 電子發燒友App
電子發燒友App


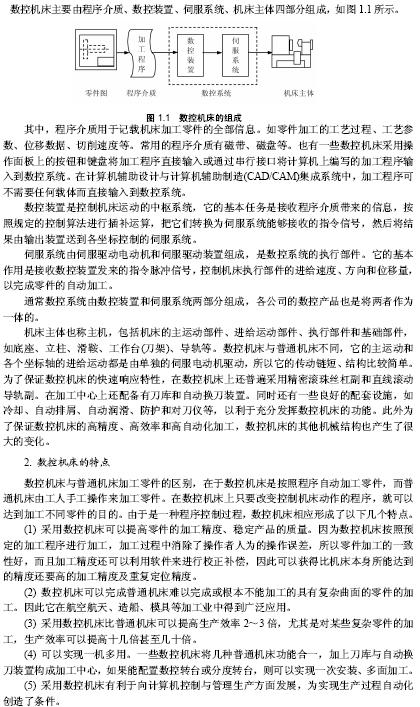
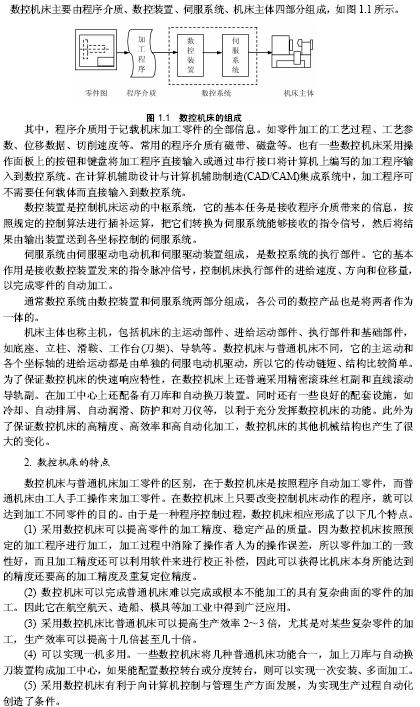
數控機床的有關功能規定
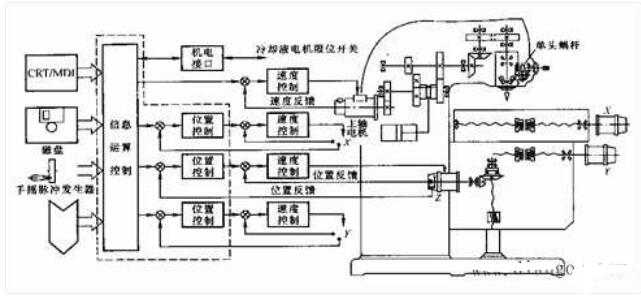
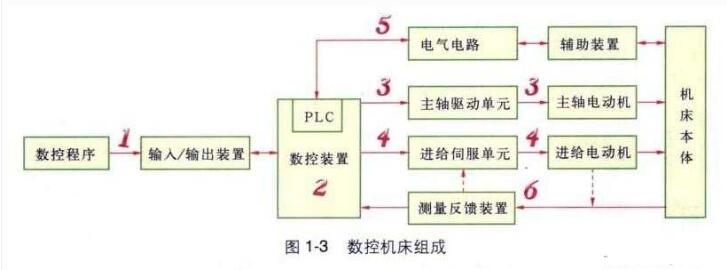
前已敘述,數控機床的核心是數控裝置,這實際上是一臺控制計算機,它是執行運算功能、指揮數控機床進行自動加工的主要組成部分。這些年來,隨著技術的發展,數控系統的功能不斷擴大,人們使用起來日益方便。因此,學習數控系統的功能,弄清它的概念,是數控入門的重要一環。限于篇幅,這里只能把一些常用的基本功能作以介紹。
數控機床程序編制的有關規定
眾所周知,使用數控機床的目的是要有效地高質量地加工出合格的零件來,所謂合格的零件必須是符合圖紙要求的產品。而機床怎么會知道圖紙的要求呢?這必須由人來告訴它。人又是以何種方式、以什么規則和約定告訴給機床的呢?這就必須制定出數控機床程序編制的規則來。換言之,我們必須把零件的圖紙尺寸、工藝路線、切削參數等內容,用數控機床能夠接受的數字及文字代碼來表示,再根據代碼的規定形式制成輸入介質(如穿孔帶、磁帶、卡片等),然后將輸入介質所記載的信息輸入到數控裝置中去,從而才能自動控制機床進行加工。
這種從零件圖到制成輸入介質的過程叫做數控機床的程序編制。數控機床的程序編制分為手工編程和自動編程兩種。手工編程的一般步驟包括工藝處理、運動軌跡的坐標計算、填寫程序單、制備輸入介質和程序校核等。自動編程過程也是按上述步驟進行的,只不過其中的大部分工作是由計算機或自動編程器來完成的。根據輸入方式的不同,自動編程分為語言輸入、圖形輸入和語音輸入三種方式。自動編程語言常見的有APT,SKC—1,ZCX—1等。為了使機床能夠接收所編制的程序,必須有相應的規定。下面分別敘述這些概念。
1、穿孔帶和代碼
數控機床的信息讀入方式有兩種:一是手動輸入方式;二是自動輸入方式。因此作為數控機床信息載體的控制介質也有兩類:一類是自動輸入時的穿孔帶、穿孔卡片、磁帶、磁盤等;另一類是控制臺手動輸入時的鍵盤、波段開關、手動數據輸入(MDI)等等。穿孔帶由于有機械的固定代碼孔,不易受環境(如磁場)的影響,便于長期保存和重復使用,且程序的存儲量大,故至今仍是許多數控機床主要的常用的信息輸入方式。
2、程序段格式
在編制數控機床程序時,首先要根據機床的脈沖當量確定坐標值,然后根據其程序段格式編制數控程序。所謂程序段,就是指為了完成某一動作要求所需的功能“字”的組合。“字”是表示某一功能的一組代碼符號,如X2500為一個字,表示X向尺寸為2500;F20為一個字,表示進給速度為20。程序段格式是指一個程序段中各字的排列順序及其表達形式。常用的程序段格式有三種,即固定順序程序段格式、帶有分隔符的固定順序程序段格式和字地址程序段格式。由于程序段是由功能“字”組成的,因此,以下先介紹常用功能字,然后再介紹程序段格式。
1) 常用功能字
一個程序段中,除了由地址符N為首的三位數組成的序號字(N×××)外,常用的功能字有:準備功能字G;坐標功能字X,Y,Z;輔助功能字M;進給功能字F;主軸轉速功能字S和刀具功能字T等。
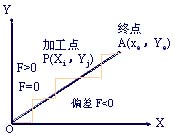
