 電子發(fā)燒友App
電子發(fā)燒友App


臺(tái)達(dá)自動(dòng)化技術(shù)在軌道工程焊機(jī)改造中的應(yīng)用
摘 要:應(yīng)用觸摸式液晶屏即人機(jī)介面,直接輸入焊接參數(shù),顯示參數(shù)、歷史趨勢(shì)曲線,控制工程現(xiàn)場(chǎng)軌道接軌焊接。
關(guān)鍵詞:軌道 頂鍛 現(xiàn)場(chǎng) 自動(dòng)化
1 引言
鐵路和軌道交通的路軌是在工程現(xiàn)場(chǎng)完成接軌焊接的,最終使一般長(zhǎng)50米短鋼軌條經(jīng)焊接成為長(zhǎng)距無縫鐵軌。現(xiàn)場(chǎng)完成接軌焊接使用的氣壓焊技術(shù)和設(shè)備,過去二十幾年一直延用手工操作類型的氣壓焊設(shè)備,工藝和工序進(jìn)程完全憑施工人員經(jīng)驗(yàn)和眼力判定,頂鍛與推凸工步不連貫,頂鍛完成后必須將壓力瀉釋方能開始推凸,其弊端是此刻鋼軌焊縫處溫度仍在1200℃左右,焊縫處金屬原子正處于互相擴(kuò)散而進(jìn)行再結(jié)晶的塑性狀態(tài),瀉壓推凸勢(shì)必嚴(yán)重影響再結(jié)晶效果,降底焊接質(zhì)量,稍有延遲焊縫處溫度快速下降,尤其冬季里施工更為明顯,甚至無法推凸或焊縫被拉開,人為因素多并且難以保正焊接參數(shù)一致性。
2 系統(tǒng)原理設(shè)計(jì)
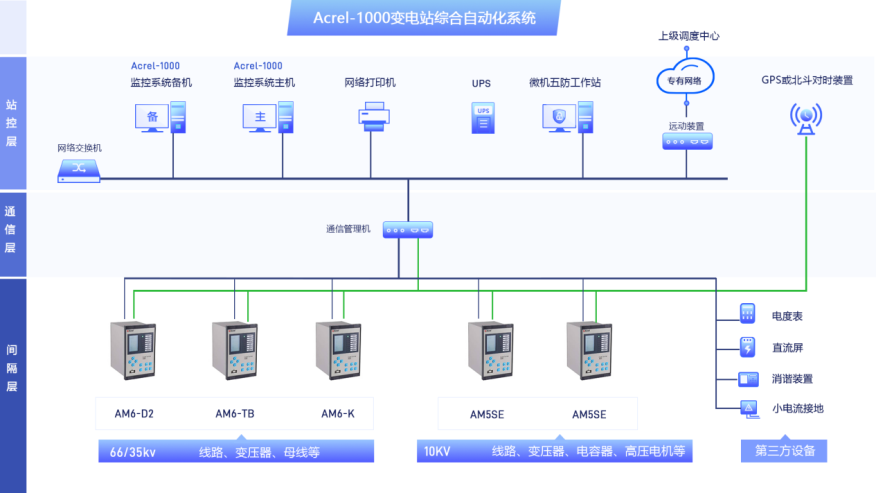
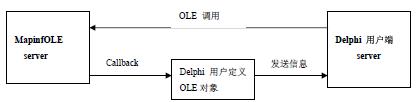
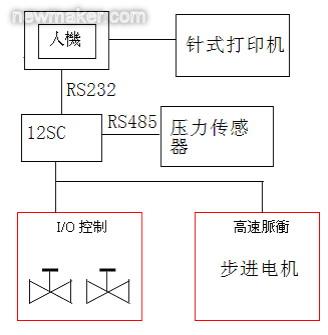
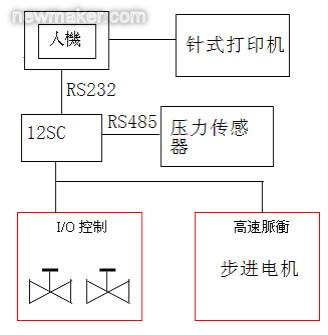
針對(duì)上述諸多問題,提出移動(dòng)式小型氣壓軌道自動(dòng)化焊機(jī)改造項(xiàng)目。整套設(shè)備采用模塊化設(shè)計(jì),保壓推凸。由可編程序控制器(PLC)控制整個(gè)焊接過程,氧氣和乙炔流量控制采用PID調(diào)節(jié),人機(jī)介面完成參數(shù)設(shè)置,畫面監(jiān)控,USB口數(shù)據(jù)轉(zhuǎn)儲(chǔ),作業(yè)次數(shù)記錄打印等。克服人為因素與環(huán)境溫度對(duì)焊接質(zhì)量的影響,減少操作人員及勞動(dòng)強(qiáng)度。保正焊接質(zhì)量持續(xù)穩(wěn)定。系統(tǒng)組成如圖1所示。

圖1 系統(tǒng)組成
3 系統(tǒng)工藝設(shè)計(jì)
檢查氧氣和乙炔鋼瓶出口壓力是否在規(guī)定的范圍之內(nèi),在確認(rèn)冷卻系統(tǒng)水管暢通條件下,按動(dòng)自動(dòng)控箱操作面板上“啟動(dòng)”按鈕之后,以下各個(gè)工步將按照所設(shè)置的參數(shù)自動(dòng)地執(zhí)行下去;直到焊接結(jié)束包括打印報(bào)告數(shù)據(jù)轉(zhuǎn)儲(chǔ)在內(nèi)一次性完成,最后自動(dòng)將機(jī)械復(fù)位,為下次焊接作好準(zhǔn)備。
