 電子發燒友App
電子發燒友App


什么是高頻板
電磁頻率較高的特種線路板,一般來說,高頻可定義為頻率在1GHz以上。其各項物理性能、精度、技術參數要求非常高,常用于汽車防碰撞系統、衛星系統、無線電系統等領域。價格高昂,通常每平方厘米價格在1.8左右,約合每平米1.8萬元。
高頻板線路板特點
1、阻抗控制要求比較嚴格,相對線寬控制的很嚴格,一般公差百分之二左右。
2、由于板材特殊,所以PTH沉銅時的附著力不高,通常需要借助等離子處理設備等先對過孔及表面進行粗化處理,以增加PTH孔銅和阻焊油墨的附著力。
3、做阻焊之前不能磨板,不然附著力會很差,只能用微蝕藥水等粗化。
4、板材多數是聚四氟乙烯類的材料,用普通銑刀成型會有很多毛邊,需專用銑刀。
5、高頻電路板是電磁頻率較高的特種電路板,一般來說高頻可定義為頻率在1GHz以上。
其各項物理性能、精度、技術參數要求非常高,常用于汽車防碰撞系統、衛星系統、無線電系統等領域。
詳細解析高頻板參數
電子設備高頻化是發展趨勢,尤其在無線網絡、衛星通訊的日益發展,信息產品走向高速與高頻化,及通信產品走向容量大速度快的無線傳輸之語音、視像和數據規范化。因此發展的新一代產品都需要高頻基板,衛星系統、移動電話接收基站等通信產品必須應用高頻電路板,在未來幾年又必然迅速發展,高頻基板就會大量需求。
(1)高頻電路板基材與銅箔的熱膨脹系數一定要是一致的,如果不一致的話會在冷熱變化過程中造成銅箔分離。
(2)高頻電路板基材吸水性要低,吸水性高就會在受潮時造成介電常數與介質損耗。
(3)高頻電路板基材介電常數(Dk)一定得小而穩定,一般來說是越小越好,信號的傳送速率與材料介電常數的平方根成反比,高介電常數容易造成信號傳輸延誤。
(4)高頻電路板基板材料介質損耗(Df)必須小,這主要影響到信號傳送的品質,介質損耗越小使信號損耗也越小。
(5)高頻電路板基板材料其它耐熱性、抗化學性、沖擊強度、剝離強度等亦必須良好。一般來說,高頻可定義為頻率在1GHz以上。目前較多采用的高頻電路板基材是氟糸介質基板,如聚四氟乙烯(PTFE),平時稱為特氟龍,通常應用在5GHz以上。另外還有用FR-4或PPO基材,可用于1GHz~10GHz之間的產品。
現階段所使用的環氧樹脂、PPO樹脂和氟系樹脂這三大類高頻電路板基板材料,以環氧樹脂成本最便宜,而氟系樹脂最昂貴;而以介電常數、介質損耗、吸水率和頻率特性考慮,氟系樹脂最佳,環氧樹脂較差。當產品應用的頻率高過10GHz時,只有氟系樹脂印制板才能適用。顯而易見,氟系樹脂高頻基板性能遠高于其它基板,但其不足之處除成本高外是剛性差,及熱膨脹系數較大。對于聚四氟乙烯(PTFE)而言,為改善性能用大量無機物(如二氧化硅SiO2)或玻璃布作增強填充材料,來提高基材剛性及降低其熱膨脹性。
另外因聚四氟乙烯樹脂本身的分子惰性,造成不容易與銅箔結合性差,因此更需與銅箔結合面的特殊表面處理。處理方法上有聚四氟乙烯表面進行化學蝕刻或等離子體蝕刻,增加表面粗糙度或者在銅箔與聚四氟乙烯樹脂之間增加一層粘合膜層提高結合力,但可能對介質性能有影響,整個氟系高頻板基板的開發,需要有原材料供應商、研究單位、設備供應商、PCB制造商與通信產品制造商等多方面合作,以便跟上高頻電路板這一領域快速發展的需要。
