魯爾圓錐接頭多功能測試儀|魯爾接頭魯爾圓錐接頭多功能測試儀是一種用于檢測金屬管道連接接頭的儀器,它采用超聲波脈沖傳播時間差測試方法,測量管道連接接頭的位移變化,從而確定連接接頭的質量和使用可靠性
2023-10-11 17:12:03
激光焊接機能焊黃銅板嗎?答案是可以的,許多反饋激光焊接設備很難在銅產品上進行焊接,這是因為銅作為一種導體的優良選擇,具有很高的熱傳導性能,會快速地將熱量從焊接接頭處擴散,從而難以維持熱平衡并進行可靠
2023-09-01 15:28:31 179
179 
。 鋰電池極片超聲波金屬焊接機電源發生器焊接接頭的形成機制主要有機械咬合和塑性變形,其是接頭形成的重要因素。接頭的焊接拉力、敷箔量、工件連接界面塑性變形的形貌、有效連接長度是決定接頭焊接質量的主要因素。焊接
2023-08-21 10:21:21189 
焊接接頭系數Φ是指對接焊接接頭強度與母材強度之比值,用以反映由于焊接缺陷和焊接殘余應力等因素使焊接接頭強度被削弱的程度,是焊接接頭力學性能的綜合反映。
2023-08-08 11:49:58549 焊接中,由于焊件的厚度、結構及使用條件的不同,其接頭型式及坡口形式也不同。焊接接頭型式有:對接接頭、T形接頭、角接接頭及搭接接頭等。
2023-07-11 15:57:07666 
焊接機是一種電氣設備,能夠在相對較低的直流電壓下產生非常高的電流。這種高電流輸出可用于創建預期的焊接電弧和焊接接頭。焊接接頭是通過焊機產生的大電流短路將焊條熔合在接頭區域而形成的。
2023-07-11 14:49:12199 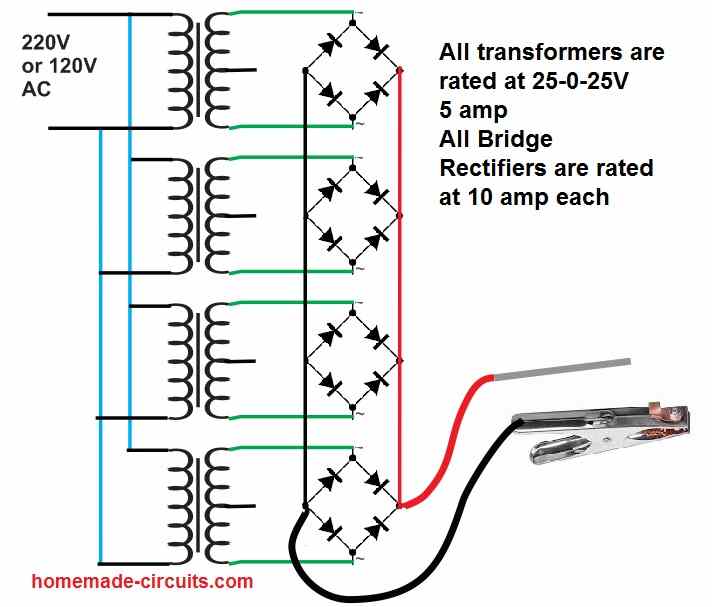
厚度不同的兩塊鋼板對接時,為避免截面急劇變化引起嚴重的應力集中,常把較厚的板邊逐漸削薄,達到兩接邊處等厚。對接接頭的靜強度和疲勞強度比其他接頭高。在交變、沖擊載荷下或在低溫高壓容器中工作的聯接,常優先采用對接接頭的焊接。
2023-07-05 12:26:15182 光學BGA返修臺的高精度焊接,首先要求設備具備較高的精度,這包括夾具的精度、振動抑制系統、焊錫系統等,這些配件可以保證焊接的精度和可靠性。 2. 焊接頭設計 返修臺焊接頭的設計也是重要的,焊接頭的形狀要符合焊接的結構,可以更好的對BG
2023-07-05 11:39:05127 
焊接機又有哪些區別你知道嗎?面對市場上如此多功能的焊接頭,你會選擇嗎?本篇,鐳拓就給大家分享一下如何選擇合適的手持式光纖激光焊接頭。相信大家都知道手持式光纖激光焊接機
2023-07-04 13:34:45295 
、水冷系統、手持焊接頭、送絲機等部件構成,本篇我們與大家探討一下鐳拓手提式光纖激光焊接機的新升級的四合一功能的手持焊接頭。手持焊接頭也就是手持焊槍,它的功能作用想
2023-06-29 09:50:57143 
激光焊接機器人是一種將激光束聚焦到工件表面上時在狹窄區域內加熱工件表面,通過熔化工件并稍微凝固的方式連接兩個工件的焊接設備。機器人搭載激光焊接頭,可以實現在空間三維環境內的高精度焊接。
2023-06-13 14:51:16455 
首先依靠內置傳感器感知焊接工作區域,根據工件的形狀和大小,計算出焊接路徑和時間,電機驅動焊接機器人,使用焊接頭執行焊接任務,焊接完成,機器人使用內置傳感器檢測焊接質量。
2023-04-07 10:40:431635 1.鋁合金激光自熔焊接激光自熔焊接是指以高能量密度激光束為熱源,沖擊到母材表面,使母材自身熔化,形成焊接接頭的焊接方式。對于鋁合金激光焊接來說,鋁合金表面對激光的反射率高,焊接時需要較大的激光功率