3.1 系統(tǒng)啟動(dòng)
按下啟動(dòng)按鈕,PLC中系統(tǒng)控制區(qū)畫面編號(hào)寄存器(SNIR)將人機(jī)切換到“工作狀態(tài)一覽表”畫面,見圖2所示。油泵起動(dòng)油壓從0 Mpa升到預(yù)頂壓強(qiáng),將兩段待焊鋼軌對(duì)嚴(yán),下一步自動(dòng)地開啟兩個(gè)氣體質(zhì)量流量控制器,點(diǎn)燃加熱器,擺火機(jī)構(gòu)開始慢速擺動(dòng),鋼軌焊接端面在無污染條件下加熱升溫,我們稱謂此為待頂工步,在此期間鋼瓶?jī)?nèi)氣體壓力有向低變化趨勢(shì);加熱器本身溫度上升使火孔縮小,為此在氧氣和乙炔氣體質(zhì)量流量的控制中應(yīng)用了PID調(diào)節(jié)程序,使其加熱功率大,火焰穩(wěn)定,熱力場(chǎng)分布合理,這方面手工操作方式的氣體控制箱是不能比擬的。在此期間也可以通過自控箱上的微調(diào)按鈕隨時(shí)調(diào)節(jié)氧氣乙炔流量和配比,使其加熱火力達(dá)到最佳狀態(tài)。
圖2 主工藝畫面
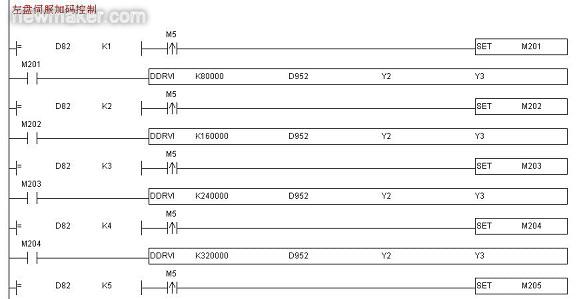
3.2 接軌焊接控制
軌道接軌焊接的工藝由頂鍛與推凸過程實(shí)現(xiàn)。PLC通過磁性標(biāo)尺的相對(duì)位置變化檢測(cè)到預(yù)頂鍛量達(dá)到設(shè)定值時(shí),自動(dòng)將系統(tǒng)壓力降到待頂壓力值,加熱器繼續(xù)加熱,待加熱時(shí)間到設(shè)定值后立即進(jìn)入頂鍛工步,同時(shí)擺火速度加快,磁性標(biāo)尺檢測(cè)到頂鍛量等于設(shè)置的數(shù)值時(shí)則關(guān)閉氧氣和乙炔閥門,停止擺火和加熱。保壓閥切換保壓位置使壓機(jī)處保壓狀態(tài)不變,爾后推凸閥動(dòng)切換到進(jìn)刀位置,系統(tǒng)油壓上調(diào)的同時(shí)開始推凸操作,刀架前移趨動(dòng)推刀除掉焊瘤部分。PLC通過壓力傳感器判別推凸?fàn)顟B(tài),如果推凸壓力在增大趨勢(shì)時(shí)突然變小說明推凸結(jié)束。整個(gè)焊接周期五分鐘左右時(shí)間。
3.3 降溫保壓控制
推凸結(jié)束后推凸閥自動(dòng)切換到推凸退刀位置,使其退刀到位后,高壓油泵壓力自動(dòng)調(diào)節(jié)到0 Mpa,爾后油泵電動(dòng)機(jī)停止工作。PLC中系統(tǒng)控制區(qū)畫面編號(hào)寄存器(SNIR)將人機(jī)切換到“工作報(bào)告”畫面并啟動(dòng)打印程序,將其打印輸出(根據(jù)需要可以多次打印輸出)。次刻壓機(jī)仍然在保壓,直到焊口自然冷卻后方撤壓。
