 電子發(fā)燒友App
電子發(fā)燒友App


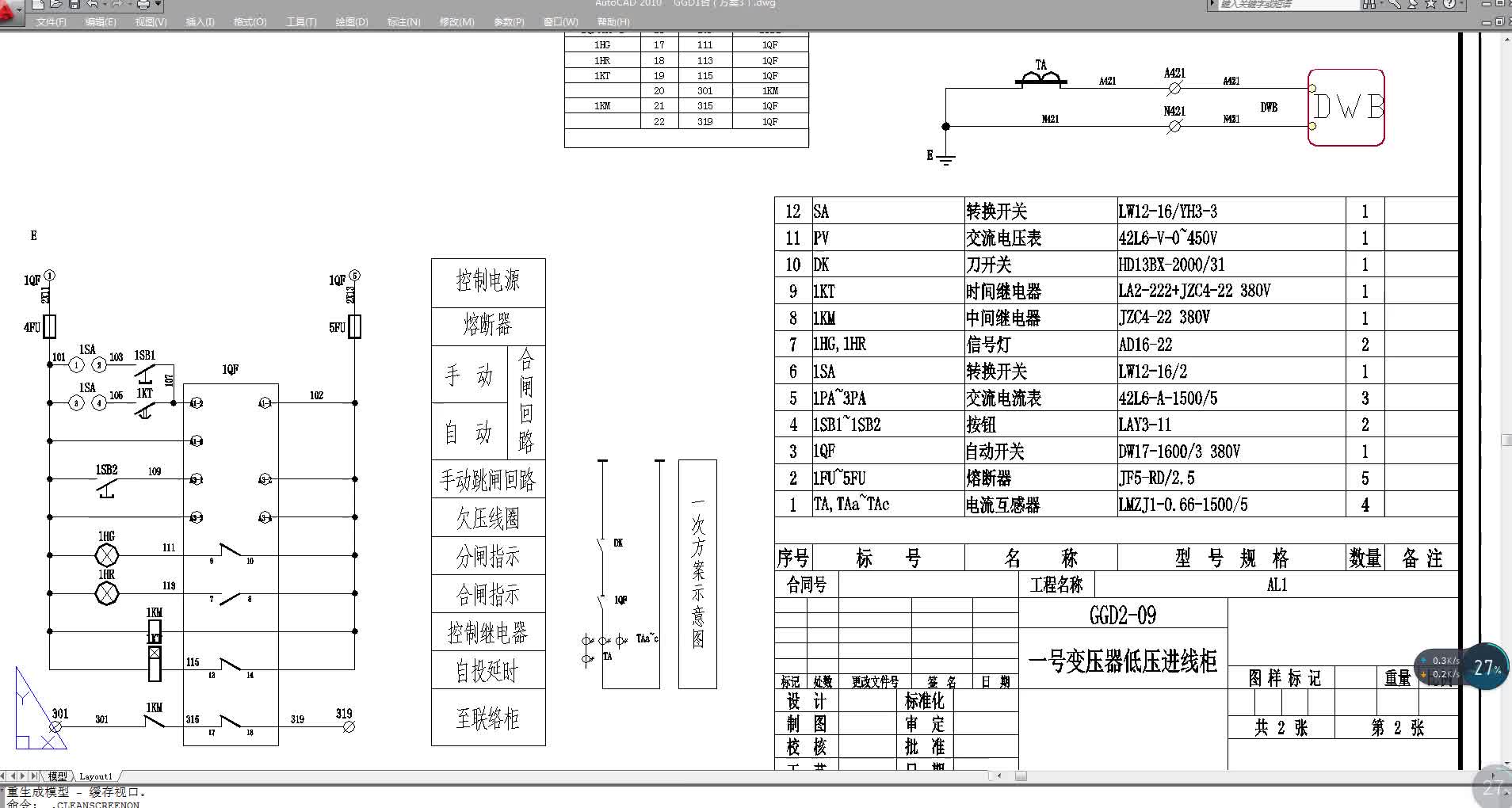
什么是低壓開關(guān)柜
低壓開關(guān)柜適用于發(fā)電廠、石油、化工、冶金、紡織、高層建筑等行業(yè),作為輸電、配電及電能轉(zhuǎn)換之用。產(chǎn)品符合GB7251.1-2005《低壓成套開關(guān)設(shè)備》(IDT IEC60439-1 1999)標(biāo)準(zhǔn)規(guī)定。低壓開關(guān)柜屬于列入3C認(rèn)證強制性認(rèn)證產(chǎn)品《目錄》的產(chǎn)品。
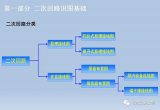
分類
從結(jié)構(gòu)方式上分
(1)固定式:
能滿足各電器元件可靠地固定于柜體中確定的位置。柜體外形一般為立方體,如屏式、箱式等,也有棱臺體如臺式等。這種柜有單列,也有排列。
為了保證柜體形位尺寸,往往采取各構(gòu)件分步組合方式,一般是先組成兩片或左右兩側(cè),然后再組成柜體,或先滿足外形要求,再順次連接柜體內(nèi)部支件。組成柜體各棱邊的零件長度必須正確(公差取負(fù)值),才能保證各方面幾何尺寸,從而保證整體外形要求。對于柜體兩側(cè)面,因考慮排列需要,中間不能有隆起現(xiàn)象。
另外從安裝角度考慮,底面不能有下陷現(xiàn)象。在排列安裝中,地基平整是先決條件,但干整度和柜體本身都有一定誤差,在排列中要盡量抵消橫向差值,而不要造成差值積累,因為差值積累將造成柜體變形,影響母線聯(lián)結(jié)及產(chǎn)生組件安裝異位、應(yīng)力集中,甚至影響電器壽命。故在排列時宜用地基最高點為安裝參考點,然后逐步墊正擴(kuò)排,在底面干整度較理想并可預(yù)測條件下,也可采取由中間向兩側(cè)擴(kuò)排方式,使積累差值均布。
為了易于調(diào)整,抵消公差積累,柜體寬度公差都取負(fù)值。柜體的各個構(gòu)件結(jié)合體完成以后,視需要還應(yīng)進(jìn)行整形,以滿足各部分形位尺寸要求。對定型或批量較大的柜體制造時應(yīng)充分考慮用工裝夾具,以保證結(jié)構(gòu)的正確統(tǒng)一,夾具的基準(zhǔn)面以取底面為妥,夾具中的各定位塊布置以工作取出方便為準(zhǔn),對于柜體的外門等因易受運輸和安裝等影響,一般在安裝時進(jìn)行統(tǒng)一調(diào)整。