2023-03-30 11:11:29293 
實驗驗證感應加熱焊接接線端子的效果
2023-03-20 15:34:25257 連續脈沖激光焊接機是利用高能激光束作為熱源照射到工件表面,從而使工件熔化并連接,實現優良的焊接接頭。在高功率激光焊接過程中,激光照射到材料表面使工件熔化,但高溫同時伴隨著金屬的氣化,形成金屬蒸汽等離子體。形成的金屬蒸汽等會對激光有吸收、折射和反射的作用,使實際到達工件表面的能量減弱,影響熔池的穩定。
2023-03-01 17:22:29294 
連拓精密的螺紋快速連接接頭(螺紋快速密封連接器),廣泛應用于設備以及管路壓力測試,液壓泵閥、發動機以及油缸密封性測試,空調冷卻系統,汽車卡鉗和燃油管等,可以輕松封堵設備對外管口,或者進行密封連接的內螺紋快換接頭。因為連拓精密的螺紋快速連接接頭密封性強,操作與設計合理受到客戶的歡迎。
2023-01-03 14:32:36842 
這些文章介紹了焊接接頭疲勞行為相對于傳統材料疲勞行為的特殊性,利用名義應力和結構應力方法評估焊接接頭疲勞壽命的共性與區別,并且通過具體實例介紹了利用二維有限元模型計算結構應力的具體方法及預測壽命與實驗壽命的對比。
2022-12-08 09:29:441007 焊縫熔化區與熱影響區組織演化;激光焊接接頭缺陷的形成、焊接殘余應力與變形產生等。下面介紹激光焊接機在焊接不同金屬材料的工藝。
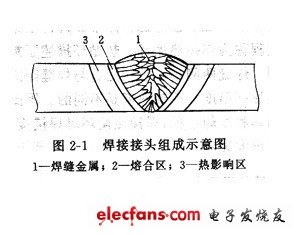
2022-09-02 10:20:291187 焊接接頭設計是超聲波焊接的重要方面,其指的是數量為兩個或兩個以上的零件需要用到焊接組合的接點,包括焊縫、熔合區和熱影響區。
2022-09-01 16:54:11435 因此,必須通過相應的實驗即焊接工藝評定加以驗證焊接工藝正確性和合理性,焊接工藝評定和還能夠在保證焊接接頭質量的前提下盡可能提高焊接生產效率和最大限度的降低生產成本,獲取最大的經濟效益。
2022-07-22 15:02:182831 船舶焊接接頭維氏硬度實驗方法,力學實驗,拉力試驗機
2022-05-11 14:28:54 0
0 計為自動化生產的磁變送器的組成部件中,有一個長度約50mm管狀結構的三通接頭,在管的一端有攻牙,中間開有用于焊接轉接頭的孔(如圖一)。這種開在正中間的孔,在焊接轉接頭后通常會因焊接溫度較高,導致一端
2022-05-07 09:14:40665 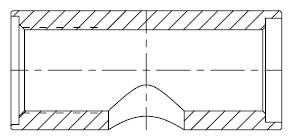
對于電池包模組,可以使用多種方法將busbar連接到接頭,包括激光焊接和超聲波焊接、壓接或螺釘連接,考慮到實時過程監控的最新發展,動態激光焊接正在成為一種非常合適的連接方法。
2022-04-21 09:56:392941 ; GB/T 2649-1989 焊接接頭機械性能試驗取樣方法27、  
2009-09-15 08:13:28
嚴格來講焊接機器人焊縫跟蹤尋位系統由兩部分組成:焊前通過焊縫尋位功能檢測組對間隙是否合適,并精確達到需要焊接接頭點;焊中實時跟蹤焊縫及監控產品變形量。焊縫跟蹤:指在焊接位置前方安裝光學傳感器進行
2022-02-22 17:53:491456 
