的SEI膜不穩(wěn)定會(huì)導(dǎo)致存儲(chǔ)階段SEI膜被破壞,SEI膜的重新修復(fù)會(huì)釋放出以烴類為主的氣體。
電池長(zhǎng)期充放電循環(huán)過(guò)程中,正極材料的晶形結(jié)構(gòu)發(fā)生變化,電極表面的點(diǎn)電位的不均一等因素造成某些點(diǎn)電位過(guò)高,電解液在電極表面的穩(wěn)定性下降,電極表面膜不斷增厚使電極界面電阻增大,更進(jìn)一步提高反應(yīng)電位,造成電解液在電極表面的分解產(chǎn)生氣體,同時(shí)正極材料也可能釋放出氣體。
在不同體系中,電池產(chǎn)鼓脹程度不同。在石墨負(fù)極體系電池中,產(chǎn)氣鼓脹的原因主要還是如上所述的SEI膜生成、電芯內(nèi)水分超標(biāo)、化成流程異常、封裝不良等,而在鈦酸鋰負(fù)極體系中,產(chǎn)業(yè)界普遍認(rèn)為 Li4Ti5O12電池的脹氣主要是材料自身容易吸水所導(dǎo)致的,但沒有確切證據(jù)來(lái)證明這一猜測(cè)。天津力神電池公司的Xiong等在第十五屆國(guó)際電化學(xué)會(huì)議論文摘要中指出氣體成分中有CO2、CO、烷烴及少量烯烴,對(duì)其具體組成和比例沒有給出數(shù)據(jù)支持。而Belharouak等使用氣相色譜-質(zhì)譜聯(lián)用儀表征了電池產(chǎn)氣情況。氣體的主要組分是H2, 還有 CO2、CO、CH4、C2H6、C2H4、C3H8、C3H6等。
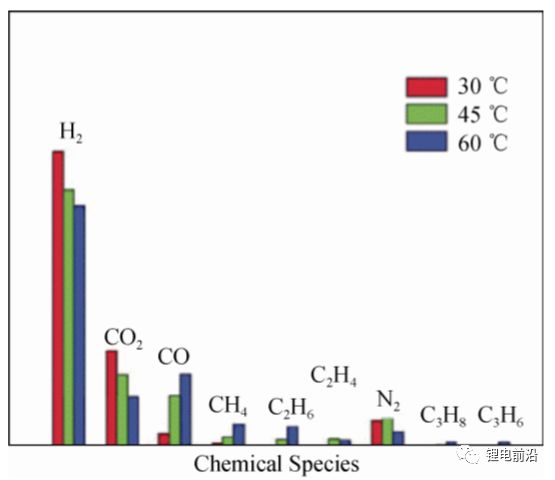
圖8 Li4Ti5O12/LiMn2O4電池在 30、45、60 ℃循環(huán) 5 個(gè)月的氣體成分
一般鋰離子電池所選用的電解液體系是LiPF6/EC:EMC,其中LiPF6在電解液中存在如下平衡:

PF5是一種很強(qiáng)的酸,容易引起碳酸酯類的分解,而且PF5的量隨溫度的升高而增加。PF5有助于電解液分解,產(chǎn)生CO2、CO及CxHy氣體。計(jì)算也表明,EC的分解產(chǎn)生CO、CO2氣體。C2H4和C3H6是C2H6和C3H8是分別與Ti4+發(fā)生氧化還原反應(yīng)生成,同時(shí)Ti4+被還原成Ti3+。據(jù)相關(guān)研究H2的產(chǎn)生來(lái)源于電解液中的痕量水,但是一般電解液中的水含量為20×10-6左右,對(duì)H2的產(chǎn)氣。上海交通大學(xué)吳凱的實(shí)驗(yàn)選用石墨/NCM111做電池量貢獻(xiàn)很低,得出的結(jié)論是H2的來(lái)源是高電壓下碳酸酯的分解。
三、工序異常導(dǎo)致產(chǎn)生氣體引起膨脹
1.封裝不良,由封裝不良所引起脹氣電池芯的比例已經(jīng)大大地降低。前面已經(jīng)介紹了引起Topsealing、Sidesealing和Degassing三邊封裝不良的原因,任何一邊封裝不良都會(huì)導(dǎo)致電池芯,表現(xiàn)以Topsealing和Degassing居多,Topsealing主要是Tab位密封不良,Degassing主要是分層(包括受電解液和凝膠影響導(dǎo)致PP與Al脫離)。封裝不良引起空氣中水分進(jìn)入電池芯內(nèi)部,引起電解液分解產(chǎn)生氣體等。