(2)抽出式:
抽出式是由固定的柜體和裝有開關(guān)等主要電器元件的可移裝置部分組成,可移部分移換時要輕便,移入后定位要可靠,并且相同類型和規(guī)格的抽屜能可靠互換,抽出式中的柜體部分加工方法基本和固定式中柜體相似。但由于互換要求,柜體的精度必須提高,結(jié)構(gòu)的相關(guān)部分要有足夠的調(diào)整量,至于可移裝置部分,要既能移換,又要可靠地承裝主要元件,所以要有較高的機械強度和較高的精度,其相關(guān)部分還要有足夠的調(diào)整量。
制造抽屜式低壓柜的工藝特點是:(1)固定和可移兩部分要有統(tǒng)一的參考基準(zhǔn);(2)相關(guān)部分必須調(diào)整到最佳位置,調(diào)整時應(yīng)用專用的標(biāo)準(zhǔn)工裝,包括標(biāo)準(zhǔn)柜體和標(biāo)準(zhǔn)抽屜;(3)關(guān)鍵尺寸的誤差不能超差;(4)相同類型和規(guī)格的抽屜互換性要可靠。
從連接方式上分
(1)焊接式:
它的優(yōu)點是加工方便、堅固可靠;缺點是誤差大、易變形、難調(diào)整、欠美觀,而且工件一般不能預(yù)鍍。另外,對焊接夾具有一定的要求:
①剛性好、不會受工件變形影響;
②外形尺寸略大于工件名義尺寸,可抵消焊后收縮影響;
③平整、簡易、方便操作,盡量減少可轉(zhuǎn)動機構(gòu),避免卡損;
④為防止焊蝕和易于檢修調(diào)整,要選擇好工件支持,支持還要加置防焊蝕墊件。
工件焊后變形現(xiàn)象是焊接時由于焊接處受熱分子膨脹,擠壓產(chǎn)生微觀位移,冷卻后不能復(fù)位而產(chǎn)生的應(yīng)力所致。為了克服變形影響,必須考慮整形工藝。整形的方法一般有:
①通過試驗預(yù)測工件變形范圍,在焊接前強迫工件向反方向變形,以期焊后達(dá)到預(yù)定尺寸;
②焊后用過正方法矯正;
③擊、壓焊接后相對收縮部分,而得到應(yīng)力平衡;
④加熱焊接后相對松凸部分,達(dá)到與焊接處同樣收縮的目的;
