數控車床電主軸運轉時如何散熱?|深圳市恒興隆機電有限公司
2023-08-16 23:04:41 284
284 
................................................................................................................. 91.3.3 數控機床在先進制造技術中的作用
2008-06-18 10:49:58
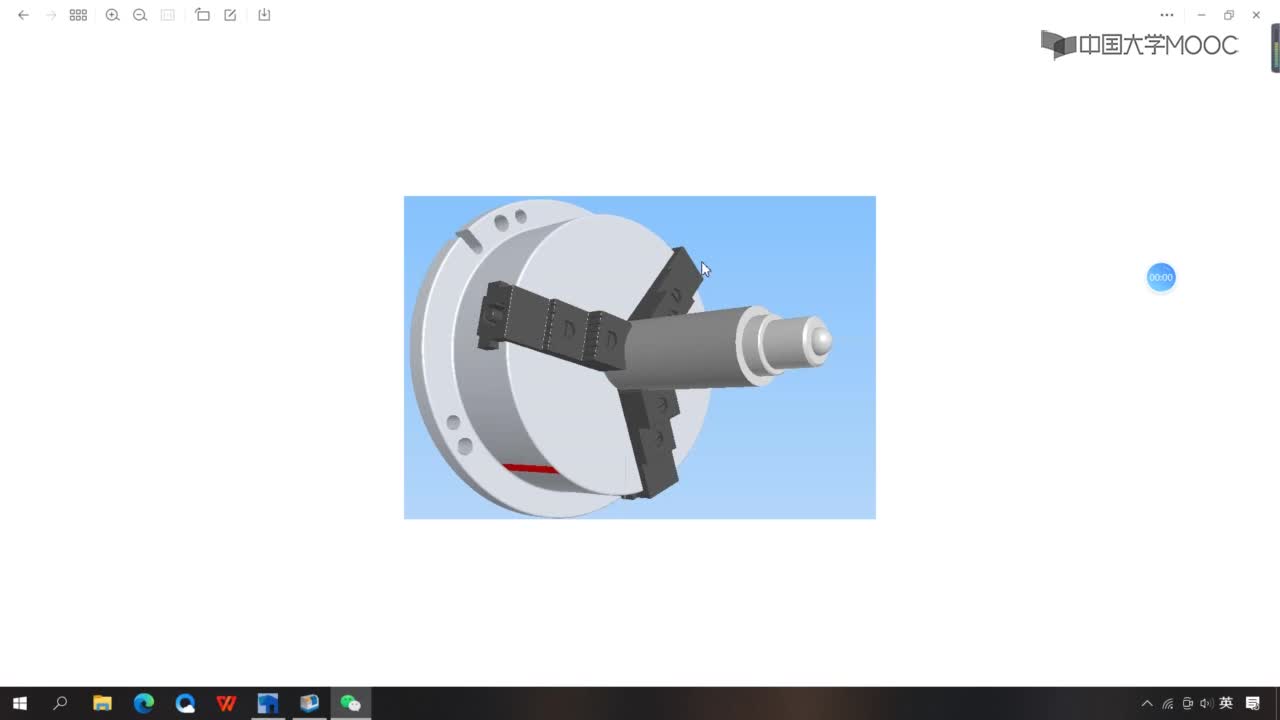
機床測頭是一種配置在數控機床上的測量設備。一般安裝在數控車床、加工中心、數控磨床等數控機床上。它在加工循環中不需人為介入,就能直接對刀具或工件的尺寸及位置進行測量,并根據測量結果自動修正工件或刀具
2023-06-14 14:14:41
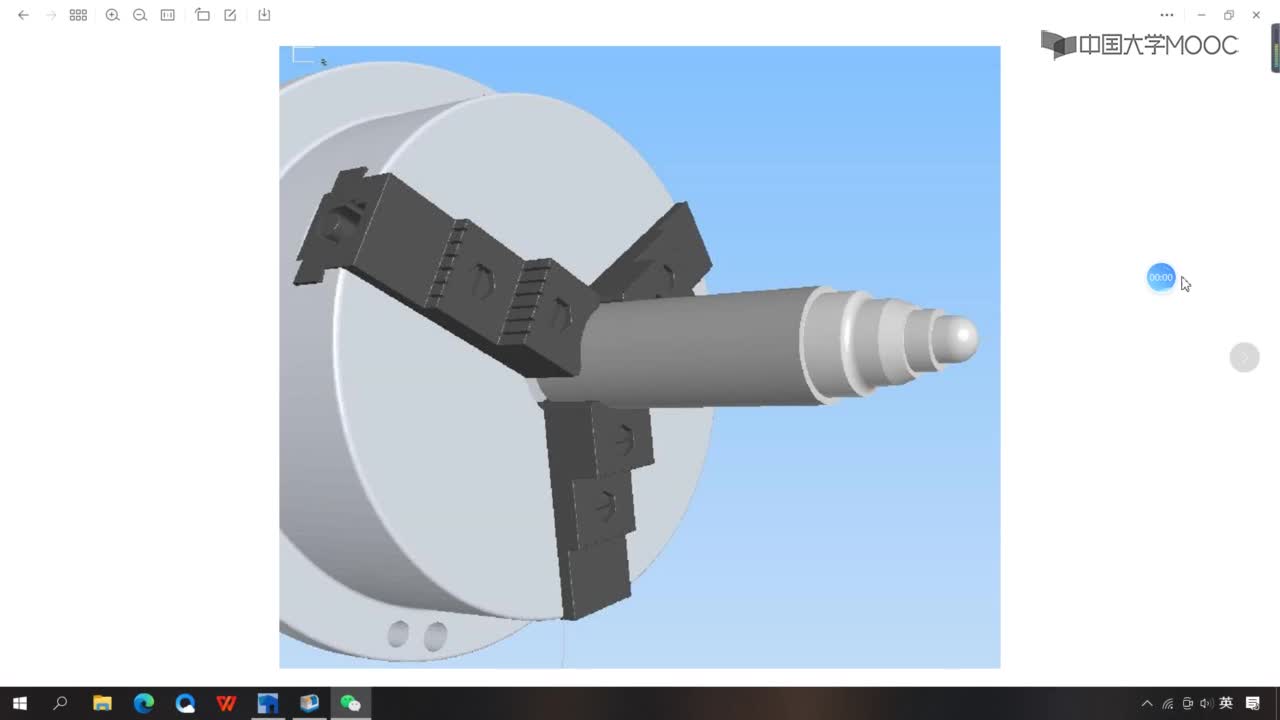
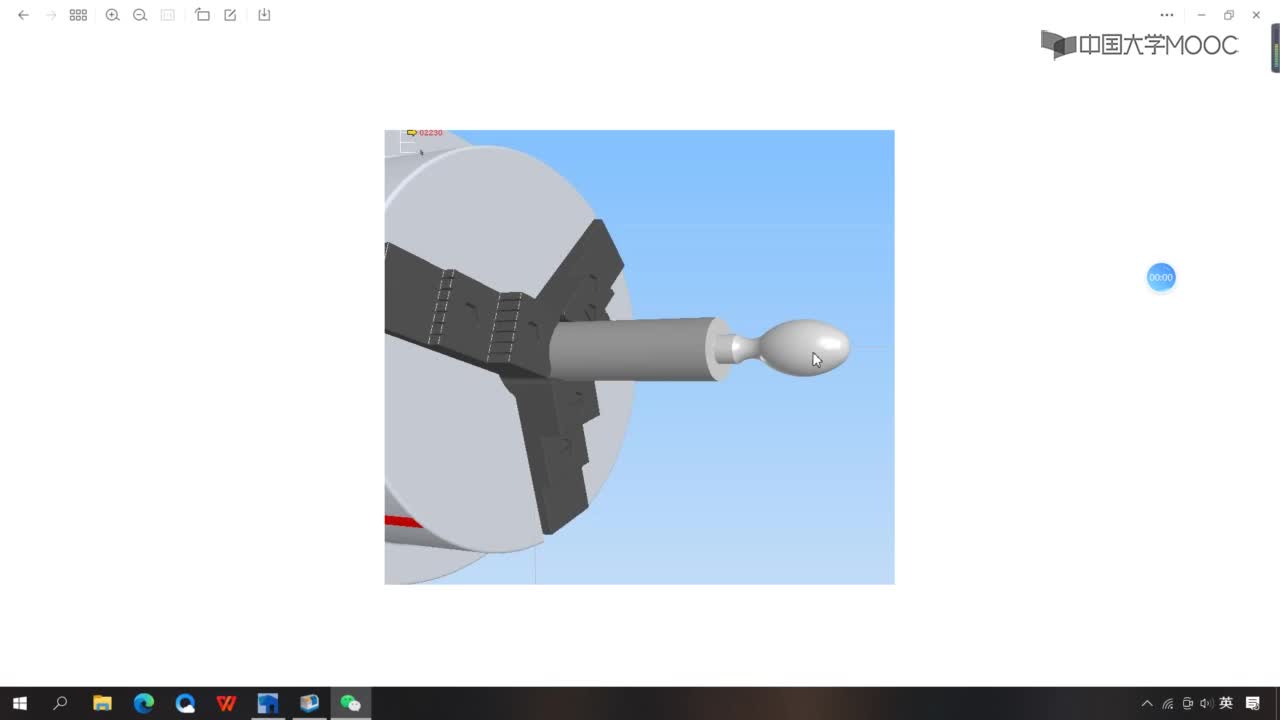
數控車床主要由主機、數控裝置、驅動裝置、輔助裝置、其他附屬設備幾個部分組成,主要用于加工各種軸類或回轉體零件,能自動完成內外圓柱面、圓弧面、端面、螺紋等工序的切削加工,適用與加工形狀復雜,精度要求高的軸類或盤類零件。
