文章
-
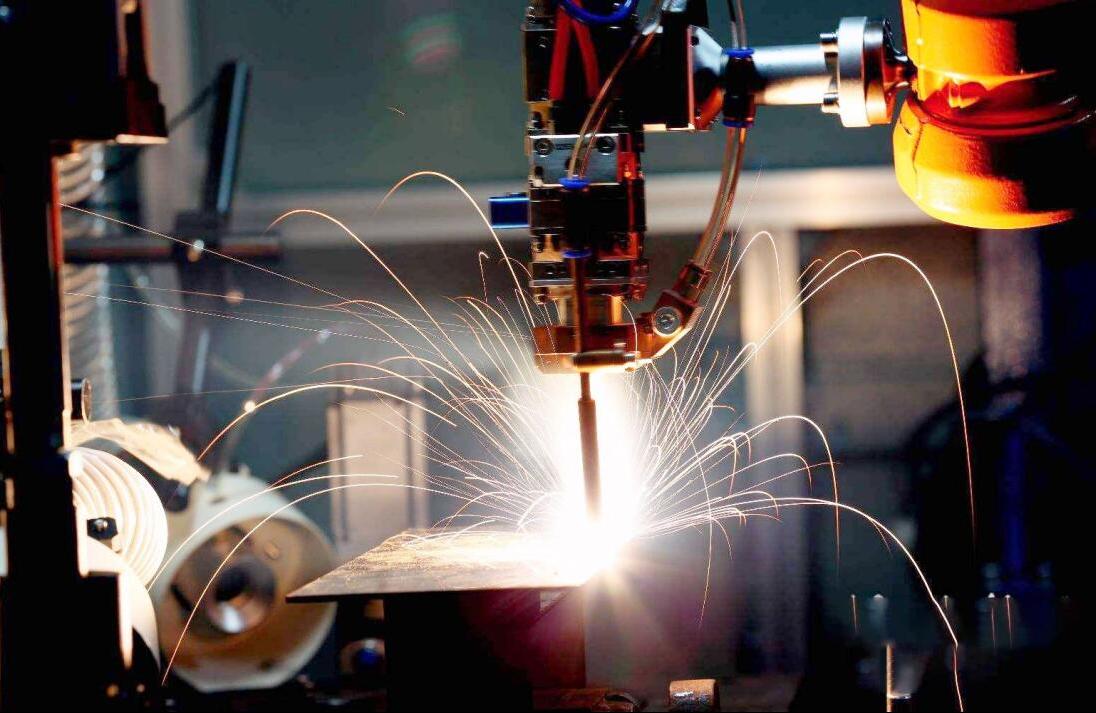
鋼鐵材料的激光焊接(激光焊接系統)2022-01-21 15:40
-
激光焊錫的工藝參數2022-01-18 14:17
 激光焊錫控制系統示教系統1684瀏覽量
激光焊錫控制系統示教系統1684瀏覽量 -
采用激光軟釬焊與其它方式相比有以下優點2022-01-18 00:40
 1、由于是局部加熱,元件不易產生熱損傷,熱影響區小,因此可在熱敏元件附近施行軟釬焊。2、用非接觸加熱,熔化帶寬,不需要任何輔助工具,可在雙面印刷電路板上雙面元件裝備后加工。3、重復操作穩定性好。焊劑對焊接工具污染小,且激光照射時間和輸出功率易于控制,激光釬焊成品率高。4、激光束易于實現分光,可用半透鏡、反射鏡、棱鏡、掃描鏡等光學元件進行時間與空間分割,能實現激光 524瀏覽量
1、由于是局部加熱,元件不易產生熱損傷,熱影響區小,因此可在熱敏元件附近施行軟釬焊。2、用非接觸加熱,熔化帶寬,不需要任何輔助工具,可在雙面印刷電路板上雙面元件裝備后加工。3、重復操作穩定性好。焊劑對焊接工具污染小,且激光照射時間和輸出功率易于控制,激光釬焊成品率高。4、激光束易于實現分光,可用半透鏡、反射鏡、棱鏡、掃描鏡等光學元件進行時間與空間分割,能實現激光 524瀏覽量 -
DMC640MH激光焊錫控制器示教系統2021-12-31 04:15
-
DMC640MH激光焊錫功率實時控制示教系統2021-12-25 15:16
 CRT工業運動控制系統,其硬件結構基于高性能 DSP 為控制核心、FPGA 協處理,插補算法、脈沖信號產生及直線曲線加減速控制、I/O 信號的檢測處理。激光系統 476瀏覽量
CRT工業運動控制系統,其硬件結構基于高性能 DSP 為控制核心、FPGA 協處理,插補算法、脈沖信號產生及直線曲線加減速控制、I/O 信號的檢測處理。激光系統 476瀏覽量 -
激光錫焊傳統焊錫的差異2021-12-24 16:41
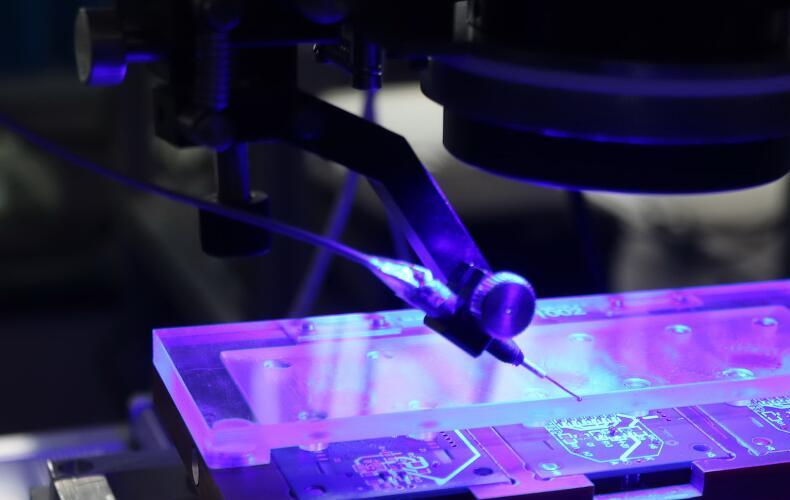 激光焊錫(1)、焊錫的接觸方式差異傳統焊錫機采用接觸式焊接,焊接時烙鐵頭勢必會給焊接工件一定的壓力,造成焊點拉尖,在一些高端的傳輸領域,存在著傳輸風險。與此同時接觸式焊接意味著必須接觸產品,容易導致產品的刮傷損害。相比之下激光焊接很好的規避這些風險,采用非接觸式焊接的激光焊接,不會對產品造成機械損傷更不會對焊接元器件產生壓力,有效地防止因為壓力對其期間產生的691瀏覽量
激光焊錫(1)、焊錫的接觸方式差異傳統焊錫機采用接觸式焊接,焊接時烙鐵頭勢必會給焊接工件一定的壓力,造成焊點拉尖,在一些高端的傳輸領域,存在著傳輸風險。與此同時接觸式焊接意味著必須接觸產品,容易導致產品的刮傷損害。相比之下激光焊接很好的規避這些風險,采用非接觸式焊接的激光焊接,不會對產品造成機械損傷更不會對焊接元器件產生壓力,有效地防止因為壓力對其期間產生的691瀏覽量 -
激光焊接工藝要求有哪些2021-12-09 22:34