??嚴格來講焊接機器人焊縫跟蹤尋位系統由兩部分組成:焊前通過焊縫尋位功能檢測組對間隙是否合適,并精確達到需要焊接接頭點;焊中實時跟蹤焊縫及監控產品變形量。??焊縫跟蹤:指在焊接位置前方安裝光學傳感器
2022-01-12 17:53:26436 
連接層材料能夠吸收超聲波,提高焊接接頭材料的軟化和熔融程度,能夠焊接取向材料以及不同類型的高分子材料。 取向聚丙烯在超聲波焊接過程中使用了熔融指數為0.03~30的五種連接層材料,使用低熔融指數
2021-12-14 17:25:33358 高壓汽車配件銅焊接頭氣密性測試儀器裝置,汽車配件焊接接頭是指兩個或兩個以上零件要用焊接組合的接點,或指兩個或兩個以上零件用焊接方法連接的接頭,包括焊縫、熔合區和熱影響區。焊接接頭的機械性能決定于它
2021-11-30 10:39:22329 
——切斷焊接電流,電極壓力繼續維持至熔核凝固到足夠強度。(4)休止時間——電極開始提起到電極再次開始下降,開始下一個焊接循環。為了改善焊接接頭的性能,有時需要將下列各項中的一個或多個加于基本循環:(1)
2021-11-26 17:46:17231 
1. 焊接結構疲勞失效的原因 焊接結構疲勞失效的原因主要有以下幾個方面: ① 客觀上講,焊接接頭的靜載承受能力一般并不低于母材;而承受交變動載荷時,其承受能力卻遠低于母材,而且與焊接接頭類型和焊接
2021-11-12 10:52:131110 大家好,由于很多網友會在焊接電池接頭的時候,不知道怎么操作,所以下面斯特科技給大家分享一下如何正確焊接,以及一些需要注意的地方。
2021-07-22 10:33:3816518 高頻電阻焊螺旋翅片管是在被焊件中導人大功率的高頻電流.利用電流通過被焊件接頭的接觸面和鄰近區域產生的電阻熱使焊接接觸表面達到熔化或半熔化的塑性狀態.然后給焊接接觸表面施加適當的壓力,從而完成翅片管的焊接工作。
2021-07-21 15:16:191252 熔焊,又叫熔化焊,是一種最常見的焊接方法。所謂熔焊,是指焊接過程中,將聯接處的金屬在高溫等的作用下至熔化狀態而完成的焊接方法,可形成牢固的焊接接頭。
2021-03-04 14:49:4025706 縫焊機的焊件組裝成搭接接頭或對接接頭,放置在兩個滾輪電極之間,滾輪電極受焊件壓緊,連續脈沖送出,形成連續焊縫電阻焊接方法或縫悍。是點焊的演變。
2021-03-01 16:45:367096 由于各種加工和清洗工藝可能會殘留潤滑油、切削油等影響產品表面清潔度的污染物,所以激光焊接前必須對零部件進行除油和清洗工序,否則影響熱熔填充金屬的流動能力和在焊接接頭中形成碳化相,從而降低接頭的耐腐蝕性和機械性能。
2020-12-25 10:57:30354 半自動或全自動設備連接的其它壓接頭技術應用類型。Raychem壓接頭是款可靠性和經濟高效率應用需求的壓接頭。 Raychem壓接頭特點: 產品類型對接接頭 Sealable是 壓接頭類型嵌入式對接,壓
2020-07-28 09:53:25293 最基本的接頭連接器是一種快速有效的連接兩根導線末端而無需焊接的設備。雖然接頭連接器的焊接具有一些優點,但是時間和成本可能過高。
2020-05-21 10:20:04877 釬料是形成釬焊接頭的填充金屬,釬焊接頭的質量在很大程度上取決釬料。釬料應該具有合適的熔點、良好的潤濕性和填縫能力,能與母材相互擴散,還應具有一定的力學性能和物理化學性能,以滿足接頭的使用性能要求。