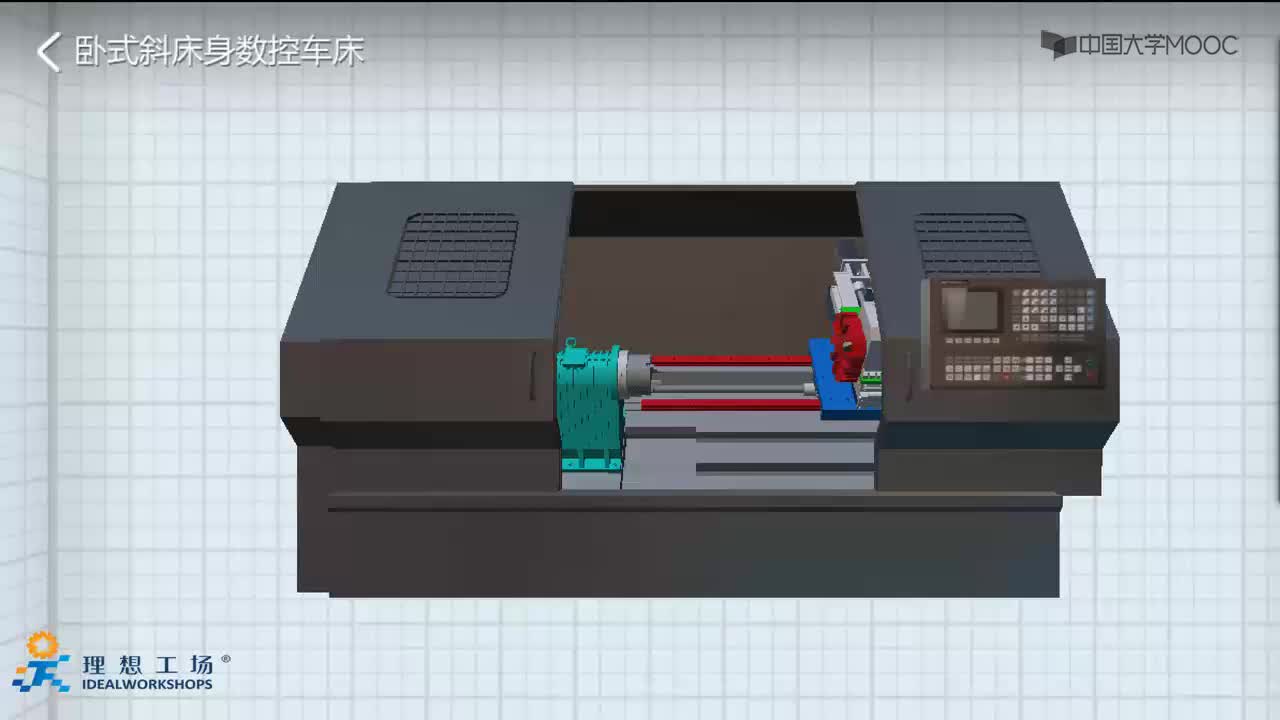
2023-03-30 13:01:34227 斜床身數控車床的截面積要比同規格平床身的大,即抗彎曲和抗扭能力更強。斜床身數控車床的刀具是在工件的斜上方往下進行切削,切削力與工件的重力方向基本一致,所以主軸運轉相對平穩,不易引起切削振動,而平床身數控車床在切削時,刀具與工件產生的切削力與工件重力成90°,容易引起振動。
2022-07-10 14:51:341949 數控機床有許多種型號、規格和不同的性能,不同類型的機床有著不同的用途:數控車床適用于加工精度要求高、表面粗糙度好、形狀比較復雜的回轉類的軸類、盤類零件和復雜曲線回轉形成的模具內型腔。
2022-03-17 11:09:161036 數控車床的整體結構組成基本上與普通車床相同,同樣具有床身、主軸、刀架、拖板和尾座等基本部件,但數控操作面板、顯示監視器等卻是數控機床特有的部件。總體上包含以下四個部分:機床主體、控制部分、驅動裝置以及輔助裝置。
2022-03-14 10:15:369748 數控車床是一種自動化加工設備,被廣泛運用于加工直線圓柱、斜線圓柱、圓弧和各種螺紋、槽、蝸桿等復雜工件,但數控機床可不單單只能加工這些工件,在“能人巧匠”的手中,它的潛能被不斷發掘。