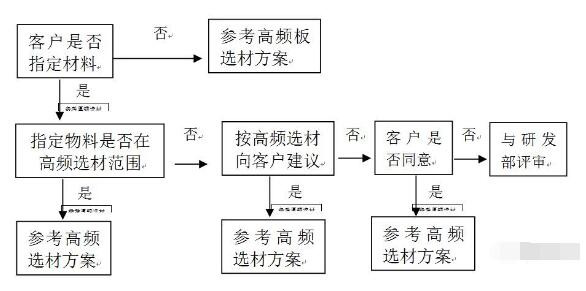
高頻板的生產流程
1.產品設計
1.1材料選用設計:
因高頻板應用的特殊性,要求產品信號傳播速度快,損耗小,穩定性高,其部分耐高低溫問題、耐溶劑等特殊性的要求,客戶在設計時已經對其產品的特性進行評估,并有考慮其電器特性,所以一般MI設計選擇材料時應依據客戶的要求進行。
在選用板材的選用上需要特別的注意,依據其設計DK、DF等電氣特性參數進行選適當的材料,具體材料特性依據各材料的特性,選用原則如下:
A.銅箔的選擇:
高頻天線板,銅箔處理面RZ:RTF銅箔(反轉銅箔)≤5.1um,RA銅箔(壓延銅箔)≤3um。
B.常用高頻選材
具體可參見材料表,厚度公差參照IPC-4103標準ClassB級
1.2.流程設計
A.NPTH的PTFE板制作:
開料—鉆孔—圖形轉移—蝕刻—檢查—阻焊—字符—成型—測試—終檢—沉錫—終檢—包裝—出貨
B.PTH的PTFE板制作:
正片流程:開料—鉆孔—孔處理(高頻板整孔劑處理—沉銅—板電—圖形轉移—檢查—圖形電鍍—堿性蝕刻—蝕檢—阻焊—字符—成型—測試—終檢—沉錫—終檢—包裝—出貨
負片流程:開料—鉆孔—孔處理(高頻板整孔劑處理—沉銅—板電—圖形轉移—檢查—酸性蝕刻—蝕檢—阻焊—字符—成型—測試—終檢—沉錫—終檢—包裝—出貨
C.多層純PTFE或混壓板制作:
開料—內層圖轉—內層蝕刻—棕化(內層芯板棕化后用110度烘板2小時)—層壓—鉆孔—孔處理(高頻板整孔劑處理,非PTFE不需此工藝—沉銅板電—外層圖轉—圖電—堿性蝕刻—阻焊—字符—成型—測試—終檢—沉錫—終檢—包裝—出貨
注意:
a.熱固性陶瓷碳氫化合物材料(非PTFE材料),加工流程與常規的FR-4材料一致,PTFE材料板件需要在鉆孔、沉銅、阻焊和鑼板工序作適當的調整,鉆孔后的孔處理上有一定差異。
b.對于NPTH孔都需要在蝕刻前鉆孔。
c.表面處理成本的考慮,成本從高到低大致依次:沉金、沉銀、水金、無鉛噴錫、沉錫、有鉛噴錫、OSP等(建議不作噴錫工藝),表面處理如為沉金噴錫電錫板則在成型前制作,如沉錫、OSP板則在成型后制作。
d.如在產品品質能達客戶要求,不影響產品的品質情況下,對于PTFE材料(如無防焊工序、文字工序)可以考慮先成型,再蝕刻,然后進行表面處理,避免板邊毛刺問題;或蝕刻前后分兩次成型制作,減少板邊毛刺。
1.3.工程設計注意事項:
A.開料:所有高頻板開料后不烤板。
開料后使用墊紙隔板,防止壓傷、擦花。
B.板材價格昂貴,按最高利用率排版,利用率要求:單面板88%以上,雙面板85%以上,多層板80%以上,拼板尺寸:由于高頻材料材質較軟,在考慮材料利用率的前提下,拼板尺寸盡量按標準拼板,如:12*18、18*24、16*18、36*48尺寸;畫出開料圖,按排版方式ERP生成,經緯向與FR4相反。