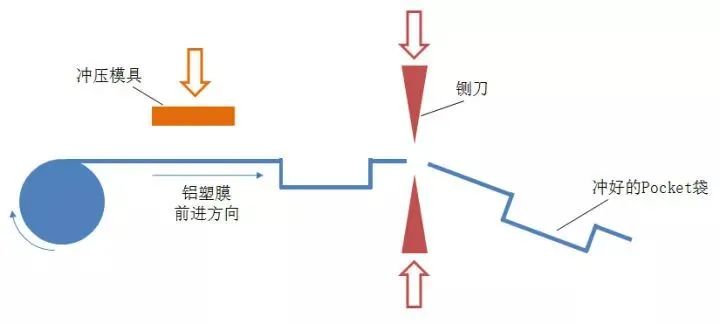
2.Pocket表面破損,電池芯在流拉過(guò)程中,受到異常損壞或人為破環(huán)導(dǎo)致Pocket破損(如針孔)而使水分進(jìn)入電池芯內(nèi)部。
3.角位破損,由于折邊角位鋁的特殊變形,氣袋晃動(dòng)會(huì)扭曲角位導(dǎo)致Al破損(電池芯越大,氣袋越大,越易破損),失去對(duì)水的阻隔作用。可以在角位加皺紋膠或熱熔膠緩解。并且在頂封后的各工序禁止拿氣袋移動(dòng)電池芯,更要注意操作方式防止老化板上電芯池的擺動(dòng)。
4.電池芯內(nèi)部水含量超標(biāo),一旦水含量超標(biāo),電解液會(huì)失效在化成或Degassing后產(chǎn)生氣體。造成電池內(nèi)部水含量超標(biāo)的原因主要有:電解液水含量超標(biāo),Baking后裸電芯水含量超標(biāo),乾燥房濕度超標(biāo)。若懷疑水含量超標(biāo)導(dǎo)致脹氣,可進(jìn)行工序的追溯檢查。
5.化成流程異常,錯(cuò)誤的化成流程會(huì)導(dǎo)致電池芯發(fā)生脹氣。
6.SEI膜不穩(wěn)定,電池芯在容量測(cè)試充放電過(guò)程中發(fā)射功能輕微脹氣。
7.過(guò)充、過(guò)放,由于流程或機(jī)器或保護(hù)板的異常,使電池芯被過(guò)充或過(guò)度放電,電池芯會(huì)發(fā)生嚴(yán)重鼓氣。
8.短路,由于操作失誤導(dǎo)致帶電電芯兩Tab接觸發(fā)生短路,電池芯會(huì)發(fā)生鼓氣同時(shí)電壓迅速下降,Tab會(huì)被燒黑。
9.內(nèi)部短路,電池芯內(nèi)部陰陽(yáng)極短路導(dǎo)致電芯迅速放電發(fā)熱同時(shí)嚴(yán)重鼓氣。內(nèi)部短路的原因有很多種:設(shè)計(jì)問(wèn)題;隔離膜收縮、捲曲、破損;Bi-cell錯(cuò)位;毛刺刺穿隔離膜;夾具壓力過(guò)大;燙邊機(jī)過(guò)度擠壓等。例如曾經(jīng)由于寬度不足,燙邊機(jī)過(guò)度擠壓電芯實(shí)體導(dǎo)致陰陽(yáng)極短路脹氣。
10.腐蝕,電池芯發(fā)生腐蝕,鋁層被反應(yīng)消耗,失去對(duì)水的阻隔作用,發(fā)生脹氣。
11.真空抽氣異常,系統(tǒng)或機(jī)器的原因?qū)е抡婵斩犬惓egassing抽氣不徹底;VacuumSealing的熱輻射區(qū)過(guò)大,導(dǎo)致Degassing抽氣刺刀不能有效地刺破Pocket袋而導(dǎo)致抽氣不干凈。
四 抑制異常產(chǎn)氣的措施
抑制異常產(chǎn)氣需要從材料設(shè)計(jì)和制造工藝兩方面著手。
首先要設(shè)計(jì)優(yōu)化材料及電解液體系,保證形成致密穩(wěn)定的SEI膜,提高正極材料的穩(wěn)定性,抑制異常產(chǎn)氣的發(fā)生。