2021-06-10 17:41:59415 ① G32加工端面螺紋介紹: 概述:端面螺紋大多以矩形螺紋為主,車床的自定心卡盤(盤絲)使用的就是這種結構。這類螺紋沒有具體的代號標注,一般是文字注釋。 如圖2-8是端面螺紋的簡圖 圖(a)是端面
2021-04-12 16:25:492913 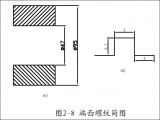
但數控車床加工螺紋時,會受到以下幾方面的影響。
2021-03-15 09:45:408460 數控車床加工螺紋時,因其傳動鏈的改變,原則上其轉速只要能保證主軸每轉一周時,刀具沿主進給軸(多為Z軸)方向位移一個螺距即可,不應受到限制。但數控車床加工螺紋時,會受到以下幾方面的影響:
2021-03-15 09:42:494482 大部分數控車床,其換刀點的位置是任意的,換刀點應選在刀具交換過程中與工件或夾具不發生干涉的位置。還有一些機床的換刀點位置是一個固定點,通常情況下,這些點選在靠近機床參考點的位置,或者取機床的第二參考點來作為換刀點。
2020-11-04 14:58:496824 。以下通過對普通螺紋的分析,加強對普通螺紋的了解,以便更好的加工普通螺紋。一、普通螺紋的尺寸分析數控車床對普通螺紋的加工需要一系列尺寸,普通螺紋加工所需的尺寸計算分析主要包括以下兩個方面: 1、螺紋加工前工件直