2020-04-27 11:59:024255 1、兩個級別的檢驗 焊接接頭的材相切片檢驗通常在兩個級別的檢驗中進行 宏觀: 使用體視顯微鏡實現至多 50 倍的放大率。 微觀檢驗通常在穿過焊接接頭的未鑲嵌截面上進行,并且涉及切割和粗/精細研磨技術
2020-03-17 09:16:15800 焊前把鑄件預熱到600~700℃,焊接過程保持在400℃以上,焊后緩慢冷卻至室溫。采用熱焊法可有效減小焊接接頭的溫差,從而減小應力,同時還可以改善鑄件的塑性,防止出現白口組織和裂紋。
2020-02-05 09:15:2214454 嚴格控制焊接接頭上的熱輸入量?選擇合適的焊接方法和工藝參數(主要有焊接電流、電弧電壓、焊接速度)。
2019-12-27 10:01:1010510 焊接接頭形式:對接接頭、角接接頭及T字形接頭、搭接接頭。
2019-11-20 10:28:5937297 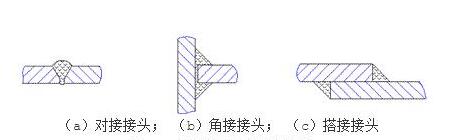
焊接裂紋是焊接件中最常見的一種嚴重缺陷。在焊接應力及其他致脆因素共同作用下,焊接接頭中局部地區的金屬原子結合力遭到破壞而形成的新界面所產生的縫隙。
2019-10-25 10:14:068961 切割LED非常容易。該卷具有指定的點以切割每3個LED。在切片的地方,LED也會成為焊接接頭。
2019-08-20 11:09:032679 
焊縫尺寸增加,變形隨之增大,但是過小的焊縫尺寸將降低結構的承載能力,并使焊接接頭的冷卻速度加快,熱影響區硬度增高,容易產生裂紋等缺陷,因此應在滿足結構承載能力和保證焊接質量的前提下,隨著板的厚度來選取工藝上可能選用的最小的焊縫尺寸。
2019-08-05 15:20:2913305 垂直或傾斜位置開坡口的接頭必須從下向上焊接,對不開坡口的薄板對接和立角焊可采用向下焊接;平、橫、仰對接接頭可采用左向焊接法。
2019-07-05 16:13:2236558 焊接接頭的不完整性稱為焊接缺欠,主要有焊接裂紋、未焊透、夾渣、氣孔和焊縫外觀缺欠等。這些缺欠會減少焊縫截面積,降低承載能力,產生應力集中,引起裂紋;降低疲勞強度,易引起焊件破裂導致脆斷。其中危害最大的是焊接裂紋和氣孔。
2019-05-14 16:48:2421973 相信大家對于激光焊接機并不陌生,目前就是激光焊接頭都有分光式多點激光焊接頭,多頭激光焊接頭,激光條形光斑焊接頭。分光式激光焊接頭主要使用在半導體多引腳芯片焊接。
2019-04-24 15:56:4217663 (1)工藝焊接性和使用焊接性焊接性包括兩個含義:一是接合性能,就是一定的材料在給定的焊接工藝條件下對形成焊接缺陷的敏感性;二是使用性能,指一定的材料在規定的焊接工藝條件下所形成的焊接接頭適應使用要求
2019-04-22 14:14:209472 清除氧化物和從工件粘連著的金屬,激光焊接薄金屬搭接接頭時并不接觸工件,再者,光束還可進入常規 焊難以焊及的區域,焊接速度快。
2018-07-04 09:03:0013221 我國國土面積遼闊,氣候環境多樣,高速列車無論是在生產過程還是在運行過程中均要經受復雜氣候變化的考驗。在鋁合金車體MIG焊接過程中,環境溫度、溫度、風速等均對焊接接頭的微觀組織、常規力學性能以及疲勞
2018-04-19 11:05:280 處理的焊接接頭進行了硬度性能檢測。結果表明:噴丸、噴砂表面強化處理會提高焊接接頭表面的硬度,其中經鋼丸強化處理的接頭表面硬度值最高。噴丸、噴砂表面強化處理可以在焊接接頭表面引入殘余壓應力,降低有效拉應力,從而延長疲勞裂紋的
