 MVC的能力與耐回流焊接之間的比較
MVC的能力與耐回流焊接之間的比較
MVC是指回流焊接過程中最脆弱的組件(MVC),如液體介電鋁電解電容器,連接器,DIP開關,LED,變壓器,PCB(印刷電路板)基板材料等。鉛和無鉛元件在承受回流焊接方面的能力各不相同。
?引線元件
由于引線回流焊接的峰值溫度不會超過230°C,因此MVC的耐熱性應設置為240° C,包括工業制造商生產的所有焊接工具,焊接設備和用于焊接的輔助材料,所有這些都是基于240°C的耐熱性設計和選擇的。
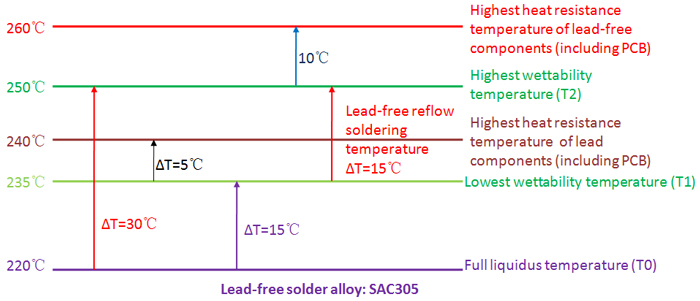
?無鉛元件
無鉛回流焊接的峰值溫度可高達250°C,因此熱量最低MVC的電阻必須設置為至少260°C。因此,工業制造商生產的所有焊接工具,焊接設備和用于焊接的支撐材料都必須根據260°C的耐熱性進行設計和選擇。
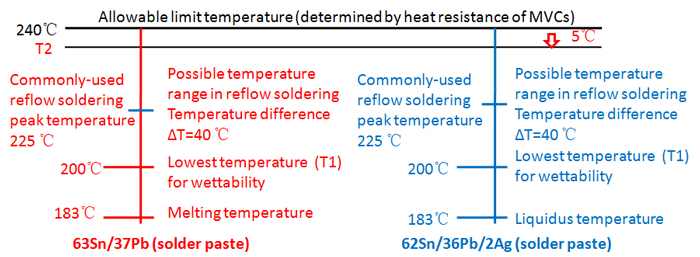
通常用于回流焊接的焊膏成分
?引線回流焊接
相當于引線波峰焊接,鉛回流焊接共用相同的常用焊膏成分,即Sn37Pb共晶焊膏和Sn36Pb2Ag焊膏。
?無鉛回流焊
用于無鉛回流焊的焊膏中合金成分主要包括:a。 SAC305焊膏。作為現代工業中應用最廣泛的元素之一,它具有217°C至220°C的熔化溫度。
b。 SAC387焊膏。作為SnAgCu合金的共晶成分,SAC387的熔化溫度為217°C,能夠完成固 - 液轉變。由于其熔化溫度低,它主要應用于某些特殊產品,例如軍事應用。
回流焊接峰值溫度范圍
?引線回流焊接
就簡單產品而言,鉛回流焊接時的峰值溫度范圍為205°C至220°C。然而,對于某些IC封裝等復雜產品,峰值溫度可能高達225°C,如下圖所示。
?無鉛回流焊接
就無鉛回流焊接而言,如果最低峰值溫度為235° C在實際回流焊接中,最高峰值溫度將由PCB板上的溫差(ΔT)決定,然而,這取決于PCB尺寸,PCB板厚度,PCB層數,元件布局,銅層分布,元件尺寸和熱容量。這些大而厚的PCB采用大型復雜元件組裝而成,典型的ΔT高達20°C至25°C。因此,應盡量減少峰值溫度,以延長預熱和回流焊接時間,如下圖所示。
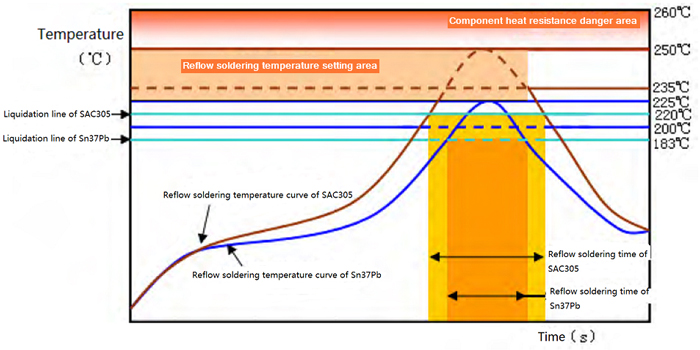
回流焊接時間 - 溫度曲線
鉛和無鉛回流焊接的時間 - 溫度曲線比較如下圖所示。
鉛和無鉛回流焊接之間的自對準能力比較
?引線回流焊接
當鉛焊膏(Sn37Pb,Sn36Pb2Ag)采用PCB表面處理為HASL Sn37Pb或OSP時,如果組裝的元件偏離焊盤通過50%,可以很好地實現自對準。
?無鉛回流焊接
a。當空氣參與回流焊接時,SAC305焊膏涂有PCB焊盤表面,ENIG和OSP以及焊點SAC305。如果組裝后的元件偏離焊盤25%,則可以很好地實現自對準。
b。由于氮氣參與回流焊接,SAC305焊膏采用PCB焊盤表面處理,ENIG和OSP以及焊點SAC305。如果組裝后的元件偏離焊盤50%,也可以很好地實現自對準。