2020-09-08 11:10:143365 數控車床加工的工藝與普通車床的加工工藝類似,但由于數控車床是一次裝夾,連續自動加工完成所有車削工序。
2020-09-01 10:08:575443 數控車床機器人百科知識!首先,我們要知道什么是數控車床機器人。
2020-07-27 11:20:402222 富士交流伺服系統在數控車床上的解決方案 數控機床是具有兩軸聯動、半閉環控制的數控機床。機床具有高剛性的結構設計和吸震性,以保證高精度的切削加工。對控制進給軸X、Z軸的伺服驅動器及電機要求有高的動態
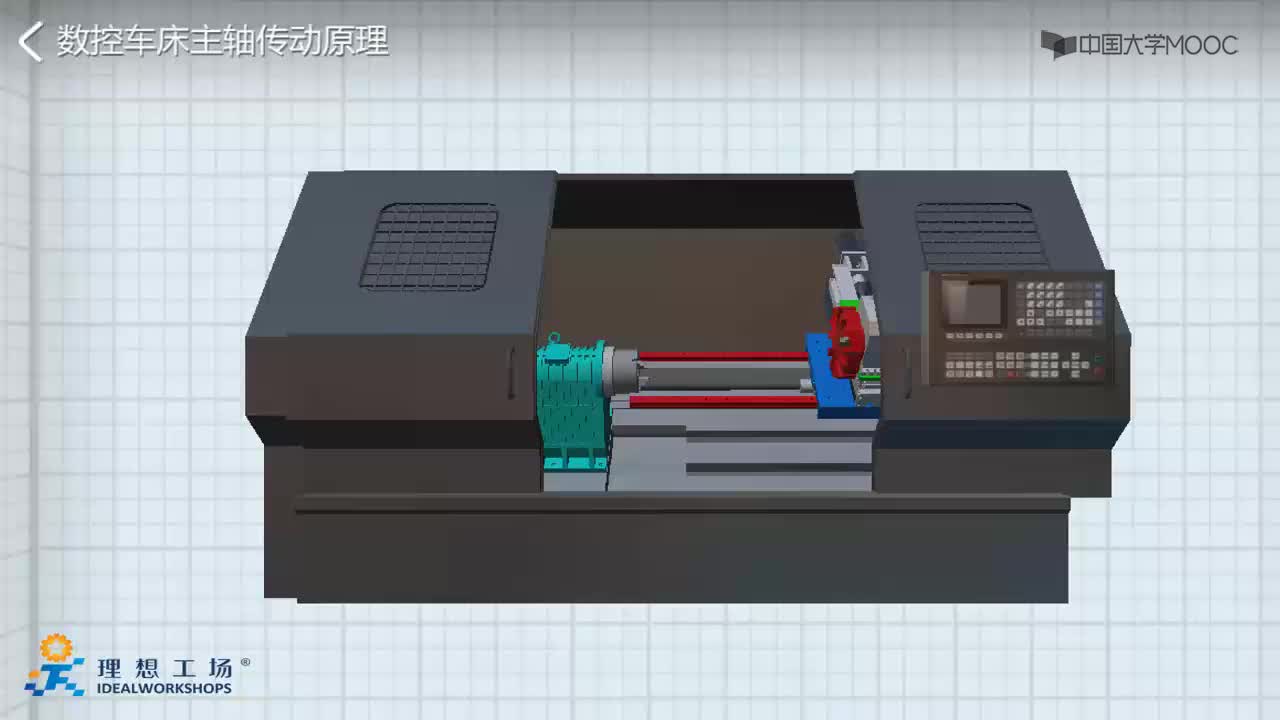
2020-06-28 17:22:48714 數控車床是機電一體化的典型商品,是集機床、核算機、電機及其拖動、自動操控、查看等技能于一身的自動化設備。其間主軸運動是數控車床的一個首要內容,以結束切削使命,其動力占整臺車床動力的70%~80%。根柢操控是主軸的正、回轉和接連,可自動換擋和無級調速。
2020-04-19 04:45:005208 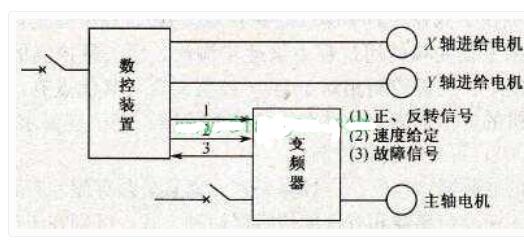
隨著直線電機的發展,現在許多先進的加工中心制造商開始使用他們的直線電機數控車床。在精度方面,直線電機構簡單,通過位置檢測,在定位精度方面:在精度都將高于旋轉伺服電機滾珠絲杠,且很容易實現。在速度方面
