") SMT加工的BGA焊點出現(xiàn)空洞的原因分析
SMT加工的BGA焊點出現(xiàn)空洞的原因分析
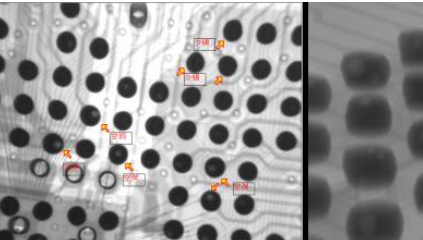
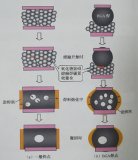
BGA空洞與錫膏中的助焊膏中的活性有關(guān):空洞現(xiàn)象的產(chǎn)生主要是助焊劑中的有機物經(jīng)過高溫裂解后產(chǎn)生氣泡很難逸出,導致氣體被包圍在合金粉末中。
從過程中可以看出,關(guān)鍵在有機物經(jīng)過高溫裂解后產(chǎn)生的氣泡,錫膏中的助焊劑在高溫時形成氣體,由于氣體的比重是相當小的,在回流中氣體會懸浮在焊料的表面,氣體終會逸出去,不會停留在合金粉末的表面。但是,在焊接的時候耍要考慮焊料的表面張力,被焊元器件的重力,因此,要結(jié)合錫膏的表面張力,元器件的自身重力去分析氣體為什么不能逸出合金粉末的表面,進而形成空洞。如果有機物產(chǎn)生氣體的浮力比焊料的表面張力小,那么助焊劑中的有機物經(jīng)過高溫裂解后,氣體就會被包圍在錫球的內(nèi)部,氣體深深的被錫球所吸住,這時候氣體就很難逸出去,此時就會形成空洞現(xiàn)象
從SMT加工的角度來說,絕大部分SMT焊點出現(xiàn)的空洞都是因為再流焊接過程中熔點焊點截留的助焊劑揮發(fā)物在凝固期間沒有足夠的時間及時排出而形成的。那SMT加工的BGA焊點有空洞受哪些因素影響?
1、 助焊劑
(1)焊料在熔點以上的排氣速率是一個關(guān)鍵因素。如果排氣速率較低,產(chǎn)生空洞的概率就會大。
(2)截留的助焊劑是引起空洞的根源。助焊劑活性越高,越利于助焊劑的逃逸,也越不易形成空洞。
(3)焊劑中溶劑的沸點越低越容易形成空洞,這是因為溶劑揮發(fā)使助焊劑變得黏稠,越黏稠越不容易被熔融焊料“擠走”。
2、 焊料
(1)表面張力:一方面(主要方面),低的表面張力有利于焊料與焊劑的擴散,有利于氣體的逃逸,空洞會比較少;另一方面(次要方面),低的表面張力允許空洞的發(fā)展。表面張力對空洞的影響取決于焊點的類項,比如,對于非BGA類焊點(踏落很小,主要是焊料遷移與擴展)低的表面張力會減少其空洞;但對于BGA類焊點,可能會增加空洞的尺寸,這就是使用N2氣氛再流焊接時BGA焊點中的空洞會比較大的可能原因。
(2)焊膏金屬含量與焊粉尺寸:金屬含量越高、焊粉越細,空洞體積比例高。因為焊錫氧化物越多,助焊劑越不容易從更緊密的錫粉和大量高黏性金屬鹽中逃逸。
-
元器件
+關(guān)注
關(guān)注
112文章
4692瀏覽量
92006 -
smt
+關(guān)注
關(guān)注
40文章
2883瀏覽量
69058
發(fā)布評論請先 登錄
相關(guān)推薦
BGA焊點中空洞的形成原因有哪些?
SMT貼片加工回流焊接造成空洞、裂紋的原因你知道嗎?
SMT出現(xiàn)焊點剝離現(xiàn)象的原因分析
SMT貼片焊接焊點時空洞是怎樣產(chǎn)生的?
關(guān)于焊點產(chǎn)生空洞的原因有哪些?
錫膏焊接后PCBA焊點產(chǎn)生空洞的原因是什么?

SMT加工過程中出現(xiàn)焊點不圓潤現(xiàn)象的原因有哪些?
smt貼片BGA焊點斷裂的原因和對策






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論