 電子發燒友App
電子發燒友App


摘 要:通過活性白灰回轉窯PLC生產線工藝分析,對系統硬件進行了配置,分析設計了模糊PID控制器,并給出了自適應模糊推理與優化設計方案,經編程在PLC環境下實現,經過運行效果良好。
關鍵詞:PLC,模糊PID,回轉窯,壓力
1、引 言
活性白灰作為煉鋼關鍵原料之一,石灰窯的自動化控制的水平和可靠性直接關系到活性白灰的質量及能耗。根據實際的工況,本系統采用PLC控制技術結合模糊PID控制算法,并采用現場總線技術以及工業以太網技術來實現活性白灰回轉窯生產過程的自動化。
2、回轉窯工藝及硬件配置
2.1 工藝流程簡介
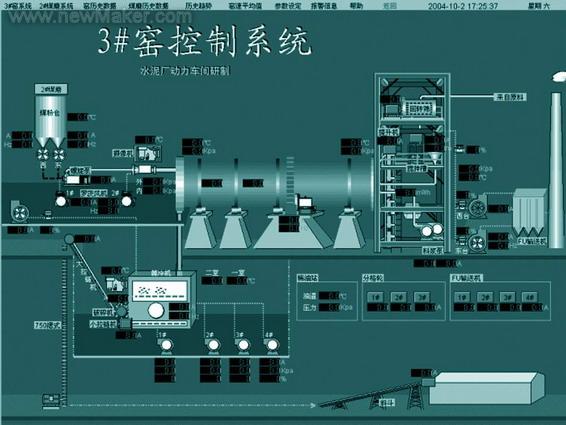
活性白灰回轉窯生產工藝流程如圖1所示,主要煅燒生石灰石,豎式預熱利用煙氣預熱,回轉窯采用焦爐煤氣與空氣燃燒比煅燒,最后成品的過程。

圖1 回轉窯工藝流程圖
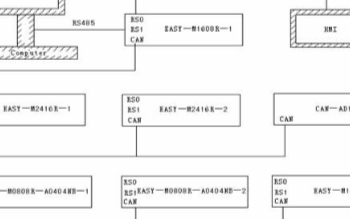
2.2 PLC 控制系統硬件配置
活性白灰生產主要自動化控制系統采用施耐德公司的Premium 系列PLC 進行控制,其PLC 控制系統設兩個獨立的主機架和一個I/O 擴展機架。一個PLC 主機架控制電氣系統,另一個主機架與I/O 擴展機架控制熱工系統。人機接口采用3 臺上位工業控制計算機。PLC 與2 臺上位工控機之間采用標準工業以太網方式互連。
其中電氣系統PLC,開關量輸入通道數96 個,占用83 個,備用輸入通道13 個;開關量輸出通道數64 個,占用46 個,備用輸出通道18 個。其中,儀表系統PLC,模擬量輸入總端口數80 個,占用端口66 個,備用端口14 個;模擬量輸出4 口,占用輸出端口4 個。
據此對電氣系統PLC 及儀表系統PLC 配置為(Schneider)PLC 的Modicon TSX Quantum 如下:主機CPU 為TSXP57303M(2)、開關量模塊TSXDEY32D2K(3) 、TSXDSY32T2K(2)、模擬量模塊TSXAEY810(7)、TSXAEY414(6)、TSXASY410(1),另外配置有電源、網絡、擴展等模塊。
3、模糊PID 原理分析及設計
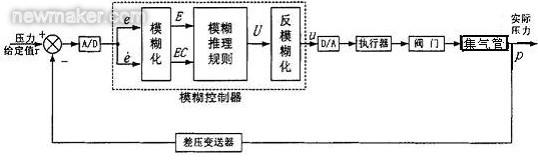
活性白灰回轉爐燃燒系統焦爐煤氣集氣管壓力為對象進行研究,集氣管壓力模糊控制結構如圖2 所示。集氣管壓力P 為被控制量,集氣管上的蝶閥開度為控制量,控制精度為50 士1OPa。該系統為恒值控制系統。

?圖2 集氣管壓力控制系統結構圖
在實際系統中,選取壓力的誤差和誤差變化率為模糊控制器的輸入語言變量。采用局
域增量型模糊控制算法,以消除誤差,且超調量較小;當誤差超出范圍后,采用直接控制輸
出,以使誤差快速減小。
(1)誤差和誤差變化率的求取
設系統要求的給定壓力為r,實測的集氣管壓力為P,則取被控制量的誤差和誤差變
化率為:
( ) ( )
( ) ( ) ( 1)
e n p n r
e n e n e n
= ?
Δ = ? ?
都為精確量。
(2)模糊化
設誤差、誤差變化率和控制輸出的增量模糊化所對應的語言變量分別為E,EC 和△U,
則對它們的論域定義如下:
E 的模糊集為: {NB,NM, NS,NO,P0,PS,PM, PB}
分別表示{負大,負中,負小,負零,正零,正小,正中,正大}
EC 和△U 的模糊集為: {NB,NM, NS,0,PS,PM,PB}
分別表示{負大,負中,負小,零,正小,正中,正大}
E 和EC 的論域為:{-6,-5,-4,-3,-2,一1, 0, 1, 2, 3, 4, 5, 6}
DU 的論域為:{-7,-6,-5,-4,-3,-2,一1, 0, 1, 2, 3, 4, 5, 6, 7}
這樣將輸入分為13 種狀態,設誤差和誤差變化率的量化值為e′ 和△ e′ ,則有:
e′ = int(ke ×e + 0.5)
int( 0.5) c Δe′ = k ×Δe +
(3)建立模糊變量的賦值表
模糊變量誤差E、誤差變化EC 和控制增量AU 的模糊集和論域確定后須對模糊語言變量
確定隸屬函數,就是確定論域內元素對模糊語言變量的隸屬度。根據經驗建立誤差E、誤差
變化EC 和控制增量△U 的隸屬度賦值。
(4)建立模糊規則
根據現場工人操作經驗和工藝要求,如集氣管壓力下降較大即E=NB 且誤差的變化率
上升較慢時即EC=PS,現場工人操作是根據經驗減小蝶閥的開度,即所需控制增量△U =NM,
根據上述描述將得出IF E=NB and EC=PS thenDU=NM 的規則語句,如表1 所示。
表1 模糊控制規則表
圖2 集氣管壓力控制系統結構圖