3.4 數(shù)據(jù)記錄
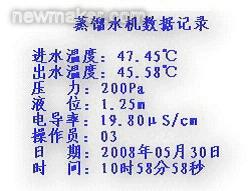
關(guān)于畫面轉(zhuǎn)儲(chǔ),自動(dòng)控制箱面板上除了微型熱敏漢字打印機(jī)外,還有一個(gè)USB接口(USB Host Ver1.1口用于接駁可移動(dòng)U盤),通過在人機(jī)畫面放置一個(gè)按鈕,此按鈕屬性為:據(jù)取畫面,其功能將本畫面上的全部?jī)?nèi)容以BMP格式存儲(chǔ)在可移動(dòng)U盤上(人機(jī)編輯軟件Sersion 1.05.76版本有此功能,要求U盤格式化為FAT32)。這樣焊接工作數(shù)據(jù)報(bào)表和歷史趨勢(shì)曲線等資料十分方便地通過U盤轉(zhuǎn)儲(chǔ)到個(gè)人計(jì)算機(jī)上作為技術(shù)留檔,為以后查閱分析總結(jié)打印提供原始數(shù)據(jù),如圖3所示。
圖3 工藝數(shù)據(jù)記錄
4 自動(dòng)化系統(tǒng)實(shí)現(xiàn)
4.1 電控系統(tǒng)
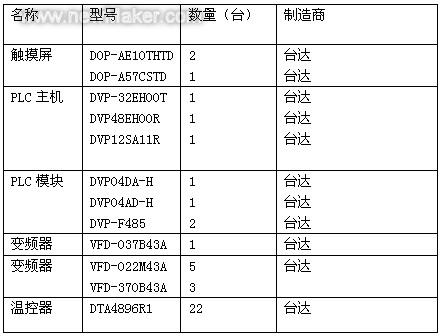
(1)人機(jī)界面:人機(jī)介面型號(hào)選擇臺(tái)達(dá)DOP-AE80THTD型觸摸屏。其特點(diǎn)是DOP-AE80THTD型人機(jī)介面,在野外冬季工作溫度可以達(dá)零度;夏季在陽光陰影下圖形和文本顯示清晰。(估測(cè)DOP-AE80THTD亮度在350cd/m2)。
DOP-AE80THTD的顯示分辯率為640×480;65536種顏色;畫面和數(shù)碼照片一樣逼真,外觀精美大方。開發(fā)使用方便,功能完善強(qiáng)大的編輯軟件賦有人性化,完全適合該系統(tǒng)要求。配置2個(gè)串通訊接口UART和2個(gè)USB接口,其中COM2/RS458和可編程序控制器(PLC)相連;一個(gè)USB Host Ver1.1口用于接駁移動(dòng)U盤,作為整個(gè)畫面內(nèi)容轉(zhuǎn)儲(chǔ)。
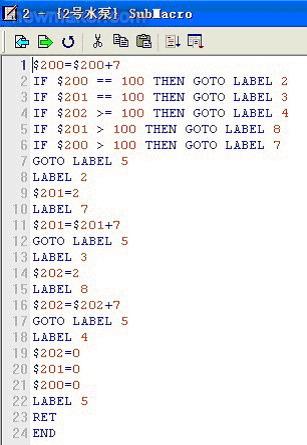
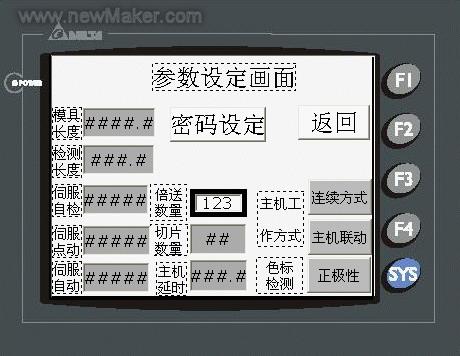
人機(jī)介面中的焊接參數(shù)設(shè)置畫面運(yùn)用了畫面開啟宏和畫面關(guān)閉宏功能及畫面周期宏功能Cycle。在校對(duì)PLC內(nèi)部時(shí)鐘與人機(jī)介面時(shí)鐘時(shí),要求同步,用GETSYSTEMTIME命令和資料搬移MOV命令,配合畫面上“系統(tǒng)時(shí)間日期按鈕”十分方便地將實(shí)時(shí)時(shí)間設(shè)置在PLC中,這樣PLC內(nèi)時(shí)鐘與人機(jī)時(shí)鐘和當(dāng)?shù)貢r(shí)區(qū)時(shí)間三者統(tǒng)一,保正作業(yè)記錄的實(shí)時(shí)性和準(zhǔn)確性。