 電子發(fā)燒友App
電子發(fā)燒友App


汽車車身鈑金件沖壓線是汽車生產(chǎn)過(guò)程中的重要設(shè)備, 其生產(chǎn)質(zhì)量和效率直接影響到汽車的質(zhì)量和生產(chǎn)效率。沖壓生產(chǎn)自動(dòng)化是提高勞動(dòng)生產(chǎn)率和改善勞動(dòng)條件的有效措施和主要方法。隨著我國(guó)汽車、電器產(chǎn)品質(zhì)量的不斷提高和生產(chǎn)規(guī)模的不斷擴(kuò)大, 我國(guó)金屬?zèng)_壓行業(yè)實(shí)現(xiàn)生產(chǎn)自動(dòng)化勢(shì)在必行。
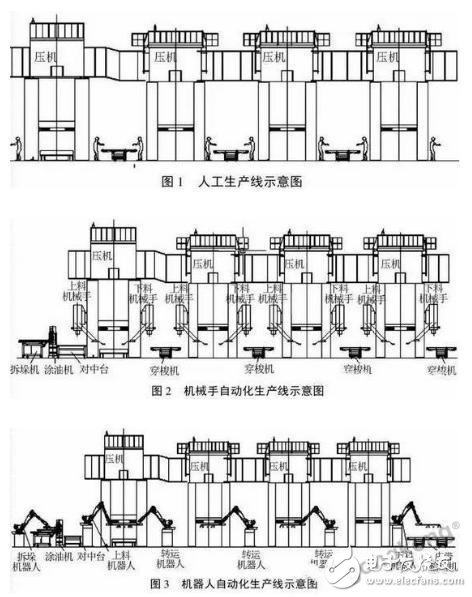
沖壓工藝中的生產(chǎn)方式有傳統(tǒng)的人工生產(chǎn)方式(?如圖 1 所示) 與自動(dòng)化生產(chǎn)方式(?如圖 2 與圖 3 所示) 。從產(chǎn)品質(zhì)量的穩(wěn)定性、人員勞動(dòng)強(qiáng)度、安全生產(chǎn)、生產(chǎn)效率各方面進(jìn)行比較, 自動(dòng)化生產(chǎn)方式有較大優(yōu)勢(shì), 也是沖壓生產(chǎn)方式的發(fā)展趨勢(shì)。沖壓自動(dòng)化生產(chǎn)線又分為機(jī)械手自動(dòng)化生產(chǎn)線、機(jī)器人自動(dòng)化生產(chǎn)線和多工位壓力機(jī)生產(chǎn)線等方式。
1. 各種生產(chǎn)方式的比較
機(jī)械手自動(dòng)化生產(chǎn)線和機(jī)器人自動(dòng)化生產(chǎn)線的區(qū)別主要表現(xiàn)在以下幾個(gè)方面。
安裝方式:?機(jī)器人線在地面安裝, 與壓力機(jī)沒(méi)有機(jī)械上的連接; 機(jī)械手線在壓力機(jī)立柱間安裝鋼梁, 附著在壓力機(jī)上。
使用特點(diǎn):機(jī)器人線通過(guò)端拾器的切換和機(jī)器人動(dòng)作軌跡的調(diào)整, 更加柔性化。
生產(chǎn)節(jié)拍:機(jī)器人線生產(chǎn)節(jié)拍為7 件/ min~10 件/ min, 機(jī)械手線為8件/ min~12 件/ min。
投資成本:機(jī)器人線投資低, 機(jī)械手線投資高。因?yàn)樯a(chǎn)節(jié)拍是一個(gè)綜合指標(biāo), 它不僅取決于某一設(shè)備, 而且取決于自動(dòng)化設(shè)備、壓力機(jī)、模具 3 者的協(xié)調(diào)匹配關(guān)系, 如達(dá)到10 件/ min以上, 對(duì)壓力機(jī)和模具的要求就相應(yīng)提高, 意味著投資增加。綜合考慮, 使用機(jī)器人自動(dòng)化線更加經(jīng)濟(jì)、適用。
機(jī)械手自動(dòng)化線適于大間距的壓力機(jī)生產(chǎn)線, 同時(shí)適用于已有生產(chǎn)線的自動(dòng)化改造。通過(guò)更換端拾器, 機(jī)器人自動(dòng)化生產(chǎn)線可適合多車型的生產(chǎn), 柔性更高。
2. 機(jī)器人沖壓自動(dòng)化生產(chǎn)線設(shè)計(jì)
