 電子發燒友App
電子發燒友App


超聲波探頭的頻率選擇
超聲波探頭的頻率一般只有2種,40KHz和25KHz,這使它們擁有高靈敏度、穩定可靠、耗電少、聲壓級高等特點,雖然只有這2種頻率,但一點也不影響超聲波測距探頭的使用范圍,它的用途非常廣泛,包括各種測距傳感器、計數傳感器、報警傳感器、近接開關、自動門傳感器、工業遙控傳感器等。
超聲波測距探頭連接方式有插腳和導線兩種,外殼顏色也分白黑兩色,功能類型分三種:T表示發射型、R表示接收型、T/R表示組合一體型。
超聲波測距探頭的直徑一般有10MM、12MM、14MM、16MM、18MM這五種,這五種探頭幾乎都有40KHz和25KHz兩種頻率,如此看來,已經有10款產品可供選擇了,但其實若再按功能型號來分的話,3種功能型號就能讓超聲波測距探頭變成15款產品,這在用戶選購時更加方便快捷。
超聲波測距探頭頻率等參數在產品規格書中都會有所參考,如果想要選擇更適用的超聲波測距探頭,咨詢專業人士很重要,而要做到專業,非廠家莫屬。
超聲波探頭分類
1.直探頭: 單晶縱波直探頭 雙晶縱波直探頭
2.斜探頭: 單晶橫波斜探頭a1《aL《aⅡ ,雙晶橫波斜探頭
單晶縱波斜探頭 aL《a1為小角度縱波斜探頭
aL在a1附近為爬波探頭爬波探頭;沿工件表面傳輸的縱波,速度快、能量大、波長長、探測深度較表面波深,對工件表面光潔度要求較表面波松。(頻率2.5MHZ波長約2.4mm,講義附件11、12、17題部分答案)。
3.帶曲率探頭: 周向曲率 徑向曲率。
周向曲率探頭適合---無縫鋼管、直縫焊管、筒型鍛件、軸類工件等軸向缺陷的檢測。工件直徑小于2000mm時為保證耦合良好探頭都需磨軸向曲率。
徑向曲率探頭適合---無縫鋼管、鋼管對接焊縫、筒型鍛件、軸類工件等徑向缺陷的檢測。工件直徑小于600mm時為保證耦合良好探頭都需磨徑向曲率。
4.聚焦探頭: 點聚焦 線聚焦。
5.表面波探頭:(當縱波入射角大于或等于第二臨界角,既橫波折射角度等于90形成表面波)。
沿工件表面傳輸的橫波,速度慢、能量低、波長短探測深度較爬波淺,對工件表面光潔度要求較爬波嚴格。
超聲波探傷中探頭的選用原則
超聲波探頭的類型很多,性能各異,因此根據超聲波探傷對象的形狀、對超聲波的衰減和技術要求,合理選用探頭是保證探傷結果正確可靠的基礎。對超聲波探頭的選擇主要體現在:探頭型式、探頭頻率、探頭晶片尺寸和探頭角度等。
1.探頭型式
一般根據工件的形狀和可能出現缺陷的部位、方向等條件來選擇探頭的形式,盡量使超聲波聲束軸線與缺陷垂直。具體可參考上述常見典型探頭作用部分。
2.探頭頻率
超聲波探傷頻率在0.5一15MHz之間,選擇范圍較大。一般選擇頻率時應考慮以下幾個因素。
1)由于超聲波的繞射,使超聲波探傷靈敏度約為二分之一波長。在同一材料內超聲波波速是一定的,因此提高頻率,超聲波波長變短,探傷靈敏度提高,有利于發現更小的缺陷。
