 電子發燒友App
電子發燒友App


連續過程中的PID控制簡介(英文)
S A continuous process is one in which the output is a continuous flow. Examples are a chemical process, a refining process for gasoline, or a paper machine with continuous output of paper onto rolls. P
type="text/javascript"> src="http://www.nxhydt.com/images/chaijie_default.png" type="text/javascript"> type="text/javascript"> src="http://www.nxhydt.com/images/chaijie_default.png" type="text/javascript"> rocess control for these continuous processes cannot be accomplished fast enough by PLC on-off control. Furthermore, analog PLC control is also not effective or fast enough by PLC on-off control. Furthermore, analog PLC control is also not effective or fast enough. The control system most often used in continuous processes is PID (proportional-integral-derivative) control. PID control can be accomplished by mechanical, pneumatic, hydraulic, or electronic control systems as well as by PLCs. Many medium-size PLCs and all large PLCs have PID control functions, which are able to accomplish process control effectively. In this chapter, we discuss the basic principles of PID control. We then explain the effectiveness of PID control by using typical process response curves and show some typical loop control and PID functions.
PID Principles
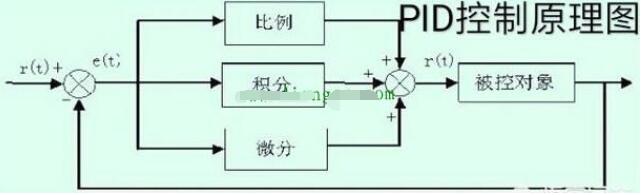
PID (proportional-integral-derivative) is an effective control system for continuous processes that performs two control tasks. First, PID control keeps the output at a set level even though varying process parameters may tend to cause the output to vary from the desired set point. Second, PID promptly and accurately changes the process level from one set point level to another set point level. For background, we briefly discuss the characteristics of each of the PID control components: proportional, integral, and derivative.
Proportional control, also known as ratio control, is a control system that corrects the deviation of a process from the set level back toward the set point. The correction is proportional to the amount of error. For example, suppose that we have a set point of 575 cubic feet per minute (CFM) in an airflow system. If the flow rises to 580 CFM, a corrective signal is applied to the controlling air vent damper to reduce the flow back to 575 CFM. If the flow somehow rises to 585 CFM, twice the deviation from set point, a corrective signal of four times the magnitude would be applied for correction. The larger corrective signal theoretically gives a faster return to 575 CFM. In actuality, the fast correction is not precise. You return to a new set point at the end of the correction, for example, 576.5 CFM, not 575 CPM. Proportional control does not usually work effectively by itself, resulting in an offset error.
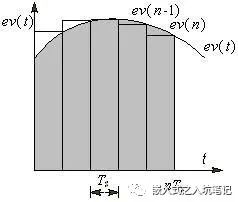
To return the flow to the original set point, integral control, also known as reset control, is added. Note that integral control cannot be used by itself. Remember, with proportional control only, we had an output error from our original set point. We ended up at 576.5 CFM, not 575 CFM. Integral control senses the product of the error, 1.5 CFM, and the time the error has persisted. A signal is developed from this product. Integral control then uses this product signal to return to the original set point. An integral control signal can be used in conjunction with the proportional corrective signal. In the controller, the added integral signal reduces the error signal that caused the output deviation from the set point. Therefore, over a period of time, the process deviation from our original 575 CFM is reduced to minimum. However, this correction takes a relatively long period of time.
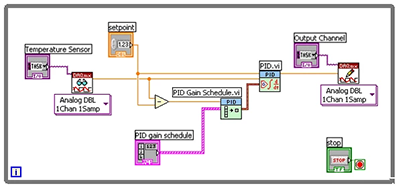
FIGURE 23-1 Block Diagram of a Typical PID Controller
To speed up the return to the process control, point, derivative control is added to the proportional-integral system. Derivative control, also known as rate control, produces a corrective signal based on the rate of change of the signal. The faster the change from the set point, the larger the corrective signal. The derivative signal is added to the proportional-integral system. This gives us faster action than the proportional-integral system signal alone. A typical PID control system is shown in block diagram form in figure 23-1. This configuration is the commonly used parallel type. The controller output signal of figure 23-1 is utilized through a control system to return the process variable to the set point.