機(jī)器人自動(dòng)化沖壓生產(chǎn)線運(yùn)行循環(huán)方式為: 垛料拆垛(?機(jī)器人拆垛) - 板料傳輸- 板料涂油- 板料對(duì)中- 上料機(jī)器人送料- (?首臺(tái)壓機(jī)沖壓) - 下料機(jī)器人取料、送料- (?壓機(jī)沖壓) - (?根據(jù)工序數(shù)量循環(huán)) - 下料機(jī)器人取料、送料- (?末端壓機(jī)沖壓) - 線尾機(jī)器人取料、放料- 皮帶機(jī)輸送- 人工碼垛。本文以長(zhǎng)城汽車的機(jī)器人沖壓自動(dòng)化生產(chǎn)線為例對(duì)其整體布局、電器控制等進(jìn)行具體設(shè)計(jì)。
2.1 系統(tǒng)組成
本系統(tǒng)包括拆垛系統(tǒng)、涂油機(jī)、對(duì)中臺(tái)、壓力機(jī)兼上下料系統(tǒng)、線尾輸送系系統(tǒng)。
拆垛系統(tǒng)采用可循環(huán)式雙垛料臺(tái), 導(dǎo)軌布置平行于壓力機(jī), 沖壓板料用行車或叉車放置在非工作垛料臺(tái)上, 然后通過(guò)有效信號(hào)確認(rèn)上料完畢, 系統(tǒng)將在一臺(tái)拆垛完成后自動(dòng)轉(zhuǎn)換垛料臺(tái), 保證連續(xù)生產(chǎn); 在垛料車上配備磁力分張器, 通過(guò)磁力將垛料自動(dòng)拆垛成單張。在拆垛機(jī)器人上有雙料檢測(cè)以及雙料處理裝置以保證每次為單張送料。拆垛機(jī)器人將板料放置在長(zhǎng)度可調(diào)的磁性傳送帶上, 板料送至涂油機(jī), 板料是否涂油及涂油位置可通過(guò)編程自行設(shè)定, 板料涂油后, 傳送到對(duì)中臺(tái)。對(duì)中臺(tái)采用機(jī)械對(duì)中臺(tái), 可方便地進(jìn)行移動(dòng)和固定, 同時(shí)使用重力對(duì)中或視覺(jué)對(duì)中系統(tǒng), 保證板料的重復(fù)定位快捷、準(zhǔn)確與牢固; 上料機(jī)器人根據(jù)每個(gè)零件的對(duì)中位置, 改變運(yùn)行軌跡, 將板料準(zhǔn)確地搬運(yùn)到壓力機(jī)內(nèi); 對(duì)不同的沖壓制件進(jìn)行機(jī)器人的模擬示教,離線編程, 以適應(yīng)多種制件的共線生產(chǎn); 線尾輸送采用皮帶機(jī), 在生產(chǎn)線的末端放置皮帶機(jī), 保證最后一臺(tái)壓力機(jī)的機(jī)器人直接將零件放置到皮帶機(jī)上, 達(dá)到出件效果。通過(guò)軟件使機(jī)器人跟蹤壓機(jī)的運(yùn)動(dòng), 實(shí)現(xiàn)壓機(jī)與機(jī)器人同步功能, 可以最大化上下料與壓機(jī)運(yùn)動(dòng)之間的重合度, 達(dá)到平穩(wěn)切換其速度來(lái)縮短生產(chǎn)節(jié)拍及減少機(jī)械負(fù)荷的目的。通過(guò)增加外部軸, 做為機(jī)器人的第七軸進(jìn)行伺服控制, 使壓力機(jī)間的間距布置更加自由; 同時(shí), 機(jī)器人的傳送范圍和搬運(yùn)速度得到提升, 生產(chǎn)節(jié)拍更快。
2. 2 控制系統(tǒng)
2. 2. 1 總體控制方案
