 電子發(fā)燒友App
電子發(fā)燒友App


內(nèi)徑百分表工作原理
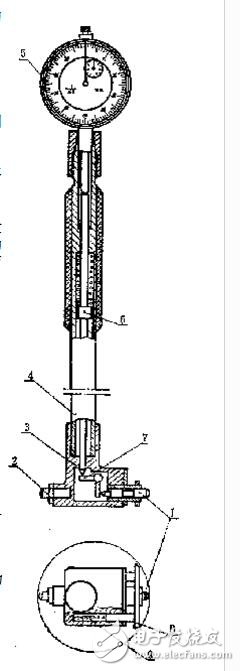
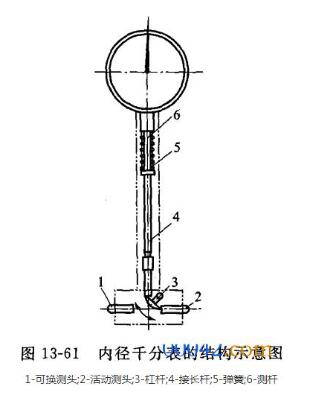
內(nèi)徑百分表是內(nèi)量杠桿式測量架和百分表的組合,如圖1-1所示。用以測量或檢驗(yàn)零件的內(nèi)孔、深孔直徑及其形狀精度。內(nèi)徑百分表測量架的內(nèi)部結(jié)構(gòu),由圖1-1可見。在三通管3的一端裝著活動測量頭1,另一端裝著可換測量頭2,垂直管口一端,通過連桿4裝有百分表5。
活動測頭1的移動,使傳動杠桿7回轉(zhuǎn),通過活動桿6, 推動百分表的測量桿,使百分表指針產(chǎn)生回轉(zhuǎn)。由于杠桿7的兩側(cè)觸點(diǎn)是等距離的,當(dāng)活動測頭移動1mm時(shí),活動桿也移動1mm, 推動百分表指針回轉(zhuǎn)一圈。
所以,活動測頭的移動量,可以在百分表上讀出來。兩觸點(diǎn)量具在測量內(nèi)徑時(shí),不容易找正孔的直徑方向,定心護(hù)橋8和彈簧9就起了一個(gè)幫助找正直徑位置的作用,使內(nèi)徑百分表的兩個(gè)測量頭正好在內(nèi)孔直徑的兩端。
活動測頭的測量壓力由活動桿6上的彈簧控制,保證測量壓力一致。內(nèi)徑百分表活動測頭的移動量,小尺寸的只有0~1mm,大尺寸的可有0~3mm,它的測量范圍是由更換或調(diào)整可換測頭的長度來達(dá)到的。因此,每個(gè)內(nèi)徑百分表都附有成套的可換測頭。
國產(chǎn)內(nèi)徑百分表的讀數(shù)值為0.01mm,測量范圍有 10~18;18~35;35~50;50~100;100~160mm;160~250;250~450。用內(nèi)徑百分表測量內(nèi)徑是一種比較量法,測量前應(yīng)根據(jù)被測孔徑的大小,在專用的環(huán)規(guī)或百分尺上調(diào)整好尺寸后才能使用。
調(diào)整內(nèi)徑百分尺的尺寸時(shí),選用可換測頭的長度及其伸出的距離 (大尺寸內(nèi)徑百分表的可換測頭,是用螺紋旋上去的,故可調(diào)整伸出的距離,小尺寸的不能調(diào)整 ),應(yīng)使被測尺寸在活動測頭總移動量的中間位置。內(nèi)徑百分表的示值誤差比較大,如測量范圍為35~50mm的,示值誤差為±0.015mm。為此,使用時(shí)應(yīng)當(dāng)經(jīng)常的在專用環(huán)規(guī)或百分尺上校對尺寸(習(xí)慣上稱校對零位),必要時(shí)可在如圖4-3所示的由塊規(guī)附件裝夾好的塊規(guī)組上校對零位,并增加測量次數(shù),以便提高測量精度。
內(nèi)徑百分表的指針擺動讀數(shù),刻度盤上每一格為0.01mm,盤上刻有100格,即指針每轉(zhuǎn)一圈為1mm。
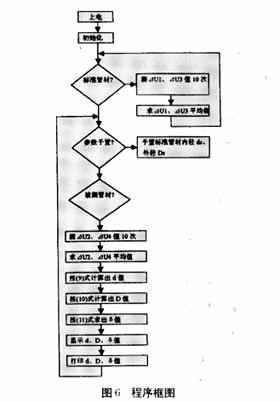
內(nèi)徑百分表校準(zhǔn)步驟
一、校準(zhǔn)前受校內(nèi)徑表及所用標(biāo)準(zhǔn)器在校準(zhǔn)室內(nèi)平衡溫度的時(shí)間一般不少于2h.
