 電子發燒友App
電子發燒友App


臺達機電產品在高頻熔樣設備上的應用
摘 要:在簡要介紹高頻熔融法制樣(fusion)目的意義以及原理的基礎上,重點討論臺達PLC在該項目的溫度模糊控制和高頻感應加熱設備抗干擾設計技術。給出基于PLC平臺的自動化系統集成技術優勢的比較分析。
關鍵詞:熔融法制樣 臺達PLC 溫度模糊控制 抗干擾設計
1 引言
1.1 什么是熔融法制樣
X熒光光譜儀是礦物成份分析化學領域重要的分析研究工具。 X熒光光譜儀根據制得的物質樣片來實現熒光光譜成份分析。因此樣片制備成為分析的基礎。熔融法制樣(fusion)是用來描述將分析物溶解在融化的助溶劑中以便形成更容易分析的化合物的通用技術名詞。
由于大多數熔融過程所產生的化合物都可以在選定的某一種溶劑中溶解。因此熔樣設備成為熔融法制樣片設備中最佳選擇,是世界上最快的熔融法制樣設備,能達到X熒光光譜儀分析的被測礦樣片無氣泡,樣品平整、光潔、一致性、重現性好的要求。
高頻感應電加熱熔樣設備的具有有環保、節能、安全、工件表面光滑、無氧化層等多方面優勢。與過去的真空管高頻設備相比電源效率高,降低生產成本,節能、節水40-50%,與可控硅中頻爐相比節能10-30%。
1.2高頻熔樣設備應用范圍
(1)礦業:礦石、精礦、粉塵、金屬氧化膜、爐 渣等。
(2)窯業:水泥、石灰石、白云石、玻璃、石英、粘土、耐火材料等。
(3)鋼鐵工業:鐵礦石、煤、轉爐、高爐、電爐渣等。
(4)有色工業:氧化鋁、鋁土礦、銅礦等。
(5)化學工業:催化劑、聚合物等。
(6)地質土壤:巖石、土壤。
2 系統設計
2.1 方案分析
原來的系統采用單片機實現自動控制,由于單片機控制系統的調試特別是修改程序困難,使得設備運行故障率高維護便。隨著自動化技術的飛速發展,可編程序控制器與人機界面等現代自動化技術已非常成熟,新型自動化技術具有編程靈活,調試方便,抗干擾能力強,后期服務產業化等特點,用可編程序控制器取代原來的單片機控制已大勢所趨。因此提出自動化系統集成解決方案對熔融法制樣設備的自動化進行升級換代,用更可靠的系統來代替原有的系統,以提高產品的靈活性、穩定性和可靠性,降低產品的維護成本。
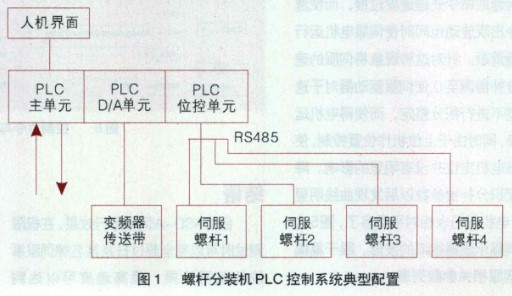
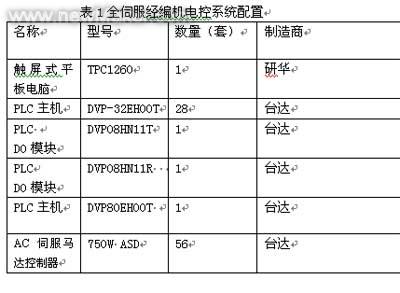
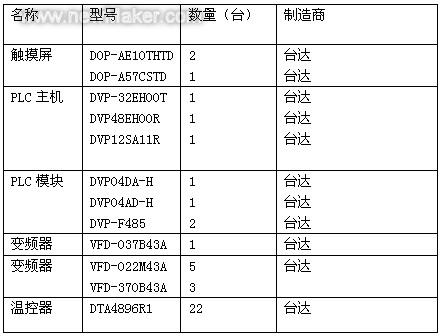
2.2 系統配置
由于考慮到產品的高性價比和對溫度進行模糊控制的功能需要,高頻熔樣設備電器控制全部選用臺達的機電產品,配置如下:
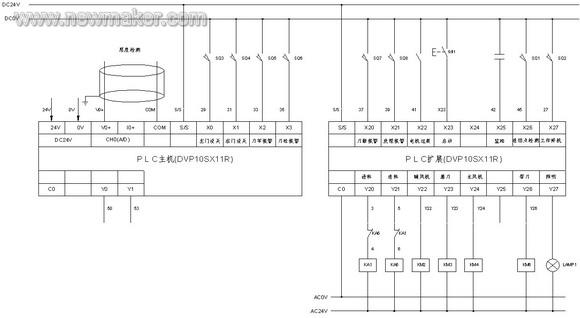
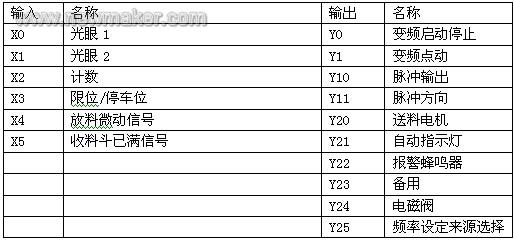
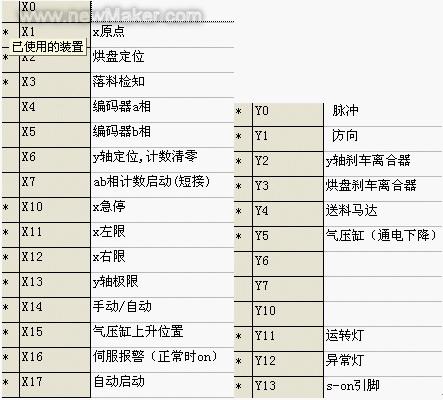
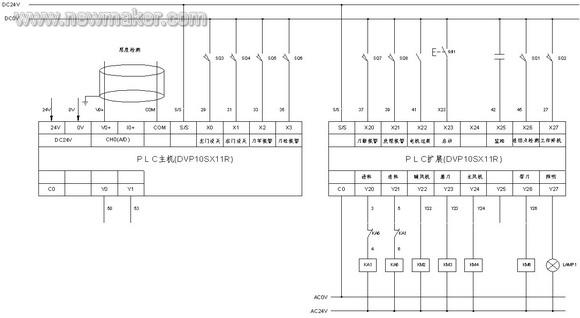
(1)PLC:DVP32EH00R。32點(16點輸入+16點輸出)PLC主機,16KSteps的程序內存,具有定位脈沖輸出、數據運算、萬年歷、PID控制、PTC溫度模糊控制等功能。
(2) PLC擴展單元:DVP06XA-H。4點輸入+2點模擬量輸出擴展模塊。
(3) 觸摸屏人機界面DOP-A57CSTD(5.7寸256色LCD顯示)。
2.3 工作原理及功能實現
高頻熔樣設備的工作原理:感應加熱是由感應加熱設備輸出高頻電流,通過感應圈產生交變磁場,它能貫穿放在感應圈中的工件而形成渦流,并使工件迅速加熱。感應加熱系統由高頻電源(高頻發生器)、導線、變壓器、感應器組成。其工作步驟是:
(1)由高頻電源把普通電源( 220v/50hz)變成高壓高頻低電流輸出。
(2)通過變壓器把高壓、高頻低電流變成低壓高頻大電流。
(3)感應器通過低壓高頻大電流后在感應器周圍形成較強的高頻磁場。一般電流越
大.磁場強度越高。
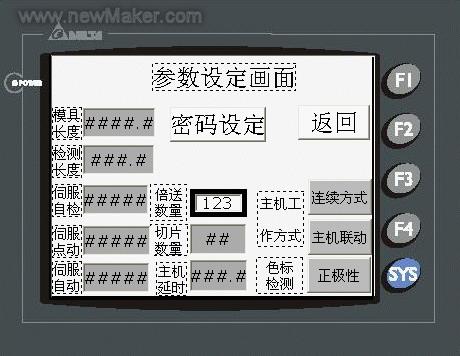
礦物的加熱溫度由觸摸屏上進行設定,礦物的實際溫度由紅外線檢測儀進行非接觸式檢測,經過可編程序控制器內的溫度模糊控制運算,輸出信號給感應加熱系統,達到溫度穩定控制。設備外形結構如圖1所示。
圖1 外形結構
2.4 臺達PLC的溫度模糊控制
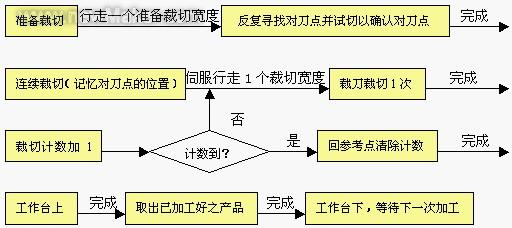
本智能高頻制樣設備,自動化程度高,能自動完成整個熔化、成型過程:加熱熔化→熔樣設備采用觸摸屏和可編程控制器控制系統,PID調節控溫,可存儲10多種制樣擺動→成型→完成工藝,用戶完成設定后,只需輕輕一按即可完成全過程。在熔化室內設計有抽風系統,能將熔化過程中產生的有害氣體自動吸走,以保護工作者的身體健康;成型帶風冷系統,加快熔化物冷卻成型 。控制框圖如圖2所示。

圖2 控制框圖
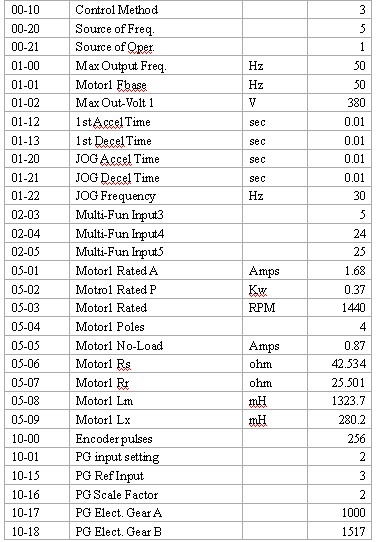
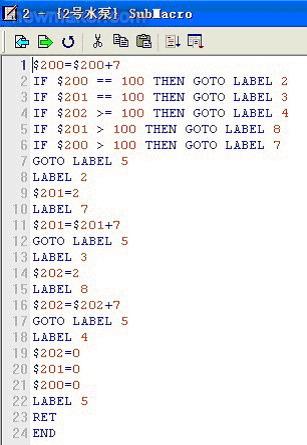
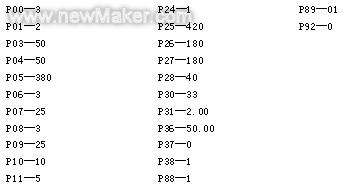