(1) 準備功能字。 準備功能字以地址符G為首,后跟二位數字(G00-G99)。 ISO1056 標準對準備功能G的規定見表1—3。我國的標準為JB3208—83,其規定ISO1056—1975(E)等效。 這些準備功能包括:坐標移動或定位方法的指定;插補方式的指定;平面的選擇;螺紋、攻絲、固定循環等加工的指定;對主軸或進給速度的說明;刀具補償或刀具偏置的指定等。 當設計一個機床數控系統時,要在標準規定的G功能中選擇一部分與本系統相適應的準備功能,作為硬件設計及程序編制的依據。標準中那些“不指定”的準備功能,必要時可用來規定為本系統特殊的準備功能。
表 1 — 3 ISO 標準對準備功能 G 的規定
|
代 碼 |
功 能 |
說 明 |
代 碼 |
功 能 |
說 明 |
|
G00 |
點定位 |
G57 |
XY 平面直線位移 |
||
|
G01 |
直線插補 |
G58 |
XZ 平面直線位移 |
||
|
G02 |
順時針圓弧插補 |
G59 |
YZ 平面直線位移 |
||
|
G03 |
逆時針圓弧插補 |
G60 |
準確定位(精) |
按規定公差定位 | |
|
G04 |
暫停 |
執行本段程序前暫停一段時間 |
G61 |
準確定位(中) |
按規定公差定位 |
|
G05 |
不指定 |
G62 |
準確定位(粗) |
按規定之較大公差定位 | |
|
G06 |
拋物線插補 |
G63 |
攻絲 |
||
|
G07 |
不指定 |
G64-G67 |
不指定 |
||
|
G08 |
自動加速 |
G68 |
內角刀具偏置 |
||
|
G09 |
自動減速 |
G69 |
外角刀具偏置 |
||
|
G10-G16 |
不指定 |
G70-G79 |
不指定 |
||
|
G17 |
選擇 XY 平面 |
G80 |
取消固定循環 |
取消 G81- G89 的固定循環 | |
|
G18 |
選擇 ZX 平面 |
G81 |
鉆孔循環 |
||
|
G19 |
選擇 YZ 平面 |
G82 |
鉆或擴孔循環 |
||
|
G20-G32 |
不指定 |
G83 |
鉆深孔循環 |
||
|
G33 |
切削等螺距旋紋 |
G84 |
攻絲循環 |
||
|
G34 |
切削增螺距旋紋 |
G85 |
鏜孔循環 1 |
||
|
G35 |
切削減螺距旋紋 |
G86 |
鏜孔循環 2 |
||
|
G36-G39 |
不指定 |
G87 |
鏜孔循環 3 |
||
|
G40 |
取消刀具補償 |
G88 |
鏜孔循環 4 |
||
|
G41 |
刀具補償 - 左側 |
按運動方向看, 刀具在工件左側 |
G89 |
鏜孔循環 5 |
|
|
G42 |
刀具補償 - 右側 |
按運動方向看, 刀具在工件右側 |
G90 |
絕對值輸入方式 |
|
|
G43 |
正補償 |
刀補值加給給定坐標值 |
G91 |
增量值輸入方式 |
|
|
G44 |
負補償 |
刀補值從給定坐標值減 |
G92 |
預制寄存 |
修改尺寸字 不產生運動 |
|
G45 |
用于刀具補償 |
G93 |
按時間倒數給定進給速度 |
||
|
G46-G52 |
用于刀具補償 |
G94 |
? 進給速度 ??? (mm/min) |
||
|
G53 |
直線位移功能取消 |
G95 |
進給速度 (mm/r(主軸)) |
||
|
G54 |
X 軸直線位移 |
G96 |
主軸恒線速度 ( m/min ) |
||
|
G55 |
Y 軸直線位移 |
G97 |
主軸轉速 ( r/min ) |
取消 G96 的指定 | |
|
G56 |
Z 軸直線位移 |
G98-G99 |
不指定 |
