 電子發燒友App
電子發燒友App


電鍍的定義
電鍍是指在含有欲鍍金屬的鹽類溶液中﹐以被鍍基體金屬為陰極﹐通過電解作用﹐使鍍液中欲鍍金屬的陽離子在基體金屬表面沉積出來﹐形成鍍層的一種表面加工方法。鍍層性能不同于基體金屬﹐具有新的特征。根據鍍層的功能分為防護性鍍層﹐裝飾性鍍層及其它功能性鍍層。
電鍍的基本知識
電鍍液
1.?主鹽
主鹽是指鍍液中能在陰極上沉積出所要求鍍層金屬的鹽﹐用于提供金屬離子。鍍液中主鹽濃度必須在一個適當的范圍﹐主鹽濃度增加或減少﹐在其它條件不變時﹐都會對電沉積過程及最后的鍍層組織有影響。比如﹐主鹽濃度升高﹐電流效率提高﹐金屬沉積速度加快﹐鍍層晶粒較粗﹐溶液分散能力下降。
2.?絡合劑
有些情況下﹐若鍍液中主鹽的金屬離子為簡單離子時﹐則鍍層晶粒粗大﹐因此﹐要采用絡合離子的鍍液。獲得絡合離子的方法是加入絡合劑﹐即能絡合主鹽的金屬離子形成絡合物的物質。絡合物是一種由簡單化合物相互作用而形成的“分子化合物”。在含絡合物的鍍液中﹐影響電鍍效果的主要是主鹽與絡合劑的相對含量﹐即絡合劑的游離量﹐而不是絕對含量。
3.?附加鹽
附加鹽是電鍍中除主要鹽外的某些堿金屬或堿土金屬鹽類﹐主要用于提高電鍍液的導電性﹐對主鹽中的金屬離子不起絡合作用。有些附加鹽還能改善鍍液的深鍍能力﹐分散能力﹐產生細致的鍍層。
4.?緩沖劑
緩沖劑是指用來穩定溶液酸堿度的物質。這類物質一般是由弱酸和弱酸鹽或弱堿和弱堿鹽組成的﹐能使溶液遇到堿或酸時﹐溶液的pH值變化幅度縮少。
5.?陽極活化劑
鍍液中能促進陽極活化的物質稱陽極活化劑。陽極活化劑的作用是提高陽極開始鈍化的電流密度﹐從而保證陽極處于活化狀態而能正常地溶解。陽極活化劑含量不足時陽極溶解不正常﹐主鹽的含量下降較快﹐影響鍍液的穩定。嚴重時﹐電鍍不能正常進行。
6.?添加劑
添加劑是指不會明顯改變鍍層導電性﹐而能顯著改善鍍層性能的物質。根據在鍍液中所起的作用﹐添加劑可分為﹕光亮劑﹐整平劑﹐和抑霧劑等。
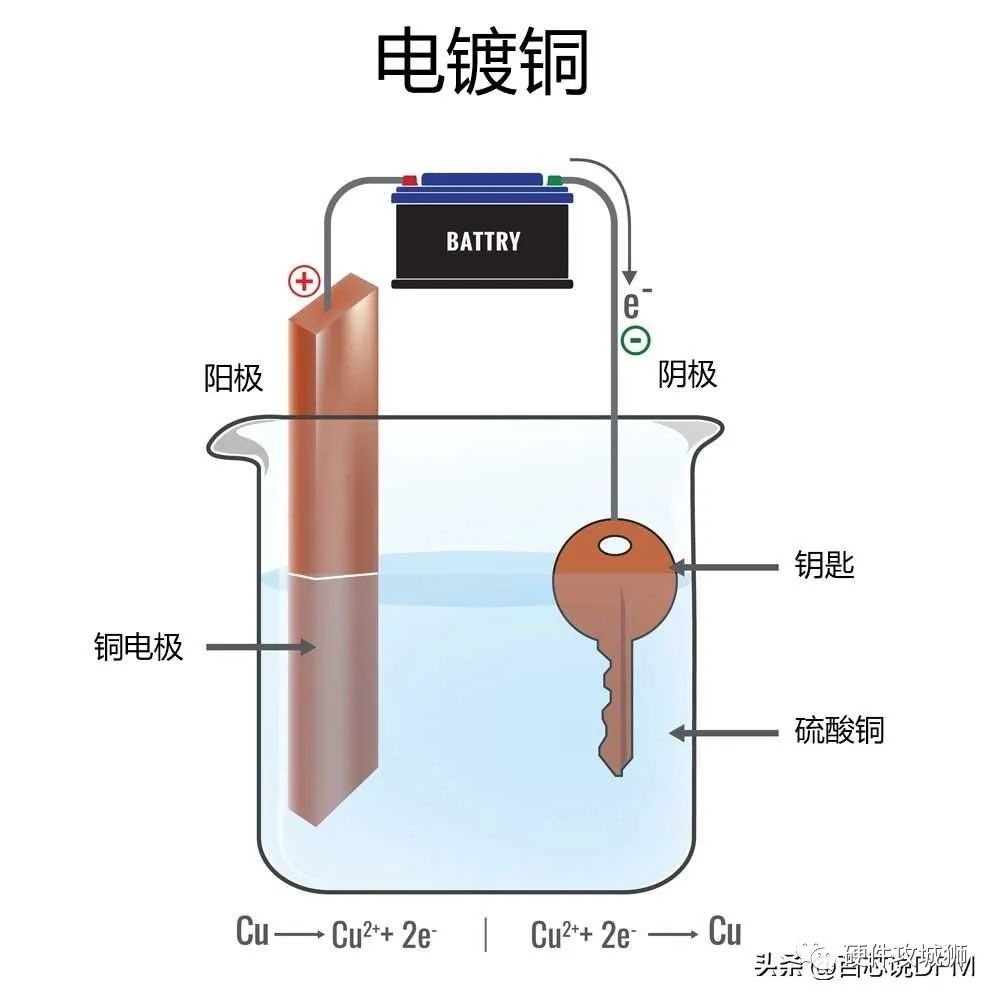