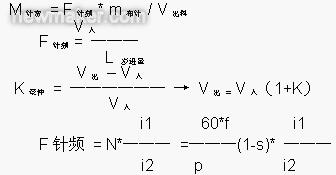
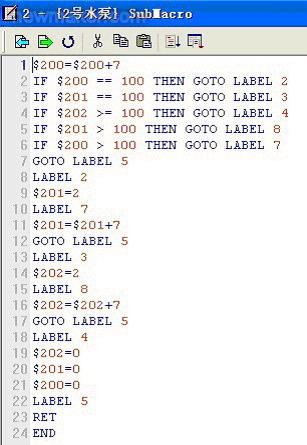
應用臺達PLC的溫度模糊控制功能指令:

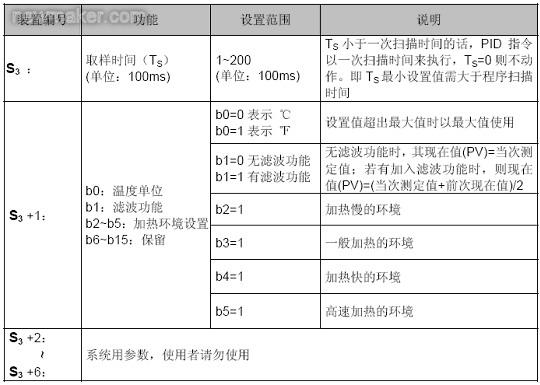
參數定義參見表1。
表1 臺達PLC的溫度模糊控制參數 
(1)S1:目標值(SV)。S1 范圍限制為1~5,000,其表示數值為0.1°~500°,最小單位為0.1, 若 S3 +1指定為K0,則其表示為0.1℃~500℃。
(2)S2:當前測量值(PV)。S2 范圍限制為1~5,000,其表示數值為0.1°~500°,最小單位為0.1°,若 S3 +1,指定bit0=0,則其表示為0.1℃~500℃;因此使用者由溫度傳感器得到模擬轉數字的數值時,須自行搭配四則運算指令轉換為1~5,000 之間的數值。
(3)S3:取樣時間的設置。
(4)D:輸出值(MV)。D 顯示范圍為0~(取樣時間*100)的數值。
2.5 高頻感應加熱設備抗干擾設計
由于熔樣設備會產生高頻磁場,會對周圍的電器設備產生電磁干擾,作為PLC的信號線和人機界面的通訊線容易受到干擾,所以,必須作好抗干擾措施。
(1)靜電耦合干擾:指控制電纜與周圍電氣回路的靜電容耦合,在電纜中產生的電勢。措施:加大與干擾源電纜的距離,達到導體直徑40倍以上時,干擾程度就不大明顯。在兩電纜間設置屏蔽導體,再將屏蔽導體接地。
(2)靜電感應干擾:指周圍電氣回路產生的磁通變化在電纜中感應出的電勢。措施:一般將控制電纜與主回路電纜或其它動力電纜分離鋪設,分離距離通常在30cm以上(最低為10cm),分離困難時,將控制電纜穿過鐵管鋪設。將控制導體絞合,絞合間距越小,鋪設的路線越短,抗干擾效果越好。
(3)電波干擾:指控制電纜成為天線,由外來電波在電纜中產生電勢。措施:將感應電源放入鐵箱內進行電波屏蔽,屏蔽用的鐵箱要接地。盡量縮短人機到PLC通訊線的長度,用屏蔽線進行抗干擾。
(4)電源線傳導干擾:指各種電氣設備從同一電源系統獲得供電時,由其它設備在電源系統直接產生電勢。措施:感應電源的控制電源由另外系統供電;在控制電源的輸入側裝設線路濾波器;裝設絕緣變壓器,且屏蔽接地。
3 結束語
經過設備調試,各項性能均達到客戶的工藝要求,比照單片機為控制系統的熔樣設備市場銷量,隨著自動化要求越來越高的情況下,PLC和人機界面為控制系統的熔樣設備將成為未來的主流熔樣設備自動化技術。


























 工商網監
工商網監
評論