本系統(tǒng)包括拆垛機(jī)、涂油機(jī)、對(duì)中臺(tái)、上下料系統(tǒng)、線尾輸送系統(tǒng), 各分系統(tǒng)間的電氣控制按照集中監(jiān)控、分散控制的原則。在各控制部分控制系統(tǒng)中, 采用設(shè)備層和控制層的典型控制模式, 每個(gè)層次中使用不同的網(wǎng)絡(luò)結(jié)構(gòu)及軟硬件配置,以實(shí)現(xiàn)各自不同的功能。
2. 2. 2 控制層
各部分控制系統(tǒng)采用具有現(xiàn)場(chǎng)總線形式的?PLC控制方式, 具有單獨(dú)控制及連線自動(dòng)控制的功能。為保證系統(tǒng)穩(wěn)定可靠地運(yùn)行, 可采用西門子 S7- 416-2DP 的PLC, 現(xiàn)場(chǎng)總線采用西門子Profibus 總線及工業(yè)以太網(wǎng)控制系統(tǒng)。每個(gè)控制部分的 PLC 之間及各PLC 與上位機(jī)之間的數(shù)據(jù)交換采用工業(yè)以太網(wǎng)方式,供 監(jiān) 控系統(tǒng)聯(lián)網(wǎng) 使用。壓力機(jī)控 制系統(tǒng)需配 備Ethernet card 與機(jī)器人控制系統(tǒng)接口, 控制系統(tǒng)與機(jī)器人系統(tǒng)間通過(guò) Profibus- DP 現(xiàn)場(chǎng)總線形式實(shí)現(xiàn)信息交換和連鎖對(duì)接。
2. 2. 3 設(shè)備層
設(shè)備層在整個(gè)控制系統(tǒng)中處于最底層, 是整個(gè)控制系統(tǒng)的關(guān)鍵環(huán)節(jié), 主要包括現(xiàn)場(chǎng)操作站、現(xiàn)場(chǎng)設(shè)備檢測(cè)單元(?如接近開(kāi)關(guān)、光電開(kāi)關(guān)) 、現(xiàn)場(chǎng)其他輸入設(shè)備、現(xiàn)場(chǎng)執(zhí)行機(jī)構(gòu)(?如電動(dòng)機(jī)、電磁閥) 等, 直接或通過(guò)現(xiàn)場(chǎng)總線與控制層中的 PLC 相聯(lián)系, 將輸入信號(hào)發(fā)送給 PLC, 并將 PLC 輸出指令發(fā)送到現(xiàn)場(chǎng)設(shè)備。各種傳感器和閥的接線盒通過(guò)現(xiàn)場(chǎng)總線(?Profibus- DP) 和相應(yīng)控制單元通訊。
2. 2. 4 人機(jī)界面 HMI
本系統(tǒng) HMI 采用 SIEMENS 的觸摸屏, 在每個(gè)控制單元均配置一個(gè)觸摸屏, 采用 Profibus 總線通訊。單元觸摸屏具有指示燈及操作按鈕(?或旋鈕) , 可顯示錯(cuò)誤報(bào)警及自診斷等信息, 本單元相關(guān)的 I/ O 信號(hào)在HMI 上顯示, 并以不同顏色區(qū)分。一旦有故障節(jié)點(diǎn), 系統(tǒng)將持續(xù)報(bào)警, HMI 上將在當(dāng)前畫(huà)面顯示故障點(diǎn), 以便工作人員查找。
2. 3 安全系統(tǒng)