2020-03-13 08:40:002043 高速車床指高速、精密數控車床,車削中心類及四軸以上聯動的復合加工機床,主要滿足航天、航空、儀器、儀表、電子信息和生物工程等產業的需要。
2020-01-27 17:22:002376 數控機床加工是一種高精度、高效率的自動化機床,使用數控機床加工可以提高加工效益,創造更多的價值,擺脫了那落后的加工技術,數控車床加工的工藝與普通車床的加工工藝類似,數控機床加工的優勢特點有哪些?
2019-08-24 09:40:3212075 數控刀架是數控車床最普遍的一種輔助裝置,它可使數控車床在工件一次裝夾中完成多種甚至所有的加工工序,以縮短加工的輔助時間,減少加工過程中由于多次安裝工件而引起的誤差,從而提高機床的加工效率和加工精度。修吧工程師已多年的維修經驗來和大家分享有關刀架的故障診斷及維修。
2019-08-17 10:39:001552 國產高檔數控系統的差距,還表現在產品的系列化不全,如伺服電機、伺服驅動從小到大各種規格,國外都有,而我們的規格有限;在高速(快速進給速度40米/分以上)、高精(分辨率0.1微米以下)、多通道數控系統的功能、性能上,國產系統與國外系統有較大差距。小編給大家整理了目前國內常見的數控車床系統.
