 電子發燒友App
電子發燒友App


一、引言
民用炸藥生產是一個具有危險性的特殊行業。為了提高炸藥生產效率,減少生產過程中造成的工人人身傷害,這個行業對自動化包裝線的需求比較迫切。
武漢人天包裝技術公司開發的DWG型民爆中包生產線正是滿足這種需求的一款產品。生產線針對炸藥的包裝工藝特點,對炸藥進行自動排列、中包包裝、裝箱。
其自動控制系統采用CC-Link現場總線、分散控制、變頻定位控制等技術,保證了生產線穩定、可靠的運行。現場各PLC利用CC-Link總線進行通訊,使得整個生產線配置變的靈活,安裝維護容易。友好的人機界面降低了操作難度與事故率,提高了經濟效益。整個生產線運行后,減少了大量操作人員,體現了較好的使用效果與較高的安全性。
此線在全國各地炸藥生產企業得到了廣泛的應用,并被國家民爆總局評為國家科學技術進步2等獎。
二、控制對象簡介
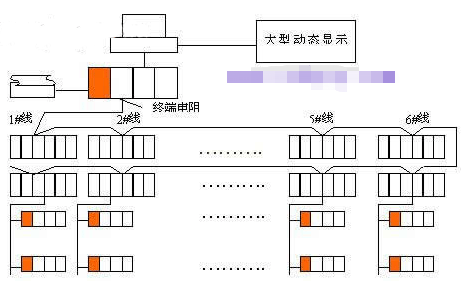
整個生產線效果圖如圖所示
民爆中包生產線分為若干相對獨立的功能塊:
中包功能塊 此功能塊用于將前段輸送而來的藥條進行排列整理,并用塑料膜包裝成真空袋。一條中包生產線可能包含2至3個中包功能塊
裝箱功能塊 此功能塊接受包裝完成的中包袋,并將其裝入紙箱,并控制輔助設備自動封箱捆扎
輸送功能塊 此功能塊根據不同廠房配置,完成物料的轉移輸送。
1、系統配置
全系統含數字IO約350點,變頻器6-11臺,另有獨立溫度控制回路12-18路。
主控制單元采用FX2NPLC,約100點數字IO,負責控制電機,并提供人機界面和上位機接口。
中包控制單元采用FX1NPLC,約80點數字IO,負責單臺中包的控制。根據不同的生產線配備的中包控制單元數目也有所不同。
裝箱控制單元采用FX2NPLC,約80點數字IO,負責裝箱機的控制。
非標的現場輸送設備可以采用遠程IO進行控制。
各單元采用CC-Link現場總線進行連接,每個單元使用一個站。
由于廠房的布置一般在200米以內,整個網絡采用2.5Mbps的運行速度[page]
2、CC-Link網絡配置
主站設置為:STATION NO(站號):0
MODE(模式):0
B RATE(通訊速度):2(2.5M)
中包1設置為: STATION NO:01 * 站號為1
OCCUPY STATION:1 *占用站數為1站
B RATE:2 *傳送速度為2.5M
中包2設置為: STATION NO:02 * 站號為2
OCCUPY STATION:1 *占用站數為1站
B RATE:2 *傳送速度為2.5M
中包3設置為: STATION NO:03 * 站號為3
OCCUPY STATION:1 *占用站數為1站
B RATE:2 *傳送速度為2.5M
裝箱模塊設置為:STATION NO:04 * 站號為4
OCCUPY STATION:1 *占用站數為1站
B RATE:2 *傳送速度為2.5M
四、軟件配置
全系統采用分散控制、集中管理的思路。
1、主站軟件功能
一臺FX2NPLC作為網絡主控站,控制整個CC-Link網絡。為了保證整個生產線的安全性,避免接觸器、變頻器及電機啟動器接觸到包裝材料,主站放置在遠離爆炸危險環境的控制室內,因此主站還需要協調生產線數十臺電機運行。同時主控制站搜集各從站的工作數據,提供生產統計,故障報警及系統調試診斷等功能。還可以通過串行口與上位機連接,提供生產現場各種數據。