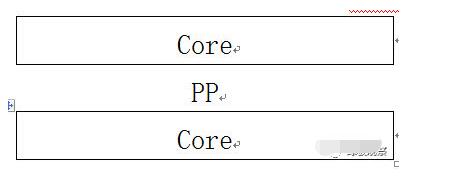
C.疊層結構設計:所有多層板的疊層結構必須按照Core+Core結構進行設計:
G.線路蝕刻后注明:蝕刻后手不能觸摸到成型區內,不能機械處理,只能化學處理(包括內層線路及外層線路),但對于陶瓷材料允許輕磨。D.最小鉆孔孔徑工程設計≥0.35mm,以減小生產加工難度
E.孔內銅厚≥25um,孔壁粗糙度PTFE材料≤40um,非PTFE材料≤30um,如有特殊要求,需要在MI中特別注明。
F.如果一面為大銅皮,另一面為幾根線路,板材較軟較薄的不能陰陽拼板處理。
H.阻抗線、信號線、射頻線,需要特別管控其線寬、蝕刻因子和線距。
I.阻焊菲林設計時,PTFE材料成型板邊或V-CUT位應設計為綠油覆蓋,ROGERS陶瓷填充,可以設計為開窗
J.加公司標志為蝕刻標記時,應遠離線路,為防止細小字符脫落,不可私自添加蝕刻字,避免影響產品信號。
K.成型方式:
a.成形方式包括有機銑、剪切、沖壓(開精密模)、V-CUT。
b.填寫公差時若客戶有要求按客戶要求填寫。若客戶無特別指明的按+/-0.15mm.
c.V-CUT和金手指要求按下表要求填寫:(客戶有要求除外)
L:高頻產品控制毛刺的設計方案:
高頻板因其材料特性較軟,在鑼板時容易出現毛刺,為改善高頻板鑼板毛刺有以下幾種方法:
以上方法的使用說明:
a.從生產效率和成本上考慮,改善毛刺的方法優先選擇原則如下:
方法1》方法2》方法3
b.上三種方案的生產流程不一樣,因此在設計時就必須作考慮,MI外形圖上注明清楚,可以采用兩者相結合的方式。
c.對于外型如有弧形(弧內半徑大于2CM的除外),其弧形位置鑼板方式如下:
①先用一把刀正常鑼外形,但鑼槽位需要外鑼0.15-0.2mm,
②再用一把新刀正常鑼一次圓弧位置。
注:①。上要求在方法②工藝時(小弧和直線)不需要分開鑼。②。鑼板時一般直線無毛刺,進刀速較快,而圓弧容易出現毛刺,進刀速較慢,參數不一樣,因此考慮分刀鑼。
d.如成型線有經過盲槽時,盲槽的開口必須朝下。
e.高頻板的鑼刀的下刀位加鉆一個預鉆孔,孔徑比鑼刀大0.05MM,特殊情況下可以考慮等大的,避免下鉆時斷刀。
f.PTFE材質的高頻材料的鑼刀刀徑選用≥1.5MM,如因特殊原因一定需要使用1.5MM以下的鑼刀,需要在蝕刻前進行鑼板。(成品采用小刀鑼板,容易產生毛刺,斷刀問題,同時疊板數量小)
g.蓋板的選擇:紙墊板、FR4內層報廢板(蝕銅后)、過期基板(蝕銅后)、黃蓋片等,當加蓋片后仍有微毛刺時考慮在最上一片板與蓋板間加2-3張白紙。
h.鑼刀壽命:高頻不同材料,有一定差異,以實際的鑼板質量為標準,一般在10-20米左右,鑼完高頻板后的刀,仍以新刀的壽命計算使用在至FR4上,PTFE產品材質較軟,可以選用特定的鑼刀。
1.4.制程控制要求:
A.介層厚度:
壓合后介層厚度的控制公差,以+/-15%的公差控制,在電鍍切片孔銅時一起量測其介層厚度。