(2) 坐標功能字。坐標功能字(又稱為尺寸字)用來設定機床各坐標之位移量。它一般使用 X,Y,Z ,U ,V ,W ,P ,Q ,R ,A ,B ,C ,D ,E 等地址符為首,在地址符后緊跟著“+”(正)或“—”(負)及一串數字, 該數字一般以系統脈沖當量為單位,不使用小數點。一個程序段中有多個尺寸字時,一般按上述地址符順序排列。
(3) 進給功能字。進給功能字用來指定刀具相對工件運動的速度。其單位一般為 mm/min。當進給速度與主軸轉速有關時,如車螺紋、攻絲等,使用的單位為mm/r。進給功能字以地址符“ F”為首,其后跟一串數字代碼。具體有以下幾種指定方法 :
① 三位數代碼法:F后跟三位數字,第一位為進給速度的整數位加上“3”,后二位是進給速度的前二位有效數字。如 1728mm/min的進給速度用F717指定;15.25mm/min的進給速度用F515指定;0.1537mm/min 的進給速度用 F315 指定等。
② 二位數代碼法:對于F后跟的二位數字代碼,規定了與00-99相對應的速度表,除00與99外,數字代碼由01向98遞增時,速度是按等比關系上升的。比例系數為10的20次方根( ≈1.12),即相鄰的后一速度比前一速度增加約12%。如 F20為10mm/min,F21為11.2 mm/min,F54為50 mm/min,F55為560mm/min等。 F00-F99的進給速度對照關系見表1—4。
表 1 — 4 二位數碼法進給速度對照表 mm/min
|
代 碼 |
速 度 |
代 碼 |
速 度 |
代 碼 |
速 度 |
代 碼 |
速 度 |
代 碼 |
速 度 |
|
00 |
停 |
20 |
10.0 |
40 |
100 |
60 |
1000 |
80 |
10000 |
|
01 |
1.12 |
21 |
11.2 |
41 |
112 |
61 |
1120 |
81 |
11200 |
|
02 |
1.25 |
22 |
12.5 |
42 |
125 |
62 |
1250 |
82 |
12500 |
|
03 |
1.40 |
23 |
14.0 |
43 |
140 |
63 |
1400 |
83 |
14000 |
|
04 |
1.60 |
24 |
16.0 |
44 |
160 |
64 |
1600 |
84 |
16000 |
|
05 |
1.80 |
25 |
18.0 |
45 |
180 |
65 |
1800 |
85 |
18000 |
|
06 |
2.00 |
26 |
20.0 |
46 |
200 |
66 |
2000 |
86 |
20000 |
|
07 |
2.24 |
27 |
22.4 |
47 |
224 |
67 |
2240 |
87 |
22400 |
|
08 |
2.50 |
28 |
25.0 |
48 |
250 |
68 |
2500 |
88 |
25000 |
|
09 |
2.80 |
29 |
28.0 |
49 |
280 |
69 |
2800 |
89 |
28000 |
|
10 |
3.15 |
30 |
31.5 |
50 |
315 |
70 |
3150 |
90 |
31500 |
|
11 |
3.55 |
31 |
35.5 |
51 |
355 |
71 |
3550 |
91 |
35500 |
|
12 |
4.00 |
32 |
40.0 |
52 |
400 |
72 |
4000 |
92 |
40000 |
|
13 |
4.50 |
33 |
45.0 |
