 電子發燒友App
電子發燒友App


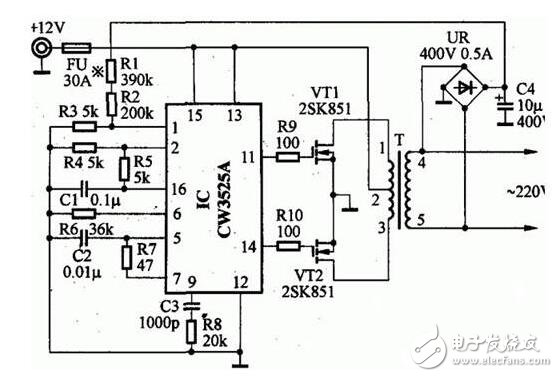
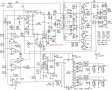
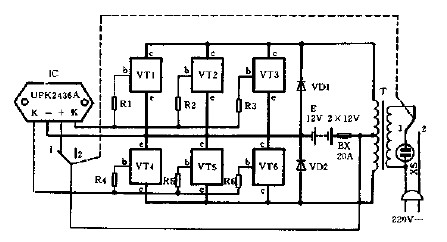
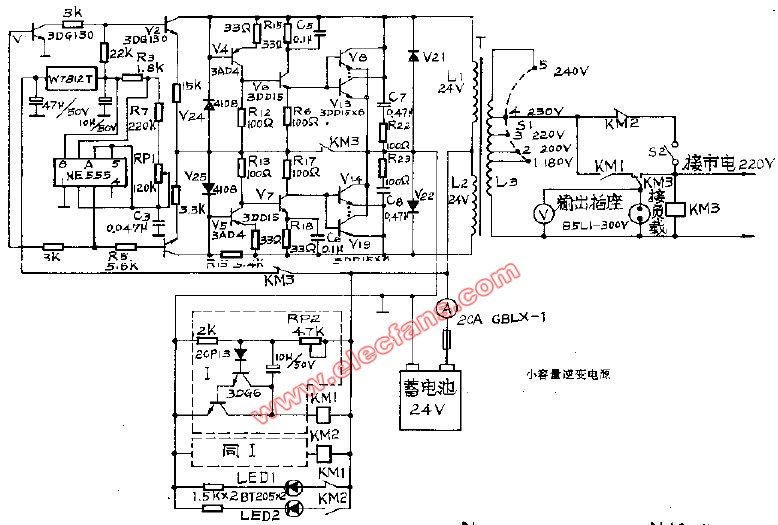
該電源采用IGBT器件和單端正激電路,工作頻率20kHz。電路原理如圖1所示。電源具有恒流閉環控制系統和可控的電子電抗器特性,以滿足CO2焊接過程的電流控制。通過輸出狀態判斷,進行了變結構控制。當電源空載和輕載時,進行脈寬控制,以提高電源的可靠性。當短路時,焊接電流切換為峰值,保證重新燃弧;當弧長波動過大時,又切換為小電流維弧,在相對較大的送絲速度的作用下,恢復弧長。
當給定電流與送絲速度在一定范圍時,電弧穩定而無短路過程,即自由過渡。當送絲速度較大時,將產生不斷的燃弧、短路過程,即短路過渡。調節送絲速度,可得到不同的熔滴過渡形式,并改變電弧電壓工作點和短路過渡頻率。由于階梯特性很強的門限控制和約束作用,具有一定的自適應特點。與平特性電源比較,避免了平特性對熔滴過渡的排斥作用,使電弧柔順,飛濺小。電流和送絲速度獨立調節,兩者的配合可以控制電弧狀態和焊縫成型。但是,這種方法仍存在明顯不足:當送絲速度和焊槍高度波動時,效果不盡理想,表現在兩方面,即自由過渡的電弧弧長變化,短路過渡時短路頻率變化,從而影響過程穩定性和焊接質量。
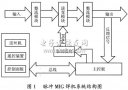
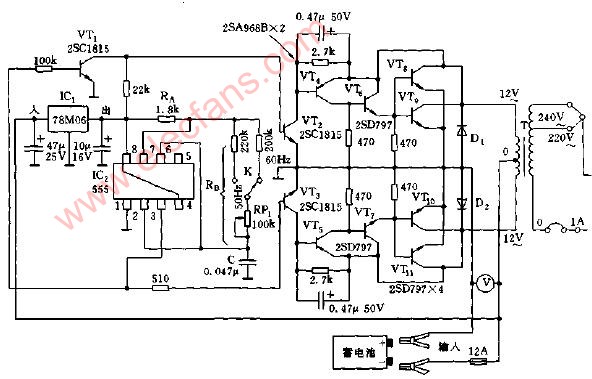
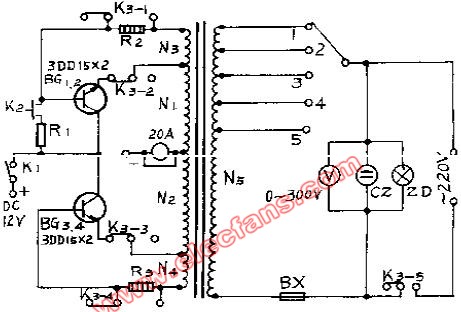
圖 恒流型焊接逆變電源














 工商網監
工商網監
評論