B.線寬:
天線板:對于射頻區域,線寬≤10mil,公差:+/-20%控制,線寬>10mil,公差:+/-2mil,客戶有特殊要求的依據客戶要求控制。
射頻板:當線路≤10mil時,成品公差以+/-20%控制,線寬>10mil,外層公差以+/-0.025mm控制,成品以+/-0.030mm。
注:內部過程監控,線寬≤10mil,首件公差+/-10%,線寬>10mil,公差:+/-1.2mil,方可批量生產。
C.層間對準度:
≤+/-2mil(所有層間),對于兩面或多層板,都需要在板邊四角設計蝴蝶PAD,提高對位精度。
D.孔銅:
電鍍后≥23um,成品≥20um,華為產品成品min:25um,客戶有特殊要求的除外。
E.銅厚:
天線板:35+/-8um,如有外層電鍍為:55+/-10um
射頻板:35+/-5um,如有外層電鍍為:55+/-8um
當客戶有要求時,標準高于公司標準時以客戶標準控制,當客戶標準低于公司標準時,以公司標準控制,所有高頻產品銅厚有上下限控制。
F.蝕刻因子:
蝕刻因子(無PTH):≥3(制程首件控制3.5以上)
蝕刻因子(PTH):≥2.5(制程程首件控制3.0以上)
G.PIM:
≤-115dBm(無線信號的功率)
抗剝強度:≥0.53N/mm
1.5.產品漲縮控制:
A.因PTFE材料較軟,生產中容易拉長,為避免成品尺寸超差,所以對開料后的鉆孔比例進行適當的調整,如為雙面板由原1.0調整至:X(短方向):0.9998,Y(長方向):0.9997制作,如為多層板,則按照內部漲縮補償系數表。
B.高頻板在沉銅前處理和外層圖轉前處理可采用輕磨板方式后去除掉板面氧化物、孔口毛刺為宜,不可重磨,避免材料拉伸變形。
C.后續的圖形轉移、防焊依據實際量測的二次元結果進行出底片制作。
D.對于高頻的需要壓合的板件,第一次原始的比率(內層鉆孔或圖形轉移)需要做一定的預補償,具體見內部漲縮補償系數表。
1.6.產品設計其他要求:
A.在MI上注明“高頻”字樣,對于制程產品控制的要求在工單上備注說明,具體見下1.3“制程控制要求”內容。
B.MI接單后,依據客戶設計的圖形,進行此高頻板產品類別:天線板、射頻板,再依據相應的要求進行控制。對于軍工產品的控制要求依據軍工產品設計依據“軍工產品設計制作指引”。
C.如板件過長,需要進行菲林對接才可以完成圖型轉移的過程,則對接處不可以選擇在敏感信號線處,盡量選擇大銅面或其他大線路的區域。
D.對于敏感信號線不可有缺口問題(MI增加位置說明)。
1.7.CAM資料設計
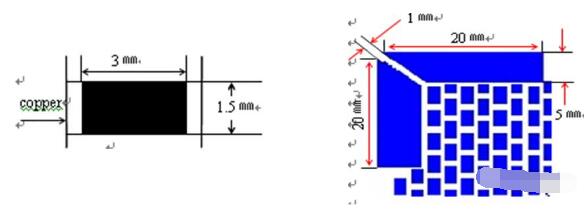
A.阻膠壩設計:設計如下圖:
對于高頻混壓板,板邊流膠需要作適當調整,塊與塊之間為墻磚式設計結構,橫向間距為1.0mm,縱向間距為0.5mm,四角為兩塊大銅塊20*5,角上開1.0mm流膠槽,如下圖:
B.對于在板內需要管控的線寬在板邊以坐標的形式,標識出,方便人員量測及控制。












 工商網監
工商網監
評論