針對(duì)電解液的處理常常采用添加少量的成膜添加劑的方法使SEI膜更均勻、致密,減少電池在使用過(guò)程中的SEI膜脫落和再生過(guò)程產(chǎn)氣導(dǎo)致電池鼓脹,相關(guān)研究已有報(bào)道并在實(shí)際中得到應(yīng)用,如哈爾濱理工大學(xué)的成夙等報(bào)道,使用成膜添加劑VC可以減少電池氣脹現(xiàn)象。但研究多集中在單組分添加劑上,效果有限。華東理工大學(xué)的曹長(zhǎng)河等人,采用VC與PS復(fù)合作為新型電解液成膜添加劑,取得了很好的效果,電池在高溫?cái)R置和循環(huán)過(guò)程中產(chǎn)氣明顯減少。
研究表明,EC、VC形成的SEI膜組分為線性烷基碳酸鋰,高溫下附在LiC的烷基碳酸鋰不穩(wěn)定,分解生成氣體(如CO2等)而產(chǎn)生電池鼓脹。而PS形成的SEI膜為烷基磺酸鋰,雖膜有缺陷,但存在著一定的二維結(jié)構(gòu),附在LiC高溫下仍較穩(wěn)定。當(dāng)VC和PS復(fù)合使用時(shí),在電壓較低時(shí)PS在負(fù)極表面形成有缺陷的二維結(jié)構(gòu),隨著電壓的升高VC在負(fù)極表面又形成線性結(jié)構(gòu)的烷基碳酸鋰,烷基碳酸鋰填充于二維結(jié)構(gòu)的缺陷中,形成穩(wěn)定附在LiC具有網(wǎng)絡(luò)結(jié)構(gòu)的SEI膜。此種結(jié)構(gòu)的SEI膜大大提高了其穩(wěn)定性,可以有效抑制由于膜分解導(dǎo)致的產(chǎn)氣。
此外由于正極鈷酸鋰材料與電解液的相互作用,使其分解產(chǎn)物會(huì)催化電解液中溶劑分解,所以對(duì)于正極材料進(jìn)行表面包覆,不但可以增加材料的結(jié)構(gòu)穩(wěn)定性,還可以減少正極與電解液的接觸,降低活性正極催化分解所產(chǎn)生的氣體。因此,正極材料顆粒表面形成穩(wěn)定完整的包覆層也是目前的一大發(fā)展方向。
-
鋰電池
+關(guān)注
關(guān)注
259文章
8036瀏覽量
169546 -
正負(fù)極
+關(guān)注
關(guān)注
2文章
98瀏覽量
13243
原文標(biāo)題:【基礎(chǔ)】收藏 !軟包鋰離子電池鼓脹原因超全總結(jié)!
文章出處:【微信號(hào):Recycle-Li-Battery,微信公眾號(hào):鋰電聯(lián)盟會(huì)長(zhǎng)】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
[討論]討論聚合物鋰離子電池是否能替代鋰離子電池
鋰離子電池的類型
鋰離子電池的性能
鋰離子電池和鋰電池的區(qū)別
【轉(zhuǎn)】鋰離子電池的維護(hù)和保存技巧分享
鋰離子電池的制造概述
鋰離子電池主要有哪些類型
鋰離子電池簡(jiǎn)介
軟包鋰離子電池封裝技術(shù)
鋰離子電池充電的問(wèn)題
三元聚合物鋰離子電池和磷酸鐵鋰離子電池哪個(gè)續(xù)航更長(zhǎng)?

軟包鋰離子電池怎么制作?





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論