 電子發(fā)燒友App
電子發(fā)燒友App


聯(lián)軸器簡(jiǎn)介
聯(lián)軸器是指聯(lián)接兩軸或軸與回轉(zhuǎn)件,在傳遞運(yùn)動(dòng)和動(dòng)力過(guò)程中一同回轉(zhuǎn),在正常情況下不脫開的一種裝置。有時(shí)也作為一種安全裝置用來(lái)防止被聯(lián)接機(jī)件承受過(guò)大的載荷,起到過(guò)載保護(hù)的作用。
聯(lián)軸器裝配的要求
聯(lián)軸器總體分剛性和撓性兩類。對(duì)剛性聯(lián)軸器,要求被連接的兩側(cè)軸同軸度和回轉(zhuǎn)精度高,而且軸向不能發(fā)生抵觸干涉,裝配前檢查配合尺寸是否恰當(dāng),盡量采用壓入而非敲擊裝配單側(cè)部件,然后再連接到一起;對(duì)撓性聯(lián)軸器,允許有較大的誤差(包括軸偏心、角度、軸向位置),但是必須確保在所選定聯(lián)軸器補(bǔ)償能力范圍內(nèi)。
找正的方法
聯(lián)軸器找正時(shí),主要測(cè)量同軸度(徑向位移或徑向間隙)和平行度(角向位移或軸向間隙),根據(jù)測(cè)量時(shí)所用工具不同有四種方法。
1、利用直角尺測(cè)量聯(lián)軸器的同軸度(徑向位移),利用平面規(guī)和楔形間隙規(guī)來(lái)測(cè)量聯(lián)軸
器的平行度(角向位移),這種方法簡(jiǎn)單,應(yīng)用比較廣泛,但精度不高,一般用于低速或中速等要求不太高的運(yùn)行設(shè)備上。如圖示:
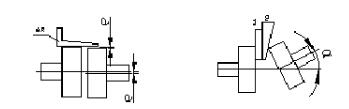
用直尺及塞尺測(cè)量聯(lián)軸器經(jīng)向位移 用平面規(guī)各楔型規(guī)測(cè)量聯(lián)軸器的角位移
(2)直接用百分表、塞尺、中心卡測(cè)量聯(lián)軸器的同軸度和平行度。調(diào)整的方法:通常是在垂直方向加減主動(dòng)機(jī)(電機(jī))支腳下面的墊片或在水平方向移動(dòng)主動(dòng)機(jī)位置的方法來(lái)實(shí)現(xiàn)。
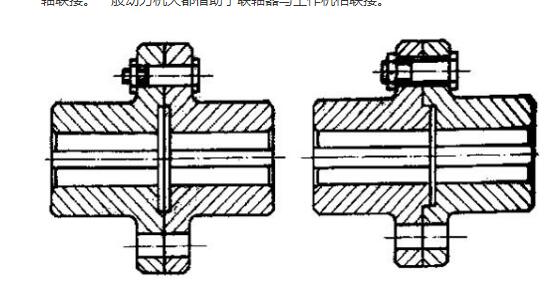
聯(lián)軸器在軸上的裝配方法
聯(lián)軸器在軸上的裝配是聯(lián)軸器安裝的關(guān)鍵之一。聯(lián)軸器與軸的配合大多為過(guò)盈配合,聯(lián)接分為有鍵聯(lián)接和無(wú)鍵聯(lián)接,聯(lián)軸器的軸孔又分為圓柱形軸孔與錐形軸孔兩種形式。裝配方法有靜力壓入法、動(dòng)力壓入法、溫差裝配法及液壓裝配法等。
(1)靜力壓入法
這種方法是根據(jù)裝配時(shí)所需壓入力的大小不同、采用夾鉗、千斤頂、手動(dòng)或機(jī)動(dòng)的壓力機(jī)進(jìn)行,靜力壓入法一般用于錐形軸孔。由于靜力壓入法受到壓力機(jī)械的限制,在過(guò)盈較大時(shí),施加很大的力比較困難。同時(shí),在壓入過(guò)程中會(huì)切去聯(lián)軸器與軸之間配合面上不平的微小的凸峰,使配合面受到損壞。因此,這種方法一般應(yīng)用不多。
(2)動(dòng)力壓入法
這種方法是指采用沖擊工具或機(jī)械來(lái)完成裝配過(guò)程,一般用于聯(lián)軸器與軸之間的配合是過(guò)渡配合或過(guò)盈不大的場(chǎng)合。裝配現(xiàn)場(chǎng)通常用手錘敲打的方法,方法是在輪轂的端面上墊放木塊或其他軟材料作緩沖件,依靠手錘的沖擊力,把聯(lián)軸器敲入。這種方法對(duì)用鑄鐵、淬火的鋼、鑄造合金等脆性材料制造的聯(lián)軸器有局部損傷的危險(xiǎn),不宜采用。這種方法同樣會(huì)損傷配合表面,故經(jīng)常用于低速和小型聯(lián)軸器的裝配。