⑤必要時對構(gòu)件進(jìn)行整體熱處理。另外,焊接點選擇、焊縫走向、焊接次序、點焊定位對焊后變形現(xiàn)象都有一定的影響,如處理得當(dāng)可減少變形,但這要視具體情況而定。
(2)緊固件連接:
它的優(yōu)點是適于工件預(yù)鍍,易變化調(diào)節(jié),易美化處理,零部件可標(biāo)準(zhǔn)化設(shè)計,并可預(yù)生產(chǎn)庫存,構(gòu)架外形尺寸誤差小。缺點是不如焊接堅固,要求零部件的精度高,加工成本相對上升。緊固件一般都為標(biāo)準(zhǔn)件,其種類主要有常規(guī)的螺釘、螺母和鉚釘、拉鉚釘,以及預(yù)緊而可微調(diào)的卡箍螺母和預(yù)緊的拉固螺母,還有自攻螺釘?shù)取R灿袑S镁o固螺釘(如國外引進(jìn)的低壓柜大多用專用緊固螺釘)。
工藝特點:以夾具定形,工裝定位,并視需要配以壓力墊圈;鉚接一般要配鉆,且預(yù)鍍件要防止鍍層被破壞;對于用精密的加工中心或?qū)S迷O(shè)備加工的構(gòu)件,如各連接孔徑與緊固件直徑能保持微量間隙時,則可以不用夾具進(jìn)行裝合,一次成形;對導(dǎo)向及定位件的緊固,應(yīng)以專用量具先定位再以標(biāo)準(zhǔn)工裝檢測。
產(chǎn)品特點
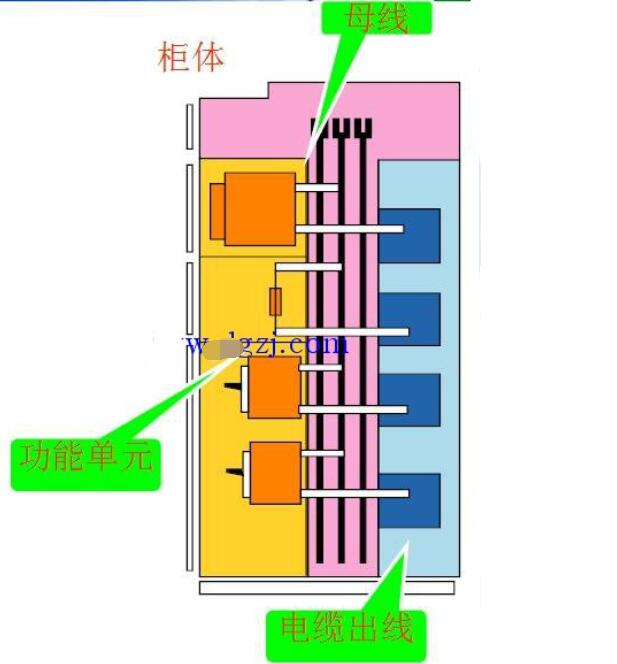
1.設(shè)計合理:根據(jù)逃口、圖產(chǎn)等各種開關(guān)電氣的特點進(jìn)行單元化設(shè)計,組合成功能單元。
2.結(jié)構(gòu)通用,組裝靈活:C型型材滿足各種結(jié)構(gòu)形式.I覽護(hù)等級及使用環(huán)繞條件的要求。
3.標(biāo)準(zhǔn)模塊·可以分別組成保護(hù)、操作、轉(zhuǎn)換、控制等標(biāo)準(zhǔn)單元模塊結(jié)構(gòu)任意選用組輩革。
4.安全防護(hù):采用區(qū)域之間的隔離以及功能單元進(jìn)線和出線之間的相互隔離,有效地加強安全防護(hù)性能。
5.技術(shù)參數(shù):主要技術(shù)參數(shù)處于國際領(lǐng)先水平。

















 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論