其他如氧氣流量設(shè)置,乙炔流量設(shè)置,位移量設(shè)置,預(yù)頂壓力設(shè)置,頂鍛壓力設(shè)置等完全用實(shí)數(shù),既三位整數(shù)二位小數(shù)表示。而加熱時(shí)間參數(shù)設(shè)置等用三位整數(shù)表示。重要參數(shù)如預(yù)頂壓力和待頂壓力,如果您在數(shù)值上設(shè)置不合符要求人機(jī)則會(huì)用閃動(dòng)“錯(cuò)”字和聲音報(bào)警,一直到設(shè)置正確顯示“對(duì)”字為止。并且系統(tǒng)掉電后所設(shè)置的參數(shù)也不會(huì)丟失。
設(shè)置參數(shù)一共八項(xiàng):①預(yù)頂壓力 12.34 Mpa ;②待頂時(shí)間 123 Sec ;③待頂長(zhǎng)度 12.34 mm ;④待頂壓力 12.34 Mpa ;⑤頂鍛長(zhǎng)度 1.23 mm ;⑥頂鍛壓力 12.34 Mpa ;⑦氧氣流量 123.45 SLM ;⑧乙炔流量 123.45 SLM ,如圖4所示 。
圖4 工藝參數(shù)設(shè)置畫面
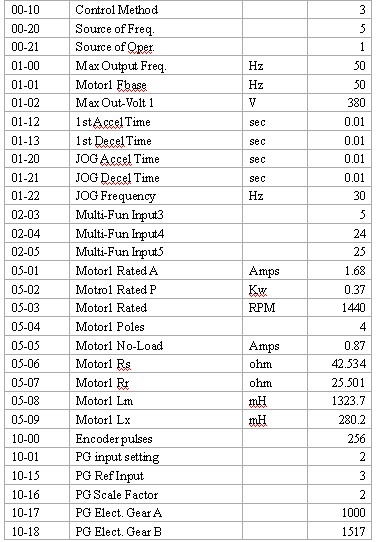
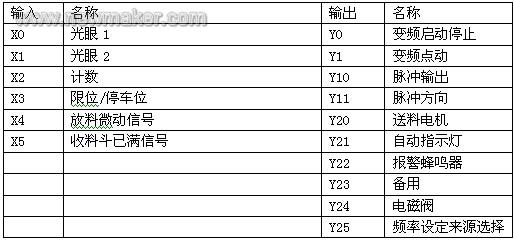
(2)可編程序控制器PLC:可編程序控制器是整個(gè)系統(tǒng)的核心,由CPU單元含數(shù)字量和擴(kuò)展模擬量模塊組成。其中數(shù)字量完成各個(gè)閥門位置檢測(cè)和限位及氣體流量微調(diào)等功能;模擬量A/D部分對(duì)氧氣和乙炔氣體質(zhì)量流量采樣、系統(tǒng)壓力采樣、鋼軌頂鍛位移量的采樣等。D/A部分對(duì)氧氣和乙炔氣體質(zhì)量流控制閥門開度的控制,氣體質(zhì)量流量的控制由兩個(gè)獨(dú)立的具有PID調(diào)節(jié)功能的閉環(huán)系統(tǒng)完成。壓力傳感器采用擴(kuò)散硅型,內(nèi)置壓力變送器和線性校正電路,24V供電,輸出4—20mA的標(biāo)準(zhǔn)電流信號(hào)對(duì)應(yīng)壓強(qiáng)0—60Mpa。
4.2 油泵與壓機(jī)系統(tǒng)
超高壓油泵使傳遞動(dòng)力的液壓油產(chǎn)生最大壓強(qiáng)達(dá)到60Mpa ,供油量每分鐘4立升以上。電動(dòng)錐式調(diào)壓閥,壓力傳感器,PLC和人機(jī)介面構(gòu)成一個(gè)閉環(huán)控制系統(tǒng),油泵壓力穩(wěn)準(zhǔn)快地跟蹤人機(jī)所設(shè)置壓力值。電動(dòng)式超高壓截止閥門能使油路在高低壓的條件下快速進(jìn)行換向并有保持壓功能等;其閥門的位置由接近開關(guān)(OMRON--PNP)限制。