(3)溫差裝配法
用加熱的方法使聯(lián)軸器受熱膨脹或用冷卻的方法使軸端受冷收縮,從而能方便地把輪聯(lián)軸器裝到軸上。這種方法比靜力壓入法、動(dòng)力壓入法有較多的優(yōu)點(diǎn),對(duì)于用脆性材料制造的輪轂,采用溫差裝配法是十分合適的。溫差裝配法大多采用加熱的方法,冷卻的方法用的比較少。加熱的方法有多種,有的將輪轂放入高閃點(diǎn)的油中進(jìn)行油浴加熱或焊槍烘烤,也有的用烤爐來(lái)加熱,裝配現(xiàn)場(chǎng)多采用油浴加熱和焊槍烘烤。油浴加熱能達(dá)到的最高溫度取決于油的性質(zhì),一般在200℃以下。采用其他方法加熱輪轂時(shí),可以使聯(lián)軸器的溫度高于200℃,但從金相及熱處理的角度考慮,聯(lián)軸器的加熱溫度不能任意提高,鋼的再結(jié)晶溫度為430℃。如果加熱溫度超過(guò)430℃,會(huì)引起鋼材內(nèi)部組織上的變化,因此加熱溫度的上限必須小于為430℃。為了保險(xiǎn),所定的加熱溫度上限應(yīng)在為400℃以下。至于聯(lián)軸器實(shí)際所需的加熱溫度,可根據(jù)聯(lián)軸器與軸配合的過(guò)盈值和聯(lián)軸器加熱后向軸上套裝時(shí)的要求進(jìn)行計(jì)算。
(4)裝配后的檢查
聯(lián)軸器在軸上裝配完后,應(yīng)仔細(xì)檢查聯(lián)軸器與軸的垂直度和同軸度。一般是在聯(lián)軸器的端面和外圓設(shè)置兩塊百分表,盤車使軸轉(zhuǎn)動(dòng)時(shí),觀察聯(lián)軸器的全跳動(dòng)(包括端面跳動(dòng)和徑向跳動(dòng))的數(shù)值,判定聯(lián)軸器與軸的垂直度和同軸度的情況。不同轉(zhuǎn)速、不同型式的聯(lián)軸器對(duì)全跳動(dòng)的要求值不同,聯(lián)軸器在軸上裝配完后,必須使聯(lián)軸器全跳動(dòng)的偏差值在設(shè)計(jì)要求的公差范圍內(nèi),這是聯(lián)軸器裝配的主要質(zhì)量要求之一。造成聯(lián)軸器全跳動(dòng)值不符合要求的原因很多,首先可能由于加工造成的誤差。而對(duì)于現(xiàn)場(chǎng)裝配來(lái)說(shuō),由于鍵的裝配不當(dāng)引起聯(lián)軸器與軸不同軸。鍵的正確安裝應(yīng)該使鍵的兩側(cè)面與鍵槽的壁嚴(yán)密貼合,一般在裝配時(shí)用涂色法檢查,配合不好時(shí)可以用銼刀或鏟刀修復(fù)使其達(dá)到要求。鍵頂部一般有間隙,約在0.1-0.2mm左右。
高速旋轉(zhuǎn)機(jī)械對(duì)于聯(lián)軸器與軸的同軸度要求高,用單鍵聯(lián)接不能得到高的同軸度,用雙鍵聯(lián)接或花鍵聯(lián)接能使兩者的同軸度得到改善。
聯(lián)軸器的安裝
聯(lián)軸器安裝前先把零部件清洗干凈,清洗后的零部件,需把沾在上面的油擦干。在短時(shí)間內(nèi)準(zhǔn)備運(yùn)行的聯(lián)軸器, 擦干后可在零部件表面涂些透平油或機(jī)油,防止生銹。對(duì)于需要過(guò)較長(zhǎng)時(shí)間投用的聯(lián)軸器,應(yīng)涂以防銹油保養(yǎng)。