53 |
450 |
73 |
4500 |
93 |
45000 |
|
14 |
5.00 |
34 |
50.0 |
54 |
500 |
74 |
4500 |
94 |
50000 |
|
15 |
5.60 |
35 |
56.0 |
55 |
560 |
75 |
5600 |
95 |
56000 |
|
16 |
6.30 |
36 |
63.0 |
56 |
630 |
76 |
6300 |
96 |
63000 |
|
17 |
7.10 |
37 |
71.0 |
57 |
710 |
77 |
7100 |
97 |
71000 |
|
18 |
8.00 |
38 |
80.0 |
58 |
800 |
78 |
8000 |
98 |
80000 |
|
19 |
9.00 |
39 |
90.0 |
59 |
900 |
79 |
9000 |
99 |
高速 |
? ③ 一位數代碼法:對于速度擋較少的數控機床可用F后跟一位數字,即0-9來對應10種預定的速度。
??? ④ 直接指定法:像尺寸字中的坐標位移量一樣,在 F 后面按照預定的單位直接寫上要求的進給速度。
?? (4) 主軸速度功能字。主軸速度功能字用來指定主軸速度,單位為r/min,它以地址符S為首,后跟一串數字。它與F為首的進給功能字一樣可采用三位、二位、一位數字代碼法或直接指定法。數字的意義、分擋辦法及對照表與進給功能字通用。只是單位改為r/min。
?? (5) 刀具功能字。當系統具有換刀功能時,刀具功能字用以選擇替換的刀具。刀具功能字以地址符T為首,其后一般跟二位數字,代表刀具的編號。
?? (6) 輔助功能字。輔助功能字以地址符M為首,其后跟二位數字(M00-M99)。ISO1056標準對輔助功能M的規定見表1—5。此表等效于我國標準JB3208—83中關于M功能的規定。這些輔助功能包括:指定主軸的轉向與啟停;指定系統冷卻液的開與停;指定機械的夾緊與松開;指定工作臺等的固定直線與角位移;說明程序停止或紙帶結束等。標準中一些不指定的輔助功能可選作特殊用途。當設計一個機床數控系統時,要在標準規定的M代碼中選擇一部分本系統所需要的輔助功能代碼,作為有關部分線路設計及將來程序編制的依據。
表1—5 ISO 標準對輔助功能 M 的規定
|
代 碼 |
功 能 |
說 明 |
代 碼 |
功 能 |
說 明 |
|
M00 |
程序停止 |
主軸、冷卻液停 |
M32-M35 |
不指定 |
|
|
M01 |
計劃的停止 |
需按鈕操作確認才換行 |
M36 |
進給速度范圍 1 |
不停車齒輪變速范圍 |
|
M02 |
程序結束 |
主軸、冷卻液停,機床復位 |
M37 |
進給速度范圍 2 |
|
|
M03 |
主軸順時針方向轉 |
右旋螺紋進入工件方向 |
M38 |
主軸速度范圍 1 |
不停車齒輪變轉速范圍 |
|
M04 |
主軸逆時針方向轉 |
右旋螺紋離開工件方向 |
M39 |
主軸速度范圍 2 |
|
|
M05 |
主軸停止 |
冷卻液關閉 |
M40-M45 |
不指定 |
可用于齒輪換擋 |
|
M06 |
換刀 |
手動或自動換刀,不包括選刀 |
M46-M47 |
不指定 |
|
|
M07 |
2 號冷卻液開 |
M48 |
取消 M49 |
||
|
M08 |
1 號冷卻液開 |
M49 |
手動速度修正失效 |
回至程序規定的轉速或進給率 | |
|
M09 |
冷卻液停止 |
M50 |
3 號冷卻液開 |
||
|
M10 |
夾緊 |