2018-04-19 09:58:170 采用焊接的加工工藝制造,焊接完成后,焊接接頭表面會形成一定的余高,而焊后焊縫余高的存在將影響鋁合金焊接接頭的使用性能。鋁合金焊縫打磨主要針對焊縫余高和焊縫接頭的打磨,利用良好的打磨工藝除去余高以及焊接殘留物,使焊縫具有良好的表面
2018-04-17 16:03:190 鋁鋰合金因具有低密度、高的比強度和比剛度、耐腐蝕以及良好的焊接性等優異的綜合性能,已成為航空航天領域發展迅速的輕量化結構材料。許多航空航天結構件制造過程中,采用焊接工藝可以減輕重量,提高結構件連接
2018-01-29 15:24:240 能量密度高、自適應性強、對接頭裝配精度要求低、成本較低等優點,同時也是航空航天領域普遍采用適合鋁合金的焊接技術。但由于等離子弧隨著焊接工藝和規范參數的改變而變化較大,獲得良好焊接接頭的合理焊接參數范圍較窄、焊縫成型以及穩定性較差。為此,要實現對穿孔等離子弧焊焊
2018-01-23 14:01:494 用超聲波探傷對并聯環釬焊接頭進行質量評價_陳俊曄
2017-01-02 15:36:120 光纖熔接損耗主要是由光纖自身的傳輸損耗和光纖熔接接頭處的熔接損耗組成。由于光纖接續質量影響光纖線路傳輸損耗的客限、光纖線路無中繼放大傳輸距離等參數,因此要盡可能降低降低光纖熔接接頭損耗,以確保光纖CATV信號的傳輸質量。
2014-12-23 10:25:245285 2012-03-15 14:20:157 2012-03-15 14:16:5415 Molex日前擴展其CMC產品線,新推出一款接腳兼容的154電路連接頭,以及32及112電路焊接頭。
2011-12-31 09:58:151071 Molex公司擴展其CMC產品線,推出一款引腳兼容的154電路連接頭,以及32及112電路焊接安裝連接頭。CMC是用于汽車和運輸動力傳動應用的業界標準接口
2011-12-29 09:15:38928 焊接接頭的主要基本形式有四種:對接接頭、T型接頭、角接接頭和搭接接頭。焊接接頭分類的原則僅根據焊接接頭在容器所處的位置而不是按焊接接頭的結構形式分類
2011-11-30 14:13:047988 焊接接頭系數是指對接焊接接頭強度與母材強度之比值。用以反映由于焊接材料、焊接缺陷和焊接殘余應力等因素使焊接接頭強度被削弱的程度,是焊接接頭力學性能的綜合反映。
2011-11-30 14:09:503365 
Molex公司擴展其CMC連接器系列,推出一款引腳兼容的154電路連接頭,以及32和112電路焊接頭
2011-05-05 08:52:501845 一般企業在使用投影儀等設備時,其VGA接頭大多需要人工焊接,接頭多,難焊是VGA的焊接的兩個難頭,弄不好要么沒信號,要么出現色差,下面我把如何焊接VGA頭的方法介紹
2010-09-13 16:08:3067 應用有限元分析方法,針對平板對接接頭橫向拉伸試驗,打底焊道為高強匹配、填充焊道為低強匹配焊接接頭在外載荷作用下的接頭強度進行數值模擬和試驗研究,并將數值模擬
2010-09-01 15:14:1031 點焊通常采用搭接接頭和折邊接頭(圖11-9)接頭可以由兩個或兩個以上等厚度或不等厚度的工件組成。在設計點焊結構時,必須考慮電極的可達性,即電極必須能方便地抵達工
2010-08-29 10:41:341539 
熱塑管燃氣管道電熔焊接頭超聲檢測與評價
本文介紹應用超聲波成像設備對燃氣熱塑性管件電熔焊接頭進行無損探傷的方法。