對(duì)于應(yīng)用在高速旋轉(zhuǎn)機(jī)械上的聯(lián)軸器,一般在制造廠都做過(guò)動(dòng)平衡試驗(yàn),動(dòng)平衡試驗(yàn)合格后畫上各部件之間互相配合方位的標(biāo)記。在裝配時(shí)必須按制造廠給定的標(biāo)記組裝,這一點(diǎn)是很重要的。如果不按標(biāo)記任意組裝,很可能發(fā)生由于聯(lián)軸器的動(dòng)平衡不好引起機(jī)組振動(dòng)的現(xiàn)象。另外,這類聯(lián)軸器法蘭盤上的聯(lián)接螺栓時(shí)經(jīng)過(guò)承重的,使每一聯(lián)軸器上的聯(lián)接螺栓能做到重量基本一致。如大型離心式壓縮機(jī)上用的齒式聯(lián)軸器,其所用的聯(lián)接螺栓互相之間的重差一般小于0.05g。因此,各聯(lián)軸器之間的螺栓不能任意互換,如果要更換聯(lián)軸器聯(lián)接螺栓的某一個(gè),必須使它的重量與原有的聯(lián)接螺栓重量一致。此外,在擰緊聯(lián)軸器的聯(lián)接螺栓時(shí),應(yīng)對(duì)稱、逐步擰緊,使每一聯(lián)接螺栓上的鎖緊力基本一致,不至于因?yàn)楦髀菟ㄊ芰Σ痪孤?lián)軸器在裝配后產(chǎn)生歪斜現(xiàn)象,有條件的可采用力矩扳手。
對(duì)于剛性可移式聯(lián)軸器,在裝配完后應(yīng)檢查聯(lián)軸器的剛性可移件能否進(jìn)行少量的移動(dòng),有無(wú)卡澀的現(xiàn)象。
各種聯(lián)軸器在裝配后,均應(yīng)盤車,看看轉(zhuǎn)動(dòng)是否良好。總之,聯(lián)軸器的正確安裝能改善設(shè)備的運(yùn)行情況,減少設(shè)備的振動(dòng),延長(zhǎng)聯(lián)軸器的使用壽命。
聯(lián)軸器的安裝注意事項(xiàng)
1、為避免錯(cuò)誤運(yùn)轉(zhuǎn)驅(qū)動(dòng)機(jī),請(qǐng)務(wù)必切斷裝置的主電源并確認(rèn)安全后再進(jìn)行安裝。
2、請(qǐng)清除附著在安裝軸及聯(lián)軸器內(nèi)徑面上的異物、灰塵、污油等。特別是附著有會(huì)大幅度影響摩擦系數(shù)的含有二硫化鉬以及極壓添加劑的油脂等污油時(shí),請(qǐng)進(jìn)行脫脂等的處理將其徹底清除。
3、為了充分發(fā)揮聯(lián)軸器的性能,請(qǐng)依規(guī)格表中最大容許偏心的范圍內(nèi)進(jìn)行安裝。表中的安裝誤差為各自獨(dú)立發(fā)生時(shí)的最大值,因此請(qǐng)將復(fù)合發(fā)生時(shí)的容許值考慮在一半以下。
4、對(duì)心時(shí)請(qǐng)將直尺貼在本體外周部,用約呈 90°相離的兩點(diǎn)進(jìn)行檢查。組件的使用壽命根據(jù)對(duì)心精度的不同會(huì)受到很大影響。
5、安裝聯(lián)軸器后,請(qǐng)務(wù)必加設(shè)安全蓋。否則,在運(yùn)轉(zhuǎn)過(guò)程中接觸本產(chǎn)品會(huì)導(dǎo)致受傷。
6、夾緊螺栓請(qǐng)務(wù)必使用校準(zhǔn)后的扭矩扳手并按照規(guī)格表的夾緊螺栓鎖緊扭矩之值進(jìn)行緊固。
7、安裝時(shí)常因結(jié)合方法不當(dāng)而振動(dòng)過(guò)大運(yùn)轉(zhuǎn)不正常或中心不準(zhǔn)、偏角超出負(fù)荷,會(huì)造成馬達(dá)、聯(lián)軸器等機(jī)件損壞,因此建議您在機(jī)械組裝上須注意精度平衡校正的動(dòng)作,以提高機(jī)械之壽命。
















 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論