二、首先檢查內(nèi)徑表外觀,確定有沒有影響校準(zhǔn)計(jì)量特性的因素。如:內(nèi)徑表測量機(jī)構(gòu)的移動應(yīng)平穩(wěn)、靈活、無卡住和阻滯現(xiàn)象。每個(gè)測頭更換應(yīng)方便,緊固后應(yīng)平穩(wěn)可靠。
三、檢查測頭測量面的表面粗糙度和測頭的球面半徑。用表面粗糙度比較樣塊比較。要求帶定位護(hù)橋的內(nèi)徑表測頭、活動測頭的測量面和定位護(hù)橋接觸面的表面粗糙度不超過0.2um。漲簧式內(nèi)徑表表面粗糙度不超過0.1 um.鋼球式內(nèi)徑表的測量鋼球和定位鋼球的表面粗糙度不超過0.05um。測頭球面半徑用半徑樣板比較。要求均小于其測量下限尺寸的1/2。
四、指示表的檢定是按JJG34-1996《指示表檢定規(guī)程》中要求進(jìn)行。
五、對活動測頭的工作行程進(jìn)行校準(zhǔn)。
1、用手壓縮帶定位護(hù)橋的內(nèi)徑表的活動測頭,在指示表上讀去數(shù)據(jù)。
2、用手壓縮漲簧式內(nèi)徑表的漲簧測頭兩測,在指示表上讀數(shù)。
3、用千分尺測量鋼球式內(nèi)徑表測量鋼球工作行程。
測量時(shí)注意要把兩測量鋼球放在千分尺測砧和測微螺桿之間,并使兩鋼球軸線與測微螺桿軸線一致。
六、對活動測頭的測力和定位護(hù)橋的接觸壓力進(jìn)行校準(zhǔn)。
1、帶定位護(hù)橋的內(nèi)徑表分別放在內(nèi)徑尺寸等于內(nèi)徑表的測量上限和測量下限尺寸光面環(huán)規(guī)內(nèi),定位護(hù)橋在此兩位置時(shí),分別作出標(biāo)記。然后將定位護(hù)橋的接觸面與放在測力裝置上的1個(gè)圓筒形輔助臺的端面接觸,并向下加壓。當(dāng)定位護(hù)橋壓縮到測量上限和測量下限所處的位置時(shí),分別讀取讀數(shù)測力裝置示值為校準(zhǔn)結(jié)果。
2、漲簧式測頭或是測量鋼球置于測量裝置和壓桿之間,下降壓桿壓縮漲簧測頭或測量鋼球到工作行程的起點(diǎn),在測量裝置讀數(shù),然后繼續(xù)壓縮工作行程的終點(diǎn),在裝置的示值,即作為校準(zhǔn)結(jié)果。
七、定中心裝置的正確性校準(zhǔn)。對于帶定位護(hù)橋的內(nèi)徑表,壓縮定位護(hù)橋使其不起作用,把內(nèi)徑表放進(jìn)專用環(huán)規(guī)內(nèi),在環(huán)規(guī)的軸向面內(nèi)找最小尺寸(轉(zhuǎn)折點(diǎn)),在環(huán)規(guī)的徑向面內(nèi)找最大尺寸(轉(zhuǎn)折點(diǎn)),當(dāng)兩轉(zhuǎn)折點(diǎn)一起時(shí)確定指示表“讀數(shù)”。然后放松定位護(hù)橋,在放入環(huán)規(guī)的同1個(gè)位置上,在環(huán)規(guī)的軸向面內(nèi)找最小尺寸讀數(shù)。兩次讀數(shù)之差作為校準(zhǔn)結(jié)果。
鋼球式內(nèi)徑表是先將受校內(nèi)徑表鋼球測頭放進(jìn)與專用環(huán)規(guī)尺寸相同的量塊組成的內(nèi)尺寸中,在互相垂直的2個(gè)方向上分別在平行和垂直于兩側(cè)塊的工作面的平面內(nèi)找最小尺寸(轉(zhuǎn)折點(diǎn)),然后“讀數(shù)”。在2個(gè)方向上的示值一致時(shí)放進(jìn)專用環(huán)規(guī)內(nèi),在環(huán)規(guī)的軸向面內(nèi)找最小讀數(shù),經(jīng)修正后兩次讀數(shù)之差為校準(zhǔn)結(jié)果。