工作臺、工件、夾具、主軸等 |
M51 |
4 號冷卻液開 |
|
|
M11 |
松開 |
M52-M54 |
不指定 |
||
|
M12 |
不指定 |
M55 |
刀具直線位移到預定位置 1 |
||
|
M13 |
主軸順時針轉,冷卻液開 |
M56 |
刀具直線位移到預定位置 2 |
||
|
M14 |
主軸逆時針轉,冷卻液開 |
M57-M59 |
不指定 |
||
|
M15 |
正向快速移動 |
M60 |
換工件 |
||
|
M16 |
反向快速移動 |
M61 |
工件直線唯一到預定位置 1 |
||
|
M17-M18 |
不指定 |
M62 |
刀具直線位移到預定位置 2 |
||
|
M19 |
主軸準停 |
主軸緩轉至預定角度停止 |
M63-70 |
不指定 |
|
|
M20-M29 |
不指定 |
M71 |
工件轉動到預定角度 1 |
||
|
M30 |
紙帶結束 |
完成主軸冷卻液停止、機床復位、紙帶回卷等動作 |
M72 |
工件轉動到預定角度 2 |
|
|
M31 |
互鎖機構暫時失效 |
M73-M99 |
不指定 |
2) 程序段格式
不同的數控機床根據功能的多少、數控裝置的復雜程度、編程是否簡便直觀等不同要求而規定了不同的程序段格式。如果輸入程序的格式不符合規定,數控裝置就會報警出錯。常見的程序段格式有固定順序式、帶分隔符TAB的固定順序式和字地址格式三種。
早期由于數控裝置簡單,規定了一種稱之為固定順序的程序段格式,例如:

以這種格式編制的程序,各字均無地址碼,字的順序即為地址的順序,各字的順序及字符行數是固定的(不管某一字的需要與否),即使與上一段相比某些字沒有改變,也要重寫而不能略去。一個字的有效位數較少時,要在前面用“0”補足規定的位數。所以各程序段所占穿孔帶的長度為一定。這種格式的控制系統簡單,但編程不直觀,穿孔帶較長,應用較少。
后來又產生了一種具有分隔符號TAB的固定順序段格式。其基本形式與上述格式相同,只是各字間用分隔符號隔開,以表示地址的順序。如上例可寫成:

由于有分隔符號,不需要的字或與上程序段相同的字可以省略,但必須保留相應的分隔符號( 即各程序段的分隔符號數目相等) 。此種格式比前一種格式好,常用于功能不多的數控裝置,如線切割機床和某些數控銑床等。我國數控線切割機床采用的“ 3B ”或“ 4B ”格式指令就是典型的帶分隔符號的固定順序格式。其 3B 格式的一般表示為: B X B Y B J G Z 其具體意義如下:
X B B Y J G Z x 坐標值 分隔符號 y 坐標值 分隔符號 計數長度 計數方向 加工指令
目前使用最多的則是字地址程序段格式(也稱為使用地址符的可變程序段格式)。以這種格式表示的程序段,每一個字之前都標有地址碼用以識別地址,即如前述的由字母和數據組成的各種功能字,因此對不需要的字或與上一程序段相同的字都可省略。一個程序段內的各字也可以不按順序(但為了編程方便,常按一定的順序)排列。采用這種格式雖然增加了地址讀入電路,但編程直觀靈活,便于檢查,可縮短穿孔帶,廣泛用于車、銑等數控機床。
對于字地址格式的程序段常常可以用一般形式來表示。如:
??????????????? N134 G01X — 32000Y + 47000F1020S1250 T16 M06?????? (1—1)
若將式(1—1)寫成一般形式,則為:
?????????????????????? N3G2X ± 23Y ± 23F4S4T2M2?????? (1—2 )式中













 工商網監
工商網監
評論