電鍍反應
1.?電化學反應
下圖是電鍍裝置示意圖﹐被鍍的零件為陰極﹐與直流電源的負極相連﹐金屬陽極與直流電源的正極聯結﹐陽極與陰均浸入鍍液中。當在陰陽兩極間施加一定電位時﹐則在陰極發生如下反應﹕從鍍液內部擴散到電極和鍍液界面的金屬離子Mn+從陰極上獲得n個電子﹐還原成金屬M
另一方面﹐在陽極則發生與陰極完全相反的反應﹐即陽極界面上發生金屬M的溶解﹐釋放n個電子生成金屬離子M n+。

?
2.?法拉第定律
電流通過鍍液時﹐電解質溶液發生電解反應﹐陰極上不斷有金屬析出﹐陽極金屬不斷溶解。因此﹐金屬的析出(或溶解)量必定與通過的電荷有關。根據大量實驗結果﹐法拉第建立了析出(或溶解)的物質與電荷之間的關系的定律。
法拉第一定律﹕電極上析出(或溶解)物質的重量與進行電解反應時所通過的電荷成正比﹐即﹕m=kQ=kIt(m為電極上析出或溶解物質的質量﹔Q為通過的電荷時﹔K為比例常數﹔I為電流﹔t為通電時間。
法拉第第二定律﹕在不同的電解液中﹐通過相同的電荷量時﹐在電極上析出(或溶解)物的物質的量相等﹐并且析出(或溶解)1mol的任何物質所需的電荷量都是9.65X104C.這一常數稱為法拉第常數﹐用F表示。K=M/F
3.?電流效率
電鍍時﹐陰極上實際析出的物質的質量并不等于根據法拉定律得到的計算結果﹐實際值總小于計算值﹐這是由于電極上的反應不只一個﹐例如鍍鎳時﹐在陰極上除發生這一主反應外﹐還會發生副反應。
4.?電鍍液的分散能力
鍍溶液的分散能力是指電鍍液所具有的使金屬層厚度均勻分布的能力﹐也稱均鍍能力。電鍍液的分散能力越好﹐在不同陰極部位所沉積出的金屬層厚度越均勻。
5.?電鍍液的覆蓋能力
在電鍍生產中﹐常用到的另一個概念是覆蓋能力﹐亦稱深鍍能力﹐它是指電鍍液所具有的使鍍件的深凹處沉積上金屬鍍層的能力。分散能力和覆蓋能力不同﹐前者是說明金屬在陰極表面分布均勻程度的問題﹐它的前提是在陰極表面都有鍍層﹔而后者是指金屬在陰極表面的深凹處有無沉積層的問題.