安全是自動(dòng)化生產(chǎn)線的最大特點(diǎn), 本系統(tǒng)采用基于德國(guó) PILZ 安全 PLC 的 SafetyBus 保護(hù)系統(tǒng), 并配置了完善的安全裝置, 實(shí)時(shí)控制顯示安全區(qū)域狀況, 及時(shí)發(fā)出聲光報(bào)警信號(hào)或停機(jī), 與主PLC 系統(tǒng)通訊采用Profibus- DP 總線。聲光報(bào)警單元作為整線安全系統(tǒng)的輔助工具, 能夠在設(shè)備啟停、設(shè)備故障、上下料故障以及安全系統(tǒng)中各安全監(jiān)控點(diǎn)報(bào)警等異常狀況發(fā)生時(shí)及時(shí)通知操作人員處理。在拆垛系統(tǒng)前設(shè)有一升降門, 該門為卷簾門。升降門的開(kāi)閉與兩個(gè)垛料臺(tái)的轉(zhuǎn)換互鎖, 當(dāng)一個(gè)垛料臺(tái)無(wú)料時(shí), 另一個(gè)垛料臺(tái)進(jìn)入前, 升降門打開(kāi), 垛料臺(tái)開(kāi)進(jìn); 當(dāng)前一個(gè)垛料臺(tái)開(kāi)出后, 升降門落下。升降門是電動(dòng)升降, 并且由操作員從相應(yīng)的操作臺(tái)控制, 在關(guān)閉時(shí)它們檢測(cè) 2 個(gè)行程開(kāi)關(guān), 打開(kāi)時(shí)用一個(gè)傳感器檢測(cè)。在保證工作單元安全的情況下, 一個(gè)光幕單元(?發(fā)射器/ 接收器) 允許相關(guān)的垛料臺(tái)車的進(jìn)出, 也就是說(shuō)沖壓線自動(dòng)運(yùn)行。如果相關(guān)的垛料臺(tái)車不是處于過(guò)渡階段, 而是人或者異物阻擋光幕, 這個(gè)光幕單元的斷開(kāi)將導(dǎo)致整個(gè)沖壓線機(jī)器人動(dòng)力的切斷(?除了處于編程模式的機(jī)器人) , 并且拆垛單元的控制回路電源斷開(kāi)。整個(gè)控制系統(tǒng)的所有緊急停止信號(hào)以及壓機(jī)和機(jī)器人之間的安全連鎖信號(hào)都連入安全 PLC 系統(tǒng), 通過(guò)PLC 程序進(jìn)行互鎖控制。
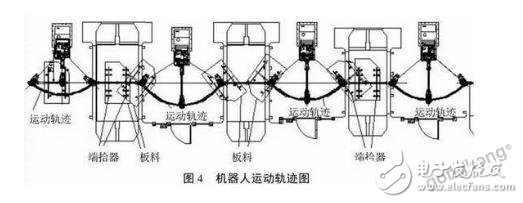
2. 4 仿真模擬
在虛擬環(huán)境中仿真沖壓線的運(yùn)行情況, 避免到生產(chǎn)現(xiàn)場(chǎng)才發(fā)現(xiàn)諸如干涉、節(jié)拍不合理等錯(cuò)誤; 通過(guò)機(jī)器人離線編程, 對(duì)機(jī)器人的運(yùn)動(dòng)軌跡和路線進(jìn)行模擬,以縮短現(xiàn)場(chǎng)的調(diào)試周期。機(jī)器人運(yùn)行軌跡如圖 4 所示。
3.結(jié)語(yǔ)
機(jī)器人沖壓加工自動(dòng)化的應(yīng)用, 既改善了勞動(dòng)條件, 減輕了工人勞動(dòng)強(qiáng)度, 又可確保生產(chǎn)安全, 提高勞動(dòng)生產(chǎn)率和產(chǎn)品質(zhì)量, 還能降低能源及原材料消耗,節(jié)省輔助加工時(shí)間, 降低產(chǎn)品成本。隨著生產(chǎn)線的制作、調(diào)試周期逐步縮短, 機(jī)器人自動(dòng)化生產(chǎn)線越來(lái)越為汽車主機(jī)廠所接受, 成為沖壓自動(dòng)化生產(chǎn)線的主流。











 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論