An illustration of a system using PID control is shown in figure 23-2. In this system, we need a precise oil output flow rate. The flow rate is controlled by pump motor speed. The pump motor speed is controlled through a control panel consisting of a variable-speed drive. In turn, the drive's speed control output is controlled by an electronic controller. The electronic controller output to the drive is determined by two factors. The first factor is the set point determined by a dial setting (or equivalent device). Second, a flow sensor feeds back the actual output flow rate to the electronic controller. The controller compares the set point and the actual flow. If they differ for some reason, a corrective signal change is sent to the motor controller. The motor controller changes motor speed accordingly by changing the voltage applied to the motor. For example, if the output oil flow rate goes below the set point, a signal to speed up the motor is sent. The controller then uses PID control to make the correction promptly and accurately to return to the set point flow. If the dial is changed to a new setting, the function of the PID system is to reach the new set point as quickly and accurately as possible.
FIGURE 23-2 General Control System Diagram—Hydraulic Pump
Typical Continuous Process Control Curves
To illustrate some of the possible system response curves for process control systems, we will use the electromechanical system shown in figure 23-3. By response curves, in this example, we mean output position versus time. The curves to be shown are for various types of control, including PID.
Figure 23-3 shows a control system with a feedback loop, which can be PID. The dial is set to a position in degrees, and the output device is to take the position set on the dial. The output is to follow quickly and accurately any change from one dial setting to another.
FIGURE 23-3 Position Indicator with PID Control
Furthermore, the output position should not drift out of position over a period of time. Another factor is that the indicator can have two different weights, depending on the application. These are 5 pounds and 20 pounds. Obviously, the output drive will tend to operate more slowly for 20 pounds than for 5 pounds, unless a proper PID control is set up to compensate for weight differences.
For illustration we very quickly turn the dial from 0 degrees to 108 degrees at 3 seconds after time base 0. Ideally, the position indicator should instantaneously reach 108 degrees, as shown in figure 23-4. Obviously, this does not happen in actual practice.
FIGURE 23-4 Ideal Position Control Positioning Curve
Figure 23-5 shows five possible curves for different types of control. A is an idealized movement but takes 4 seconds. B undershoots or overshoots the mark. C shows cyclic response and reaches an angular point near the set position but oscillates for a few seconds before reaching the proper position. D shows damped response and reaches the new position exponentially but takes a long time. E reaches the new position but continually oscillates about the final setting. None of these curves shows an acceptable control characteristic for accurate and prompt operation.
FIGURE 23-5 Typical Response Curves
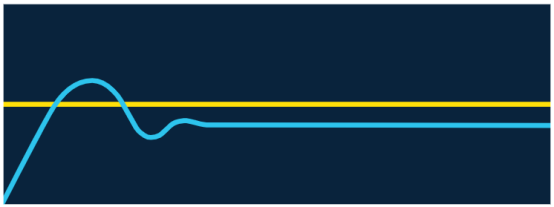
By comparison, PID control obtains the most ideal response possible—not perfect, but the best we can do. A curve for this control is shown in figure 23-6.
FIGURE 23-6 Ideal PID Position Control
PID Modules
PLCs often come equipped with PID modules, used to process data obtained by feedback circuitry. Most such modules contain their own microprocessor. Since the algorithms needed to generate the PID functions are rather complex, the PID microprocessor relieves the CPU of having to carry out these time-consuming operations.
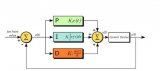
To understand the PID module, refer to figure 23-7. The PLC sends a set-point signal to the PID module. The module is made up of three elements: the proportional, integral, and derivative circuits. The proportional circuit creates an output signal proportional to the difference between the measurement taken and the setpoint entered in the PLC. The integral circuit produces an output proportional to the length and amount of time the error signal is present. The derivative circuit creates an output signal proportional to the rate of change of the error signal.
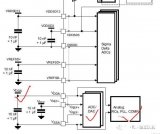
FIGURE 23-7 Block diagram of PID Module
The input transducer generates an output signal from the process being controlled and feeds the measured value to the PID module. The difference between the set point coming from the PLC and the measured value coming from the input transducer is the error signal. Some sort of correcting device, such as a motor control, valve control, or amplifier, takes the error signal and uses it to control the correction sent to the process being controlled.



















 工商網監
工商網監
評論