鉛和無鉛焊點之間的鉛消除程序比較
羅馬不是一天建成的。從完整的SnPb焊接系統到完全無鉛焊接系統,只需一步即可實現完全過渡。必須提供瞬態過程,其中鉛和無鉛元素共存。這是因為電子制造行業的不同公寓未能在無鉛計劃和技術準備方面保持同步。因此,在這個瞬態過程中往往會導致焊接缺陷。
?向前兼容性
例如,當鉛 - 免費的SAC焊膏用于焊接引線BGA(球柵陣列)焊點,將發生前向兼容性,這源于組件分銷商的無鉛計劃晚于PCB制造商的時間表。在這種情況下,BGA焊點首先熔化并覆蓋在合金未熔化的焊膏上,導致鉛焊球的大量坍塌和氧化。因此,由于難以排出助焊劑溶劑和焊膏中的污染物而產生空位和內部非金屬渣夾雜物,這是不允許的。
?向后兼容性
當無鉛焊料需要與鉛焊膏配合使用時,會發生向后兼容。涂在焊盤上的焊膏(SnPb)熔化但SAC焊球仍未熔化。鉛將被消散到未完全熔化的焊球晶體顆粒的邊界。 SAC焊球中鉛的消散程度取決于回流焊溫度的高低以及SnPb焊料在焊膏中熔化的時間。因此,焊點不均勻且不穩定。
為了獲得更高質量和可靠性的焊點,必須重置回流時間 - 溫度曲線,以便SAC焊球可以完全熔化SnPb焊膏中的鉛可以與熔化的SAC焊球絕對混合。
鉛和無鉛回流焊接程序的冷卻速率比較
?引線回流焊接
由于引線回流焊接的峰值溫度低于無鉛回流焊接的峰值溫度和累積的熱量,焊接設備不是很高,冷卻裝置的冷卻速度保持在3到4°C/s就足夠了。
?無鉛回流焊接
由于無鉛回流焊接具有高溫和積聚的熱量,長時間停止焊點冷卻和固化,晶體顆粒變厚,加速冷卻也會阻礙隔離。因此,回流焊設備的冷卻設備應具有較高的冷卻速率,以便快速降低焊點的溫度。冷卻速度通常要求為5至6°C/s。
冷卻速度對抗蠕變性的影響
?無鉛焊料冷卻速率對抗蠕變性的影響
a。冷卻速率的提高導致器件抗蠕變性增加,這是因為快速冷卻會改變微觀結構。通過快速冷卻和基板中的Ag3Sn顆粒形成的小枝晶將增強接觸斷裂電阻,從而提高焊點的抗蠕變性。
b。緩慢冷卻導致晶體顆粒生長,這傾向于導致裂縫的產生和膨脹。 SnAg的抗蠕變性能主要消除了具有強化功能的分配顆粒。
?鉛焊料冷卻速率對抗蠕變性的影響
與SAC合金不同,當鉛共晶焊料經過快速冷卻時,鉛將呈球形,并且在加速冷卻速度的情況下所有相都將變細。然而,不同之處在于鉛的特點是硬度低于Sn基板,SnAg和SAC合金的含量高于Ag。
-
PCB打樣
+關注
關注
17文章
2968瀏覽量
21660 -
華強pcb線路板打樣
+關注
關注
5文章
14629瀏覽量
42990
發布評論請先 登錄
相關推薦
SMT焊接工藝介紹:回流焊、波峰焊、通孔回流焊

通孔回流焊簡述
晶圓級CSP裝配回流焊接過程
倒裝晶片的組裝的回流焊接工藝
回流焊具體是怎樣的呢?回流焊的原理是什么?
通孔回流焊工藝原理_通孔回流焊接工藝的優缺點
PCB回流焊接工藝流程 雙面PCBA回流焊接的優勢
回流焊工藝加熱焊接流程與加熱方式
錫膏回流焊接工藝要求






 工商網監
工商網監
評論