壓機(jī)總承是在高壓油泵作用下能產(chǎn)生最大70噸力,滿足鋼軌在焊接時(shí)頂鍛和推凸、保壓等工步所需要的力。保正在焊接全部過程中兩段鋼軌中心在一條直線上,使軌頂面底面軌腰對(duì)齊,滿足機(jī)械強(qiáng)度要求。油泵和壓機(jī)之間油路用專門快速連結(jié)器交連。目前在壓強(qiáng)大于32.5 Mpa時(shí)換向在液壓控制領(lǐng)域里還是尖端技術(shù)。
4.3 加熱系統(tǒng)
由氣源、壓力表、控制器;氣體混合器;乙炔回火防止器,外燃型加熱器;氣體過濾器及氣體快速接頭;冷卻循環(huán)泵等組成。加熱器的火焰孔徑大小及分布應(yīng)保正鋼軌斷面處受熱均勻,按照焊接工藝標(biāo)準(zhǔn)將鋼軌加熱到塑性狀態(tài)的溫度(一般為1300℃)。應(yīng)有防止管路回火和防止漏氣等安全措施。控制器比較復(fù)雜;由PLC部分開關(guān)量、模擬單元、人機(jī)介面、兩個(gè)氣體質(zhì)量控制器(D07—9E)組成。特點(diǎn)流量大200SML(N2);線性度±0.2%F.S;準(zhǔn)確度高±1.5%F.S;重復(fù)精度±0.2%F.S;響應(yīng)時(shí)間1Sec;泄漏率<1×10-8SCCSHe;具有氣體通道清洗、關(guān)閉、閥控功能
4.4 磁性標(biāo)尺
由電阻式位移傳感器和5.2V基準(zhǔn)電源構(gòu)成,其測(cè)量精度達(dá)百分之一豪米。三塊釹鐵硼鑲嵌其中,使用時(shí)安裝拆卸十分便利,不需要設(shè)定磁尺幾何原點(diǎn)。頂鍛量是由PLC程序自動(dòng)檢測(cè)并運(yùn)算出鋼軌位移量的相對(duì)差值,由人機(jī)介面直接顯示出來。鋼軌被加熱到200—1000℃時(shí)軸向膨漲明顯,則人機(jī)界面直接顯示出來是負(fù)值,同時(shí)系統(tǒng)壓力有所上升,人機(jī)介面實(shí)時(shí)地動(dòng)態(tài)地反映焊接過程各個(gè)參數(shù)的變化。
4.5 擺火機(jī)構(gòu)
由直流可調(diào)速電動(dòng)機(jī)和可變式曲柄連桿機(jī)構(gòu)及滑動(dòng)小臺(tái)車組成,點(diǎn)動(dòng)按鈕能使加熱器火孔正對(duì)準(zhǔn)兩鋼軌間焊縫,保正點(diǎn)火時(shí)焊縫間無積碳污染。擺火電動(dòng)機(jī)轉(zhuǎn)動(dòng)速度由程序改變,擺火位移線速度按余弦規(guī)律變化,這樣能使得鋼軌受熱效果達(dá)到最佳化。
5 軟件設(shè)計(jì)
PLC系統(tǒng)配置與梯形圖編程,人機(jī)介面用畫面編輯Screen Editor編程(Sersion 1.05.7),兩部分相互配合。
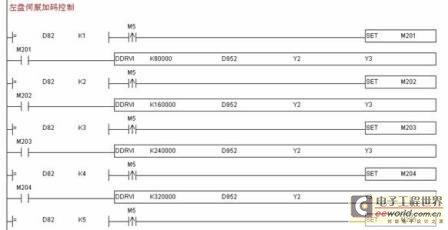
5.1 PLC編程