2)頻率高,脈沖寬度小,分辨率高,有利于區分相鄰缺陷,分辨力提高。
3)由擴散公式可知,頻率高,超聲波長短,則半擴散角小,聲束指向性好,超聲波能量集中,有利于發現缺陷并對缺陷定位,定量精度高。
4)由近場區長度公式可知,頻率高,超聲波長短,近場區長度大,對探傷不利。
5)由衰減、吸收公式可知,超聲波的衰減隨超聲波頻率、介質晶粒度增加而急劇增加。
通過上面分析可知超聲波探傷時頻率的影響較大,頻率高,探傷靈敏度和分辨率高,波束指向性好,對探傷有利。但是頻率高,近場區長,介質衰減大,對探傷不利,所以在選擇探頭頻率時,應綜合考慮,全面分析各方面因素,合理選取。一般說來,在滿足探傷靈敏度要求的前提下,盡可能選取頻率較低的探頭;對于晶粒較細的鍛件、軋制件和焊接件等,一般選用較高頻率的探頭,常用2.5—5.0MHz。對于晶粒較粗大的鑄件、奧氏體鋼等工件,宜選用軟低頻率的探頭,常用0.5~2.5MHz,否則若選用頻率過高,就會引起超聲波能量嚴重衰減。
2.探頭晶片尺寸
探頭晶片的形狀一般為圓形和方形。探頭的晶片尺寸對超聲波探傷結果有一定影響,選擇時主要考慮以下因素
1)半擴散角。由擴散角公式可知,晶片尺寸增加,半擴散角減小,波束指向性好,超聲波能量集中,對探傷有利。
2)探傷近場區。由近場區長度公式可知,晶片尺寸增加,近場區長度增大,對探傷不利。
3)晶片尺寸大,輻射的超聲波能量強,探頭未擴散區掃查范圍大,發現遠距離缺陷能力增強。
在探傷面積范圍大的工件時,為提高探傷效率,宜選用大晶片探頭;探傷厚度大的工件時,為了有效地發現遠距離的缺陷宜選用大晶片探頭;對小型工件,為了提高缺陷的定位定量精度,宜選用小晶片探頭;對表面不太平整、曲率較大的工工件,為了減少耦合損失,宜選用小晶片探頭。
3.角度
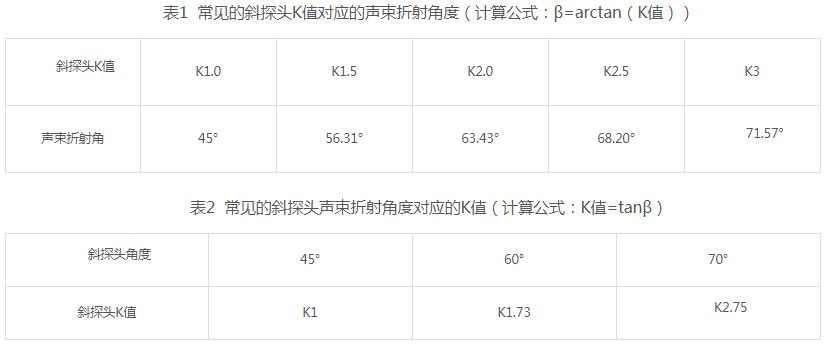
在檢測中應盡量使超聲波聲束軸線與缺陷垂直,因此角度的選擇根據檢測對象中可能存在的缺陷類型、位置和工件允許的探傷條件,利用反射、折射定律以及相關幾何知識,選擇合適角度的探頭。以在橫波檢測中,探頭的K值為例,折射角對檢測靈敏度、聲束軸線的方向,一次波的聲程(入射點至底面反射點的距離)有較大影響。對于用有機玻璃斜探頭檢測鋼制工件,β=40°(K=0.84)左右時,聲壓往復透射率最高,即檢測靈敏度最高。由此可知,K值大,β值大,一次波的聲程大。因此在實際檢測中,當工件厚度較小時,應選用較大的K值,以便增加一次波的聲程,避免近場區檢測。當工件厚度較大時,應選用較小的K值,以減少聲程過大引起的衰減,便于發現深度較大處的缺陷。在焊縫檢測中,還要保證主聲束能掃查整個焊縫截面。對于單面焊根部未焊透,還要考慮端角反射問題,應使K=0.7~1.5,因為K《0.7或K》1.5,端角反射率很低,容易引起漏檢。
責任編輯:YYX

















 工商網監
工商網監
評論