電極及反應機理
A.?電極電位
當金屬電極浸入含有該金屬離子的溶液中時﹐存在如下的平衡﹐即金屬失電子而溶解于溶液的反應和金屬離子得電子而析出金屬的逆反應應同時存在﹕
平衡電位與金屬的本性和溶液的溫度﹐濃度有關。為了精確比較物質本性對平衡電位的影響﹐人們規定當溶液溫度為250C﹐金屬離子的濃度為1mol/L時﹐測得的電位叫標準電極電位。標準電極電位負值較大的金屬都易失掉電子被氧化﹐而標準電極電位正值較大的金屬都易得到電子被還原。
B.?極化
所謂極化就是指有電流通過電極時﹐電極電位偏離平衡電極電位的現象。所以﹐又把電流-電位曲線稱為極化曲線。產生極化作用的原因主要是電化學極化和濃差極化。
(1)?電化學極化
由于陰極上電化學反應速度小于外電源供給電子的速度﹐從而使電極電位向負的方向移動而引起的極化作用。
(2)?濃差極化
由于鄰近電極表液層的濃度與溶液主體的濃度發生差異而產生的極化稱濃差極化﹐這是由于溶液中離子擴散速度小于電子運動造成的。
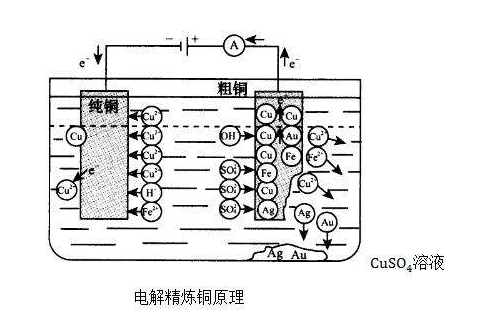
第四節? 金屬的電積過程
電鍍過程是鍍液中的金屬離子在外電場的作用下﹐經電極反應還原成金屬原子并在陰極上進行金屬沉積的過程。下圖(1-2)是電沉積過程示意圖﹐完成電沉積過程必須經過以下三個步驟﹕
液相傳質﹕鍍液中的水化金屬離子或絡離子從溶液內部向極界面遷移﹐到達陰極的雙電層溶液一側。
電化學反應﹕水化金屬離子或絡離子通過雙電層﹐并去掉它周圍的水化分子或配位體層﹐從陰極上得電子生成金屬原子。有三種方式﹕電遷移﹐對流和擴散。
電結晶﹕金屬原子沿金屬表面擴散到結晶生長點﹐以金屬原子態排列在晶格內﹐形成鍍層。
電鍍時﹐以上三個步驟是同時進行的﹐但進行的速度不同﹐速度最慢的一個被稱為整個沉積過程的控制性環節。不同步驟作為控制性環節﹐最后的電沉積結果是不一樣的。

影響電鍍質量的因素
影響電鍍質量的因素很多﹐包括鍍液的各種成分以及各種電鍍工藝參數。下面就其中某些主要因素進行討論。
1.?pH值的影響
鍍液中的pH值可以影響氫的放電電位﹐堿性夾雜物的沉淀﹐還可以影響絡合物或水化物的組成以及添加劑的吸附程度。但是﹐對各種因素的影響程度一般不可預見。最佳的pH值往往要通過試驗決定。在含有絡合劑離子的鍍液中﹐pH值可能影響存在的的各種絡合物的平衡﹐因而必須根據濃度來考慮。電鍍過程中﹐若pH值增大﹐則陰極效率比陽極效率高﹐pH值減少則反之。通過加入緩沖劑可以將pH值穩定在一定范圍。
2.?添加劑的影響