PLC程序采用模塊化方式,將控制程序根據(jù)功能分為不同邏輯塊即子程序,在主程序( OB1)中可以根據(jù)條件調(diào)用不同的邏輯塊,其特點(diǎn)是主程序簡(jiǎn)單明了,調(diào)試方便,由于邏輯塊是有條件的調(diào)用,所以CPU利用率高,與人機(jī)介面通訊可靠。
5.2 觸摸屏編程
(1)設(shè)定模組參數(shù):系統(tǒng)控制區(qū)8個(gè)字長(zhǎng)。通迅設(shè)置:①人機(jī)站號(hào) 0 ; ②PLC預(yù)置站號(hào)2 ; ③通迅端口RS-485 ; ④停止位1Bits ;⑤波特率 9600 ; ⑥奇偶校驗(yàn) Even。
(2)用畫面Gycle宏完成PLC內(nèi)時(shí)鐘與人機(jī)內(nèi)時(shí)鐘同步,創(chuàng)建一個(gè)所謂系統(tǒng)畫面,并放置<系統(tǒng)時(shí)間日期>按鈕,其畫面開啟宏和畫面關(guān)閉宏指令巨集如下:
SETB (2@V490.0) //系統(tǒng)畫面開啟宏V490.0=1
END
CLRB (2@V490.0) //系統(tǒng)畫面關(guān)閉宏490.0=0
END
在系統(tǒng)畫面上可以隨時(shí)地調(diào)整人機(jī)內(nèi)時(shí)鐘(星期暫不用),配合PLC時(shí)鐘寫命令,完成時(shí)鐘同步。
$100=GETSYSTEMTIME
(2@V236) =$100 //年
(2@V238) =$101 //月
(2@V240) =$102 //日
(2@V242) =$104 //時(shí)
(2@V244) =$105 //分
(2@V246) =$106 //秒
END
(3)歷史趨勢(shì)曲線:系統(tǒng)壓力與標(biāo)尺位移共用1號(hào)緩沖區(qū),讀取PLC地址2@1000;數(shù)值單位4(字);取樣周期1000 ms ;取樣點(diǎn)111 ;觸發(fā)源 PLC ;記錄時(shí)間日期 Yes ;
氧氣流量與乙炔流量共用2號(hào)緩沖區(qū),讀取PLC地址2@1008;數(shù)值單位4(字);取樣周期1000 ms ;取樣點(diǎn)111 ;觸發(fā)源 PLC ;記錄時(shí)間日期 Yes 。
6 結(jié)束語
應(yīng)用自動(dòng)控制鋼軌氣壓焊接設(shè)備,一次性連續(xù)地對(duì)十五個(gè)鋼軌焊接頭進(jìn)行破壞性落錘試驗(yàn),合格率為百分之百。在實(shí)際線路上經(jīng)過一年多千余次焊接施工,合格率為百分之百,用戶反映良好。基于臺(tái)達(dá)自動(dòng)化技術(shù)平臺(tái)的智能型移動(dòng)式鋼軌氣壓焊接設(shè)備已經(jīng)通過路局技術(shù)鑒定。
















 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論