(6)反模糊化
在查表得到控制增量的量化等級后,要將它轉化為能對外輸出的控制量的精確值,由
ΔU(k) = ku ×ΔU
可得控制增量的精確值,其中u k 為比例因子,ΔU 為查表后得到的控制增量的量化等
級數。 u(k +1) = u(k) + ΔU(k)
得到本周期的實際控制輸出。即找出相應的蝶閥角度的變化量,通過執行器完成蝶閥調節板
的角位移,以控制集氣管壓力偏差在工藝規定的許可規定的允許范圍內。
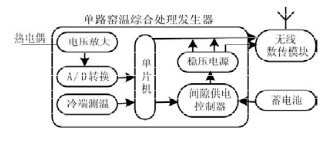
4、自適應模糊設計及PLC 實現情況
前述模糊控制器采用的是離線設計,實時查表的方式。采用這種方式的優點是實時性強,
設計簡單實用。在控制過程中必須具有實時修正能力,以適應實際過程的要求:模糊集合的
隸屬度函數也應能相應的調整,這些都需要將模糊控制在查表的基礎上實現在線推理和優化
調整。自適應模糊推理與優化設計方案如圖3 所示。

5、結 論
本文把模糊控制與Schneider PLC 控制系統連接起來,完成了對活性白灰回轉窯煤氣
集氣管壓力的模糊控制PID 分析設計,給出了自適應模糊推理與優化方案。在活性白灰控制
系統中達到了預期的控制效果,活性白灰回轉窯PLC 生產線運行以來,控制效果良好。
本文的創新點:結合Schneider PLC 控制系統分析設計了查表法模糊控制器,并進一步給
出了自適應模糊推理與優化方案,在現場實驗效果良好。
參考文獻:
[1] 張 銓.微型計算機在自動控制的應用.北京:國防工業出版社.1985,25~120.
[2] 郭宗仁.可編程控制器及其通信網絡技術.北京.人民郵電出版社.
[3] 皮壯行,宮振鳴.可編程控制器的系統設計與應用實例.北京:機械工業出版社.2000,
3,11.
[4] 將漢文.熱工學.北京:高等教育出版社.9~125.
[5] 馬國華.監控組態軟件及其應用.北京:清華大學出版社.2001.
[6] 鄧勝祥.石灰窯頂溫模糊控制器的設計與應用.工業自動化應用實踐.北京:電子工業出
版社.2002,10.
[7] 莊麗娟,吳麗云. 基于PLC 控制的廢水處理系統設計. 微計算機信息.2005:第一期.
[8] 任俊杰,蘇秀麗,劉澤祥. 基于 SIMATICS7 PLC 的分布式控制系統實現. 微計算機信息
2005:第六期.
[9] 付少波,陳曦,張濤,孫英科. 模糊控制器在中央空調系統溫度控制中的應用.微計算機
信息.2005:第四期.
[10] 王效華.活性白灰回轉窯生產線PLC 控制系統.工程碩士論文.2006,04.
作者簡介:王效華,男,1963,03,山西省絳縣人,副教授,鄭州大學電力系統及自動化專
業工學碩士,重慶大學控制工程專業工程碩士,主要從事電氣自動化及PLC 教學和研究。
張詠梅,女,1972,10,山東省魚臺人,講師,重慶大學控制工程專業工程碩士,主要從事
單片機、PLC 教學和研究。
Fuzzy PID control system based on PLC
active lime Chain Gate Machine-rotary Kiln
Wang Xiaohua1 Zhang Yongmei2
1: WuYi University FuJian WuYiShan 354300
2: Jiyuan vocational and technical college, Henan Jiyuan 454650
Abstract :
Analyzing the production line of PLC active lime Chain Gate Machine-rotary Kiln , we
equipped the hardware ,designed fuzzy PID controller and offered the plan of adaptive fuzzy
inference and optimization design .They were carried out under the circumstance of PLC after
programming. The effect of it turns out to be good .
Key words: PLC , fuzzy PID, Chain Gate Machine-rotary Kiln, Pressure.
Brief introduction to the author:
Wang Xiaohua, male, associate Professor, born in Jiang county of Shanxi in
March,1963,getting Master of engineering of electric power system and automation in
Zhengzhou University. And he also got Master of control engineering in Chongqing University.
He is engaged in electric automation and PLC teaching and research.












 工商網監
工商網監
評論