鍍液中的光亮劑﹐整平劑﹐潤濕劑等添加劑能明顯改善鍍層組織。對此添加劑有無機和有機之分。無機添加劑起作用的原因是由于它們在電解液中形成高分散度的氫氧化物或硫化物膠體﹐吸附在陰極表面阻礙金屬析出﹐提高陰極極化作用。有機添加劑起作用的原因是這類添加劑多為表面活性物質﹐它們會吸附在陰極表面形成一層附膜﹐阻礙金屬析出﹐因而提高陰極極化作用。另外﹐某些有機添加劑在電解液中形成膠體﹐會與金屬離子絡合形成膠體-金屬離子型絡合物﹐阻礙金屬離子放電而提高陰極極化作用。
3.?電流密度的影響
任何電鍍都必須有一個能產生正常鍍層的電流密度范圍。當電流密度過低時﹐陰極極化作用較小﹐鍍層桔晶粗大﹐甚至沒有鍍層。隨著電流密度的增加﹐陰極極化作用隨著增加﹐鍍層晶粒越來越細。當電流密度過高﹐超過極限電流密度時﹐鍍層質量開始惡化﹐甚至出現海綿體﹐枝晶狀﹐燒焦及發黑等。電流密度的變化的上限和下限是由電鍍液的本性﹐濃度﹐溫度和攪拌等因素決定的。一般情況下﹐主鹽濃度增大﹐鍍層溫度升高﹐以及有攪拌的條件下﹐可以允許采用較大的電流密度。
4.?電流波形的影響
電流波形的影響是通過陰極電位和電流密度的變化來影響陰極沉積過程的﹐它進而影響鍍層的組織結構﹐甚至成分﹐使鍍層性能和外觀發生變化。實踐證明﹐三相全波整流和穩壓直流相當﹐對鍍層組織幾乎沒有什么影響﹐而其它波形則影響較大。
5.?溫度的影響
鍍液溫度的升高能擴散加快﹐降低濃差極化﹐此外﹐升溫還能使離子的脫水過程加快。離子和陰極表面活性增強﹐也降低了電化學極化﹐導致結晶變粗。另一方面﹐溫度升高能增加鹽類的溶解度﹐從而增加導電和分散能力﹔還可以提高電流密度上限﹐從而提高生產效率。
6.?攪拌的影響
攪拌可降低陰極極化﹐使晶粒變粗﹐但可提高電流密度﹐從而提高生產率。此外攪拌還可增強整平劑的效果。
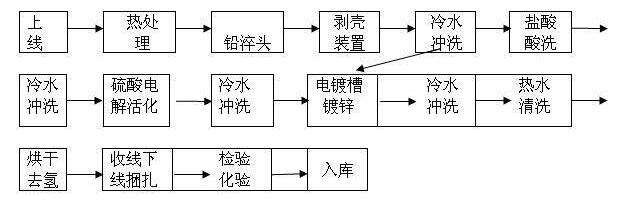
電鍍工藝
電鍍工藝過程一般包括電鍍前預處理﹐電鍍及鍍后處理三個階段。
第一節?? 鍍前預處理
鍍前預處理的目的是為了得到干凈新鮮的金屬表面﹐為最后獲得高質量鍍層作準備。主要進行脫脂﹐去銹蝕﹐去灰塵等工作。步驟如下﹕
第一步 使表面粗糙度達到一定要求﹐可通過表面磨光﹐拋光等工藝方法來實現。
第二步 去油脂﹐可采用溶劑溶解以及化學﹐電化學等方法來實現。
第三步 除銹﹐可用機械﹐酸洗以及電化學方法除銹。
第四步 活化處理﹐一般在弱酸中侵蝕一定時間進行鍍前活化處理
鍍后處理
1.?鈍化處理。
所謂鈍化處理是指在一定的溶液中進行化學處理﹐在鍍層上形成一層堅實致密的﹐穩定性高的薄膜的表面處理方法。鈍化使鍍層耐蝕性大大提高并能增加表面光澤和抗污染能力。這種方法用途很廣﹐鍍Zn,Cu等后﹐都可進行鈍化處理。
2.?除氫處理。