八、示值變動性校準(zhǔn)校準(zhǔn)可在工作行程的任意位置進(jìn)行。把內(nèi)徑表放進(jìn)專用環(huán)規(guī)內(nèi),在環(huán)規(guī)的軸向面內(nèi)找最小讀數(shù),記下讀數(shù)。連續(xù)在同一位置重復(fù)進(jìn)行5次,所得五個(gè)讀數(shù)中,最大值與最小值之差即為校準(zhǔn)結(jié)果。
九、示值誤差和相鄰誤差
1、帶定位護(hù)橋的內(nèi)徑百分表用百分表檢定器,將百分表裝在表架上,壓縮百分表測頭一圈,(此時(shí)指針應(yīng)在指在距測桿軸線方向的左上方0.1mm處),用鎖緊裝置把百分表夾緊。將內(nèi)徑百分表安裝在百分表檢定器上,轉(zhuǎn)動測微頭,使活動測頭壓縮到工作行程的起點(diǎn),調(diào)整百分表對零位。然后按間隔轉(zhuǎn)動測微頭,直到工作行程終點(diǎn)。由測量所得的各點(diǎn)誤差中的最大值與最小值之差,最為示值誤差的校準(zhǔn)結(jié)果;用各相鄰誤差中的最大值作為相鄰誤差的校準(zhǔn)結(jié)果。
2、漲簧式和鋼球式內(nèi)徑百分表用百分表檢定器測量。將百分表裝在表架上,壓縮一圈,把內(nèi)徑表安裝在百分表檢定器上。測量是在壓縮測頭的行程方向進(jìn)行的。測頭的工作行程小于0.5mm的,按間隔0.05mm逐點(diǎn)測量;測頭的工作行程≧0.5mm的,按間隔0.1mm逐點(diǎn)測量,直到工作行程終點(diǎn)。
十、經(jīng)校準(zhǔn)的內(nèi)徑表出具校準(zhǔn)證書
內(nèi)徑百分表的使用方法
內(nèi)徑百分表用來測量圓柱孔,它附有成套的可調(diào)測量頭,使用前必須先進(jìn)行組合和校對零位。組合時(shí),將百分表裝入連桿內(nèi),使小指針指在0~1 的位置上,長針和連桿軸線重合,刻度盤上的字應(yīng)垂直向下,以便于測量時(shí)觀察,裝好后應(yīng)予緊固。
粗加工時(shí),最好先用游標(biāo)卡尺或內(nèi)卡鉗測量。因內(nèi)徑百分表同其它精密量具一樣屬貴重儀器,其好壞與精確直接影響到工件的加工精度和其使用壽命。粗加工時(shí)工件加工表面粗糙不平而測量不準(zhǔn)確,也使測頭易磨損。因此,須加以愛護(hù)和保養(yǎng),精加工時(shí)再進(jìn)行測量。
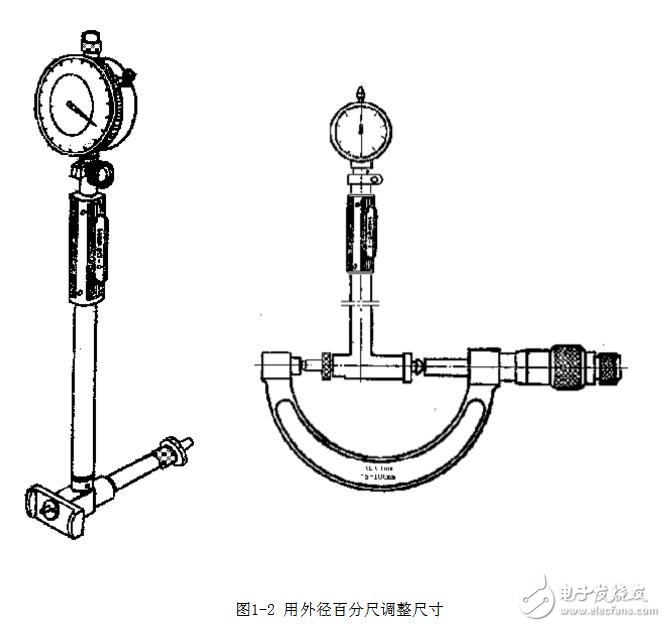
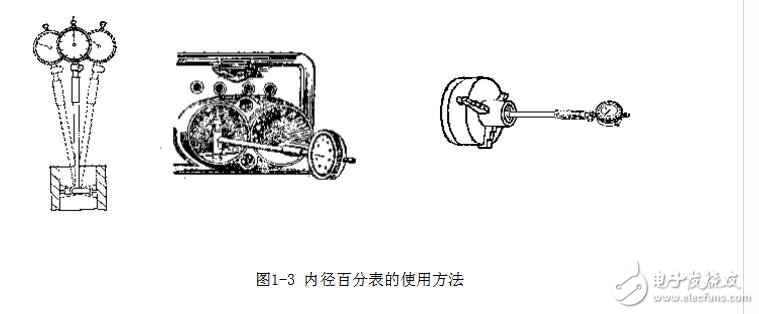
測量前應(yīng)根據(jù)被測孔徑大小用外徑百分尺調(diào)整好尺寸后才能使用,如圖1-2所示。在調(diào)整尺寸時(shí),正確選用可換測頭的長度及其伸出距離,應(yīng)使被測尺寸在活動測頭總移動量的中間位置。測量時(shí),連桿中心線應(yīng)與工件中心線平行,不得歪斜,同時(shí)應(yīng)在圓周上多測幾個(gè)點(diǎn),找出孔徑的實(shí)際尺寸,看是否在公差范圍以內(nèi)。圖1-3所示。
















 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論