2、從站軟件功能
由于包裝材料——炸藥具有易爆屬性,需要生產線即使在通訊失效的情況下機器也能安全停止,因此每個獨立的功能單元在現場采用單獨PLC進行信號采集與邏輯運算。同時此PLC通過軟件檢測網絡運行狀態,一旦異常,自動啟動急停程序,即使恢復鏈接也需要操作員進行確認后方能重新投入運行。
PLC之間通過CC-Link現場總線進行數據交換實現生產線協調運行。如果一個單元異常,能自動退出連鎖運行,并單獨調試檢修,不影響生產線其它單元。
3、生產線組態
生產線組態由一臺F940GOT完成,通過觸摸屏可以向生產線任何設備發送測試指令,并能實時監測全線的工作狀態。
4、其它軟件功能及軟件特點
對于不需要實時響應的數據采用分組傳輸的策略,每個從站僅需一個站就可以滿足功能。
配置軟件換點功能:若PLC輸出點發生損壞,無需配備編程工具就可替換損壞的點。配備現場PLC監視功能:由于防爆,防腐需要現場控制柜處于全密封狀態,通過此功能可監視現場任意PLC的IO狀態。
軟件編制實現模塊化。對于不同的工程——由于要控制輸送線——只有主站程序略有變化,其他現場控制單元程序無需改變。
五、應用狀況
目前正在在調試及已經驗收交付使用的生產線有幾十條,遍及全國各地。CC-Link現場總線在各地的反應均很良好,安調人員也反應現場工作量大幅度下降,全系統連接時間從原來2天降低到不足半天。各現場無論外部環境如何,均沒有出現通訊異常終止或通訊不良造成的故障。同時在各地由權威部門組成的小組對生產線進行安全評價時,CC-Link均獲得順利通過,也反應了此種現場總線在民用爆破行業的安全性上得到了認可。目前此線被選為民爆中包標準線,并獲得國家科學進步2等獎。
六、CC-Link總線的應用體會
本生產線最開始采用的是集中控制。試產幾套后,我們發現需要面對很多問題:
首先IO點數已經到達FX的極限,其次現場反應安裝工程量太大,調試維修困難,最后隨著機械的改進,編寫程序工作已經成為一種極其艱苦而繁瑣的工作。
隨著CC-Link總線技術的應用這些問題全部迎刃而解了。
分散控制使得整個控制點數顯然增加了。并且對單臺PLC距離256點的限制還有很遠的距離,CC-Link系統還可以添加新站,系統的擴展能力大大加強。
CC-Link電纜連接極其簡易,只需要連接3根導線就能實現所有的信號傳輸。原來的多根電纜(電線)不見了。維修工不需要面對幾十根顏色各異的電纜查找接線等故障。由于現場電纜的數量減少,使得整個系統成本也得到了很好的控制。
原來編寫一條生產線的程序需要一個人面對數千條語句查找細微的不同進行修改。這些修改也許是配合輸送線的,也許是配合各個模塊本身的。現在我們只需要配合不同的輸送線調整主控制柜的程序就可以完成系統編程。各模塊改變可以另行安排進行。
另外,我們最開始的一些擔心也隨著應用的深入漸漸消失了。
CC-Link是高速的現場總線,在實際應用中,網絡的傳輸延遲僅為2-3ms。主控制站雖距離現場較遠,但在有些需要一定定位能力的場合依然可以保持滿意的定位精度。
CC-Link具備完善的RAS功能,一個站點失效不會引起全系統的崩潰。利用這一點,我們能簡單的完成各模塊的相對獨立控制。
現場使用環境雖然惡劣,存在強腐蝕性、爆炸及高電磁干擾環境。但CC-Link依然穩定可靠的工作,可靠性得到了充分的展示。
責任編輯:gt











 工商網監
工商網監
評論