2019-05-30 15:21:0945669 數控車床是目前使用較為廣泛的數控機床之一。它主要用于軸類零件或盤類零件的內外圓柱面、任意錐角的內外圓錐面、復雜回轉內外曲面和圓柱、圓錐螺紋等切削加工,并能進行切槽、鉆孔、擴孔、鉸孔及鏜孔等。
2019-05-30 14:10:085111 數控車床的程序編制必須嚴格遵守相關的標準,數控編程是一項很嚴格的工作,首先必須掌握一些基礎知識,才能學好編程的方法并編出正確的程序。
2019-05-30 13:55:5122499 確定典型零件的工藝要求、加工工件的批量,擬定數控車床應具有的功能是做好前期準備,合理選用數控車床的前提條件滿足典型零件的工藝要求。
2019-04-24 15:27:362773 確定典型零件的工藝要求、加工工件的批量,擬定數控車床應具有的功能是做好前期準備,合理選用數控車床的前提條件滿足典型零件的工藝要求。
2019-04-23 17:34:413289 數控車床主軸的回轉精度對于加工零件的精度來說有很大影響,而且它的功率、回轉速度等對于加工效率來說也有一定的影響。數控車床的主軸箱,如果是具有級自動調速功能的數控車床,其主軸箱的傳動結構已經簡化。而對于具有手動操作和自動控制加工雙重功能的改造式數控車床來說,基本上原來的主軸箱還在保留中。
2019-04-23 17:28:397545 數控機床本身制造精度高,又是按照預定程序自動加工,所以避免了人的操作誤差,使同批量零件的一致性好。多采用半閉環,甚至全閉環的位置補償功能。這使其具有較高的定位精度和重復定位精度,在加工過程中產生的尺寸誤差能及時得到補償,與普通機床相比,能獲得較高的尺寸精度。
2019-04-23 17:25:1415152 山東康道智能:桁架機器人應用于數控車床,主要是實現機床自動上下料,替代人工作業。一、桁架機器人應用于數控機床1、可以實現對圓盤類、長軸類、不規則形狀、金屬板類等工件的自動上料/下料、工件翻轉、工件轉
2019-01-24 16:13:28316 山東康道智能資訊:當數控機床遇上數控車床機器人機械手,實現智能化工廠。 一、當數控機床遇上數控車床機器人機械手當數控機床遇上山東康道智能機器人機械手!會擦出怎樣的火花呢?“生產過程中,光憑借數控技術
2019-01-16 16:51:59749 類產品的生產,對用戶來說,可以很快進行產品結構的調整和擴大產能,并且可以大大降低產業工人的勞動強度。新興工業時代,智能數控車床能滿足“快速大批量加工節拍”、“節省人力成本”、“提高生產效率”等要求,成為越來越多
2018-12-17 14:57:16996 ,數控車床的主軸轉速要高出很多,而且具有較大的輸出功率。正因如此,跟傳統的加工工藝相比,數控加工對刀具的選擇更為嚴格。這種嚴苛性主要表現在對刀具的精度、強度、剛性和耐用度等方面。除此之外,數控刀具
2018-11-06 17:16:573511 
1.數控車床開坯加工工件時,進刀量大,加工速度低,由于工件表面不平整,加工過程有沖擊性負載。
2.車床精加工時,進刀量小,為了保證加工效率,加工速度高。
2018-11-04 10:32:524131 “立式數控加工中心+工業機器人”的組合兩臺立式數控加工中心與工業機器人相配合,也稱之為數控車床機器人完成生產加工。旋轉雙交換工作臺能大大節省拆裝工件工時,提高工效,節省成本。3.“數控車床+工業機器人