有些金屬如鋅﹐在電沉積過程中﹐除自身沉積出來外﹐還會析出一部分氫﹐這部分氫滲入鍍層中﹐使鍍件產生脆性﹐甚至斷裂﹐稱為氫脆。為了消除氫脆﹐往往在電鍍后﹐使鍍件在一定的溫度下熱處理數小時﹐稱為除氫處理。
鍍鋅
??鋅鍍層的外觀呈青白色﹐標準電極電位為-0.76V﹐易溶于酸﹐溶于堿﹐是曲型的兩性金屬。鋅在干燥空氣中幾乎不發生變化﹐鋅腐蝕的臨界濕度大于70%﹐因此在潮濕大氣中能與二氧化碳和氧作用生成一層主要由堿式碳酸鋅組成的薄膜﹐這層膜有一定的緩蝕作用﹐鋅與硫化氫等含硫化物起反應生成硫化鋅﹔鋅易受氯離子浸蝕﹐故在海水中不穩定。
??鋅在密閉或通風不良﹐空氣潮濕的條件下﹐與非金屬材料的揮發物(低分子羧酸﹐醛﹐酚﹐氨等)接觸時﹐鋅易遭腐蝕﹐生成白色疏松的腐蝕產物﹐俗稱”白霜”。鋅在高溫﹐高濕﹐密閉條件下﹐與膠木﹐油漆﹐木材釋放的揮發物接觸﹐鋅有生長細絲狀單晶的傾向﹐俗稱”長毛”
??鋅的標準電位比鐵負﹐對鋼鐵而言是陽極性鍍層﹐可提供可靠的電化學保護。在工業大氣﹐農村大氣和海洋性大氣中使用的鋼鐵制品均可選擇鋅作保護層﹐其防護壽命幾乎與鋅層厚度成正比關系。凡屬有工業廢氣污染的大氣中﹐鋅鍍層的耐蝕優于鎘鍍層﹐在海上或海水中則相反。
??鋅鍍層經鉻酸鹽鈍化之后﹐耐蝕性可提高6~~8倍。故鍍鋅鈍化處理是必不可少的的步驟。在鈍化膜上進行有機染色﹐可作低檔產品的防護---裝飾鍍層。
??為降低鋅鍍層厚又能提高耐蝕能力﹐國內外采如下兩種措施﹕一是提高鈍化膜的質量﹐如用藍色﹐綠色﹐軍綠色﹐黑色鈍化代替常規的彩虹色鈍化膜﹐尤以軍綠化鈍化膜耐蝕性最好﹔二是以較薄的含鐵0.3%~~0.6%的Zn-Fe合金﹐或含鎳6%~~10%的Zn-Ni合金代替純鋅鍍層﹐耐蝕性能提高三倍以上﹐廣泛用于汽車鋼板上代替鍍鋅。
??鋅鍍層的使用溫度不得超過2500C,在此溫度上鋅結晶組織變形﹐發脆﹐耐蝕性下降。有耐蝕﹐耐熱要求的零件宜用Zn-Ni合金層。
??鍍鋅電解液可分為堿性和弱酸性兩大類﹐國內外常用的有無氰鋅酸鹽鍍鋅﹐氰化鍍鋅﹐銨鹽鍍鋅﹐氰化物鍍鋅﹐硫酸鹽鍍鋅等。就國內而言﹐無氰鋅酸鹽鍍鋅仍是主流。近年來由于鍍鋅添加劑的性能的改進提高﹐氰化物鍍鋅和低氰光亮鍍鋅發展較快﹐而銨鹽鍍鋅在繼續下降。
??選擇鍍液要根據鍍件材質﹐形狀﹐外觀要求而定﹐如沖壓小件和復雜件﹐特別是需要輔助陽極的深孔或管狀件宜選用堿性鍍液﹔件和對氫脆敏感的零件宜用弱酸性鍍鋅液。當采用兩種性能不同的鍍液時﹐對生產十分有利。
鋅酸鹽鍍鋅
