 電子發燒友App
電子發燒友App


為了滿足用戶的切削要求, 充分發揮主軸電動機的切削功率, 主軸速度一般被劃分成幾檔, 其檔位轉換靠齒輪變速箱來實現。以主軸電動機的最高限定速度來劃分, 主軸的換檔存在著兩種形式。一種是主軸各個檔位的最高轉速所對應的主軸電動機最高速度相同。例如 XH756 臥式加工中心。另一種是主軸各個檔位的最高轉速所對應的主軸電動機最高限定速度不同。這種情況主要是在機械設計中由于某些原因而作特殊設計時, 需要電氣進行完善。例如我廠的XH716 立式加工中心。
FANUC-0i 數控系統充分考慮了這兩種情況 , 把它們分為齒輪換檔方式A 和B 。下面以XH756 和XH716 為例簡要介紹齒輪換檔參數的巧妙應用。
1 齒輪換檔方式A
如圖1 所示, 主軸的3 檔位所對應的主軸電動機最高限定速度是相同的。例如我廠的XH756 臥式加工中心, 主軸低檔的齒輪傳動比為11:108, 中檔的齒輪傳動比為11:36, 高檔的齒輪傳動比為11:12; 機械設計要求主軸低檔時的轉速范圍是0-458r/min, 中檔的轉速范圍是459-1375r/min, 高檔的轉速范圍是1376-4125r/min, 主軸電動機的最低速度限定為 150r/min。主軸電動機給定電壓為10V 時 , 對應的主軸電動機速度為6000r/min。通過計算可知各個檔位的主軸電動機最高轉速相同,均為4500r/min。此時參數應設定如下:
參數N0.3736( 主軸速度上限,Vmax=4095×主軸電動機速度上限/指令電壓 10V 的主軸電動機速度) 設定為4095 × 4500/6000=3071。
參數N0.3735( 主軸速度下限,Vmax=4095×主軸電動機速度下限 / 指令電壓為 10V 的主軸電動機速度) 設定為4095 ×150/6000=102。
參數N0.3741( 指令電壓10V 時對應的主軸速度A, 低檔 ) 設定為6000 ×11/108=611。
參數N0.3742( 指令電壓10V 時對應的主軸速度B, 中檔 ) 設定為6000 ×11/12=1833 。
參數N0.3743( 指令電壓10V 時對應的主軸速度C, 高檔 ) 設定為6000 ×11/12=5500 。
按照以上參數設定, 該機床速度范圍合理覆蓋, 并在PMC 程序中自動判別, 合理選擇檔位。

?
圖1
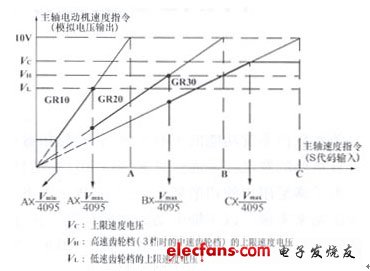
2 齒輪換檔方式B 如圖2 所示, 主軸的3 個檔位所對應的主軸電動機最高限定速度是不同的。
例如主軸低檔齒輪傳動比為11:108, 主軸中檔齒輪傳動比為260:1071, 主軸高檔齒輪傳動比為169: 238, 而機械設計要求主軸低檔的轉速范圍是0-401r/min, 主軸中擋的轉速范圍是402-1109r/min, 主軸高檔的轉速范圍是1110-3000r/min。主軸電動機給定電壓為10V 時, 對應的主軸電動機轉速為6000r/min, 主軸電動機的速度下限為150r/min。計算可知, 主軸低檔使用的電動機最高轉速為401×108/11=3937r/min, 主軸中檔使用的電動機最高轉速為1109×1071/260=4568r/min, 主軸高檔使用的電動機最高轉速為4000×238/169=5633r/min,3個檔位所對應的主軸電動機最高限定速度各不相同。此時, 參數N0.3736 設定為4095 ×5633/6000=3844( 以主軸電動機速度最高檔位設定, 此例為高檔), 參數NO.3735 設定為4095×150/6000=102, 參數NO.3741設定為6000 ×11/108=611, 參數N0.3742 設定為6000× 260/1071=1457, 參數N0.3743 設定為6000×169/238=4260。
僅按以上參數設定后, 主軸實際轉速低檔將為15 - 573r/min, 中檔將為574 - 1367r/min, 高檔將為1367 - 4000r/min。 這就不符合機械設計要求, 給自動判別帶來困難。為了彌補這個缺陷, 在齒輪換檔方式B中, 可以使用參數NO.3751 和 NO.3752來限制主軸的轉速。
參數 N0.3751( 主軸從低檔切換到中檔時切換點的主軸電動機速度,Vmaxl=4095×低檔時主軸電動機速度上限 / 指令電壓為10V的主軸電動機速度) 設定為4095×3937/6000=2687。
參數 N0.3752( 主軸從中檔切換到高檔時切換點的主軸電動機速度,Vmaxh=4095×高檔時主軸電動機速度上限 / 指令電壓為10V 的主軸電動機速度) 設定為4095×4568/6000=3118。
此方式參數的設定, 合理解決了各檔主軸電動機上限速度不同給自動換檔帶來的麻煩。
?
圖2
3 結束語
通過以上事例的分析, 我們必須充分結合機械設計特點, 結合PMC 程序的要求, 合理使用數控系統提供的參數功能, 對控制系統的功能做到盡善盡美的應用。











 工商網監
工商網監
評論