2010-03-20 10:28:349 1)1Cr18Ni9Ti 不銹鋼φ133×11mm 大管水平固定全位置對接接頭主要用于核電設備及某些化工設備中需要耐熱耐酸的管道中,焊接難度較高,對焊接接頭質量要求很高,內表面要求成形良好
2010-02-01 16:01:538 完成了單個沖擊對1Cr18Ni9Ti不銹鋼管道焊接頭試樣低周疲勞壽命影響的試驗研究。單個試驗最大瞬時峰值應變率達480s-1。試樣未經消除焊接殘余應力。采用成組法試驗(每組7個試樣),
2010-02-01 14:54:298 研究了鐵路鋼結構橋梁用14MnNbq鋼雙細絲雙弧埋弧焊接多種母材與焊材匹配的對、角接接頭的性能和組織狀況,較為深入地分析了接頭性能與組織的關系。結果表明,采用雙細絲雙弧
2010-01-29 13:37:0310 通過分析換熱器管板與管子連接接頭的接頭型式及相關要素,提出了制造過程中的控制環節、控制方法。
2010-01-26 15:24:5016 通常采用打磨焊趾的方法來改善焊接接頭的疲勞強度,而使用超聲波沖擊焊趾來提高焊接接頭及結構的疲勞強度,是一種國際上剛剛出現的新方法。本文研制成功了一種基于壓電陶
2010-01-26 15:00:3218 該文以可靠性理論為基礎,研究制定了電廠鍋爐蛇形管焊接接頭的加速壽命試驗的方法和規范。通過對大量新制的15CrMo摩擦焊接頭具有加速壽命意義的高溫內壓爆破持久試驗,和對
2010-01-14 15:07:0531 空分冷箱內鋁合金管道對接接頭的焊接質量決定了冷箱及設備的安全運行,本文結合空分鋁合金管道焊接中常見的缺陷特點,簡述鋁合金管道焊接缺陷的產生和預防措施,編制合理
2009-12-28 16:29:5413 采用鎢極氬弧焊的方法對φ0.7 mm的65Mn鋼絲進行了焊接試驗研究。研究表明:當焊接電流為10 A時可以得到外形完美的柱狀焊接接頭,但接頭非常脆硬。采用加熱溫度280℃,保溫10 min的
2009-12-28 16:23:5117 將電弧同時作為熱源與超聲發射源的電弧超聲技術應用于低溫鋼的焊接過程,選取16MnDR和09MnNiDR進行電弧超聲焊接試驗,通過對比分析焊縫區的金相組織和焊接接頭的沖擊韌性,結合
2009-12-26 15:03:1614 冷裂紋是在焊接過程中或焊后,在較低的溫度下,大約在鋼的馬氏體轉變溫度(即Ms點)附近,或300~200℃以下(或T<0.5Tm,Tm為以絕對溫度表示的熔點溫度)的溫度區間產生的,故稱
2009-12-24 15:02:0512 電纜接頭
電纜接頭冷縮電纜接頭 電纜
2009-11-16 09:36:30801 鋼質管道焊接及驗收規范 SY/T 4103-2006:4 焊接一般規定5 焊接工藝評定6 焊工資格7 焊接接頭的設計和準備8 焊縫的檢查與試驗9 無損探傷驗收標準lO 缺陷的
2009-09-15 08:34:1320 船舶焊接接頭彎曲試驗方法 CB T 3351-2005
2009-05-28 01:15:0016 本文介紹7大型壓縮機主軸的焊接接頭設計及修復要點,給出7主軸焊接位置、坡口型式、預熱方法及溫度、層間溫度、熱處理方法及溫度范圍,證明了用焊接方法修復壓縮機主軸其質
2009-05-20 15:06:3313 vga接頭焊接方法
2007-12-28 21:59:0744844
 電子發燒友App
電子發燒友App














 工商網監
工商網監
評論