1.?鋅酸鹽鍍液的特點﹕1﹐不用劇毒的氰化物﹐廢水易處理﹔2﹐鍍層結晶細密﹐光澤好﹐分散能力和深鍍能力接近氰化鍍液﹐適合復雜形狀的零件電鍍﹔3﹐鍍液穩定﹐操作方便﹔4﹐對設備無腐蝕性﹔5﹐綜合經濟效益好。這種鍍液亦存在沉積速度慢﹐允許溫度范圍窄(高于400C不好)﹐厚度超過15um時有脆性﹐鑄鍛件較難電鍍以及工作時會產生刺激性氣體逸出﹐必須要安裝通風裝置等缺點。
2.?鋅酸鹽鍍液之鍍液成分﹕A﹐氧化鋅(純度大于98%)﹔B﹐氫氧化鈉﹔C﹐DE和DPE添加劑﹔D﹐光亮劑﹔E﹐水
3.?維護管理技朮﹕A﹐嚴格控制鋅﹐堿濃度和比值﹔B﹐主添加劑和光亮劑都只能靠經驗補加﹔C﹐注意溫度和電流密度的相互關系﹔D﹐極間距離及電極排布﹔E﹐雜質的危害及清除﹔F﹐可能產生的故障及糾正方法
氰化鍍鋅
1.?氰化鍍鋅具有分散能力和深鍍能力好﹐結晶細密﹐與基體結合力好﹐耐蝕性能好﹐工藝范圍寬﹐鍍液穩定易操作﹐對雜質不太敏感等優點。但是劇毒﹐嚴重污染境。現在大部分應用無氰鍍鋅﹐或低氰鍍鋅。
2.?氰化鍍鋅的鍍液組成﹕A﹐氧化鋅﹔B﹐氰化鈉﹔C﹐氫氧化鈉﹔D﹐氰化鍍鋅光亮劑﹔
第三節?? 銨鹽鍍鋅
1.?從氯化銨-氨羧絡合劑鍍鋅電解液中沉積的鋅層﹐結晶細致﹐鍍層光澤美觀﹐分散能力和深鍍能力好﹐適合于復雜零件的電鍍。該工藝曾在我國普啟遍應用﹐但在生產中發現該類鍍液存在鈍化膜易變色﹐鍍液腐蝕性大﹐廢水中重金屬難處理﹐氨對魚類有毒等問題。從70年代后期逐漸被鋅酸鹽鍍鋅所取代。為發揮弱酸鍍鋅的優點。80年代起﹐無氨氯化物鍍鋅在我國崛起﹐銨鹽鍍鋅應用時不斷下降。
第四節?? 氯化物鍍鋅
1.?氯化物鍍鋅是八十年代初發展起來的光亮鍍鋅工藝。氯化物鍍液的特點﹕A﹐是不含絡合劑的單鹽鍍液﹐廢水極易處理﹔B﹐鍍層的光亮性和整平性優于其鍍液體系﹔C﹐電流效率高﹐沉積速度快﹔D﹐氫過電位低的鋼材如高碳鋼﹐鑄件﹐鍛件等容易施鍍。
2.?氯化物鍍鋅鍍液成分﹕A﹐氯化鋅﹔B﹐氯化鉀﹔C﹐硼酸﹔D﹐添加劑(主光亮劑﹐載體光亮劑﹐輔助光亮劑)
硫酸鹽鍍鋅
1.?硫酸鹽鍍鋅的分散能力比前述幾種鍍鋅溶液差些﹐且結晶較粗﹐為改善鍍液性能﹐引入阿拉伯樹膠或天然桃膠﹐對細化結晶有效果﹐但貨源不足。為此近來國內外電鍍工作者開發了由芳香族醛或酮磺酸鹽﹐聚醚化合物和芳香族磺酸鹽組合的光亮劑﹐使鍍液和鍍層性能獲得很大改善﹐鍍層細致﹐光亮。由于這種鍍液成本低﹐電流效率高﹐可使用很高的電流密度﹐沉積速度快﹐適合于電鍍外形簡單的線材﹐帶材﹐板材和管材的內壁。鍍液的pH值較低﹐有的還有氯化物﹐所以對設備有腐蝕性。
2.?硫酸鹽鍍鋅鍍液組成﹕A﹐硫酸鋅是主鹽﹔B﹐硫酸鈉﹐氯化銨是導電鹽﹔C﹐硫酸鋁﹐明礬和硼酸是緩沖劑﹔D﹐糊精為細化結晶﹐提高分散能力﹔E﹐硫鋅













 工商網監
工商網監
評論