2018-10-22 16:12:51511 數控車床的撞刀是指初學者或學生在操作機床過程中,由于操作不當造成數控車床的刀具與工件或夾具發生非正常的接觸.由于刀具的移動速度過快,所承受的載荷過大,使得刀具受到不同程度的損壞.在發生碰撞的同時
2018-01-23 15:51:36 2
2 本文以某公司數控車床主軸電機采用英威騰Goodrive35變頻器控制為例,詳細講述數控車床的結構、工藝特性,以及Goodrive35變頻器應用在數控車床上的優越性。數控車床主要由主機、數控裝置、驅動裝置以及輔助裝置等幾大部分組成。
2017-10-09 15:04:036 FANUC系統有很豐富的機床參數,為數控機床的安裝調試及日常維護帶來了方便條件。根據多年的實踐,對常用的機床參數在維修中的應用做一介紹。 1.手搖脈沖發生器損壞。一臺FANUC 0TD數控車床,手搖
2017-09-29 16:33:313 操作,生產率顯著提高等優點,但它的價格昂貴。由于我國現在使用的機床大多數為普通車床,自動化程度低,要更新現有機床需要很多資金。為了解決這個問題,也為了適應多品種中、小批量零件加工我們選擇機床經濟型數控改造
2017-09-25 16:32:1416 三菱PLC(可編程邏輯控制器)編程實例項目例程:數控車床用三菱PLC(E60系統)
2016-12-10 13:17:4640 數控加工編程及操作-顧京 FANUC和Siemens 數控銑床和數控車床程序編制 cad/cam軟件應用
2016-07-29 17:08:218 單片機,數控車床,應用,單片機,數控車床,應用,單片機,數控車床,應用,
2015-11-24 15:22:592 通過以當前UG技術數控編程模塊分析為基礎,UG的數控車削編程模塊,典型工件加工,數控車床編程軟件使用和的過程。 NC數控編程UG的參數組合,可以大大提高效率,并在生產中取得了
2012-11-09 15:30:1355 本文比較簡單地論述了螺紋銑刀加工螺紋時的方法,闡述了螺紋銑刀銑削螺紋的不同編程方法,對從事數控教學、科研,尤其是在生產一線的數控銑工和加工中心操作人員有一定的指導
2011-06-10 18:03:317688 數控車削的工藝與工裝
數控車床加工的工藝與普通車床的加工工藝類似,但由于數控車床是一次裝夾,連續自動加工完成所
2010-02-25 08:35:12852 數控車床操作工職業標準(試行)1.職業概況1.1職業名稱:數控車床操作工1.2職業定義:操作數控車床,進行工件車削加工的人員。1.3職業等級:本職業共設四個等級,
2010-02-24 15:50:4014 一.實驗目的1.掌握數控車床的加工特點;2.掌握數控車床加工程序的結構特點及編制方法;3.掌握數控車床程序的輸入、編輯、修改、調試、示教、運行等方法。
2010-02-24 10:06:4365 第一節 數控車床的程序編制一.數控車削加工編程的特點二.設定編程原點 車削零件編程原點的X向零點應選在零件的回轉中心。Z向零點一般應選在零件的右
2010-02-24 10:03:2370
數控車床的程序編制
數
2010-02-14 10:05:2587 一臺FANUC-0TE系統的數控車床在MDI方式,主軸、刀臺工作正常。但在AUTO方式下,按循環啟動鍵,系統不執行程序。
2010-01-16 13:44:3111 將右旋絲杠替代為左旋絲杠,對數控車床操作程序進行修改的方法行不通,若修改機床參數,有一些數據不能恢復和更改。改變伺服電機反饋電纜的連線方式,可以解決此問題。
2010-01-08 14:17:1014 本文提出了一種適用精密切割的數控車床設計方案。該方案采用機械觸發式傳感器,通過控制車刀運動來觸發傳感器,PLC 把傳感器得到的信號傳給數控系統,再由系統來進
2009-10-12 18:31:5045 臺達PLC在單柱立式數控車床的應用
通過大型立式車床項目描述機床數控化的問題,提出臺達PLC解決方案。對于臺達EH 系列高性能PLC單軸
2009-06-20 13:13:091139 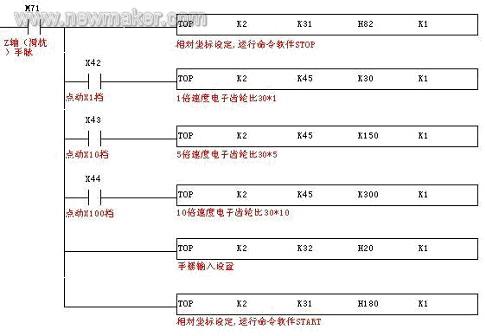
臺達PLC在單柱立式數控車床的應用摘 要:通過大型立式車床項目描述機床數控化的問題,提出臺達PLC解決方案。對于臺達EH 系列高性能PLC單軸伺服定位
2009-06-12 15:06:121113 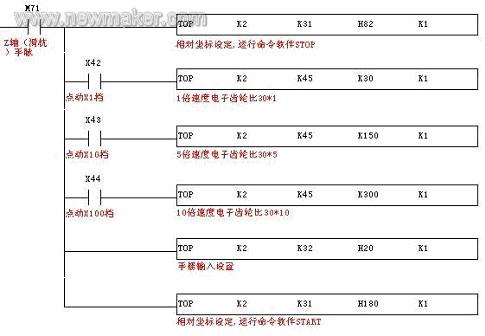
A—B公司的7360數控車床系統結構及原理圖
美國Allen Bradley公司出品的7360CNC系統是用來控制車床的計算機數控系統,整個系統安裝在一個獨立的封閉機
2009-04-30 08:53:501930 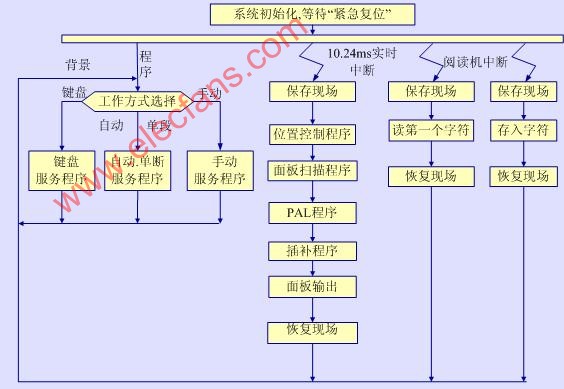
數控車床編程技巧
科學技術的發展,導致產品更新換代的加快和人們需求的多樣化,產品的生產也趨向種類多樣化、批量中小型化。為適應這一變化,數控(NC)設備在
2009-04-30 08:49:111040 數控車床編程實例
1.根據零件圖樣要求、毛坯情況,確定工藝方案及加工路線1)對細長軸類零件,
2009-04-30 08:45:203793 數控車床的組成主要有如下組件:
1.直流伺服電機
2.換刀機械手
3.數控柜
4.盤式刀庫
5.主軸箱
6.操作面
2009-03-18 14:27:112000 
一、實驗目的與要求1、掌握SIEMENS-802S數控系統常用指令及子程序的編程技巧;2、通過對零件的加工,了解數控車床的工作原理;3、了解典型零件的數控車削加
2009-02-16 00:46:321075 1.實驗名稱: 數控車床基本操作2.實驗目的: 1、了解數控車床的基本操作;2、學習數控系統的基本操作方法。3.實驗儀器及設備:配FANUC0I車床數控系統
2009-02-16 00:45:083355 數控車床編程與操作課程教學大綱一、本課程的性質、地位和作用本課程是數控技術專業的一門專業主干專業必修課程,它以數控機床為對象,使學生較全面地了解數控車床的
2009-02-16 00:40:4470 數控車床的操作與加工實驗一、項目編號:二、實驗課時:2三、主要內容及目的1.實驗內容 了解
2008-12-30 23:17:312403 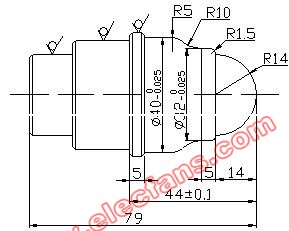
此數控機床課件非常的詳細,有認識數控機床,數控鏜銑削加工工藝分析,數控車床基本操作實圳,螺紋的編程
2008-09-05 02:03:10157 數控車床編程實例
如圖2-16所示工件,毛坯為φ45㎜×120㎜棒材,材料為45鋼,數控車削端面、外圓。如圖2-17所示變速手柄軸,毛坯為φ25㎜×100
2007-12-25 09:58:03151
 電子發燒友App
電子發燒友App























 工商網監
工商網監
評論